



Твердение легкобетонных изделий при повышенной температуре
Тепловая обработка — основной метод ускорения твердения бетона в заводских условиях. В области интенсификации твердения бетона наиболее известны работы С.А. Миронова, П.И. Боженова, А.В. Волженского, Б.А. Крылова, Л.А. Малининой и др.
Применяемые для легкобетонных изделий способы тепловой обработки можно разделить на две группы:
- к первой относятся такие способы теплового прогрева, при которых теплоноситель содержит значительное количество влаги (пар, влажный воздух), имеет непосредственный контакт с твердеющими изделиями в процессе тепловой обработки (пропаривание изделий в ямных камерах, в вертикальных и щелевых камерах непрерывного действия);
- ко второй группе относятся те способы твердения, в процессе которых изделие не контактирует с влажным теплоносителем и где поэтому наряду с прогревом изделий происходит удаление из них влаги (твердение изделий в щелевых камерах непрерывного действия, оборудованных ТЭНами, и при прогреве в пакетах термоформ, электроиндукционный прогрев, электропрогрев).
Ямные камеры в зависимости от конструкции предназначены для ускоренного твердения легких бетонов в паровоздушной среде при температуре до 60—80°С и в среде насыщенного пара при нормальном давлении и температуре 95—100°C. Особенность таких установок, известных как камеры конструкции Л.А. Семенова, — наличие трубы для отвода паровоздушной смеси или избытка насыщенного пара. Камера позволяет использовать в качестве теплоносителя чистый насыщенный пар (без примеси воздуха). Поскольку чистый пар легче паровоздушной смеси, он при подаче в верхнюю часть камеры вытесняет из нее паровоздушную смесь. В результате температура прогрева выравнивается по высоте камеры, снижается удельный расход пара и сокращается время тепловой обработки.
Широкое распространение ямных камер объясняется не только простотой их конструкции. Главное достоинство состоит в том, что все операции, обеспечивающие работу камеры, выполняются мостовым краном. Для загрузки и разгрузки камер не требуются специальные механизмы.
В то же время легкобетонные изделия, твердеющие в ямных камерах, как правило, имеют повышенную влажность, которая нежелательна для всех легкобетонных конструкций, но особенно недопустима она для ограждающих изделий — стеновых панелей и блоков. Так например, при повышенной влажности панелей расходы на отопление жилого 90-квартирного дома в течение первых трех лет больше (в условиях Минска) на 2,5 тыс. руб. в год.
Снижение остаточной влажности достигается в результате уменьшения начального водосодержания за счет применения менее водопотребных пористых заполнителей, поризации смесей, повышения жесткости легкобетонных смесей, использования эффективных режимов уплотнения.
Для удаления части влаги в процессе тепловой обработки камеры оборудованы вытяжной вентиляцией, которая отсасывает пар после каждого цикла пропаривания и регулирует интенсивность остывания изделий. В период остывания с 1 м2 изделия испаряется до 6 л воды. Чтобы удалить такое количество влаги из ямных камер, требуется интенсивная циркуляция воздуха. Сушка подобным образом, однако, неэффективна, она потребует дополнительного времени на выдержку изделий в камерах, а влажность их останется все же высокой. Поэтому рекомендуется при распалубке искусственно обдувать панели воздухом, что даст возможность довести влажность легко бетонных панелей до необходимого значения.
В вертикальной камере непрерывного действия системы Л.А. Семенова используется уже рассмотренный принцип тепловлажностной обработки изделий в чисто паровой среде. В отличие от камер и много типа в данном случае загрузка и выгрузка изделий производится непрерывно (рис. 6.21). Вначале панели поднимают вверх до передаточной тележки, а затем опускают до отметки пола.

Распределение зон нагревания и охлаждения по высоте, равно как и скорость движения изделий по вертикали, определяется заданным режимом твердения (обычно ритм загрузки-выгрузки 20 мин). Вертикальная камера входит в состав конвейерных линий и работает в соответствии с их ритмом. Тепловая обработка основана на принципе противотока: панели, опускаясь вниз, отдают тепло для подогрева вновь поступающих изделий. В результате этого удельный расход пара составляет 120—140 кг/м3 бетона.
Рекомендуемые режимы пропаривания изделий из легких бетонов (подъем температуры, изотермический прогрев, охлаждение для получения 70%-ной прочности от R28), по данным лаборатории легких бетонов НИИЖБ, приведены в табл. 6.12.

Повышенное начальное водосодержание легкобетонных смесей и замедленное обезвоживание бетона при твердении благодаря резерву влаги в пористых заполнителях предотвращают опасность нарушения процесса твердения при пониженной влажности среды и создают возможность использования высокотемпературного сухого прогрева изделий.
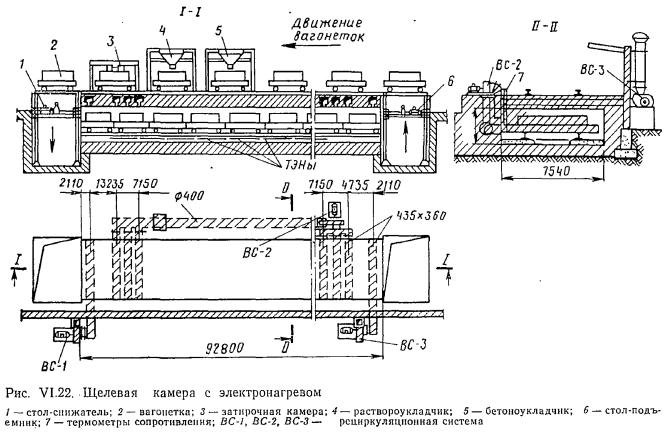
При тепловой обработке по сухому режиму наибольшее распространение получили щелевые камеры, оборудованные ТЭНами, и пакеты термоформ. В щелевых камерах можно не только снижать влажность готовых изделий, но я подвергать тепловой обработке панели со вставленными деревянными оконными и дверными коробками.
Щелевыми называют одноярусные камеры непрерывного действия, у которых высота в 4—6 раз меньше ширины. Легко бетонные изделия прогреваются в сухой вентилируемой среде со средней температурой 120° С. На полу камеры (рис. 6.22) между рельсами уложено 12 трубчатых электронагревателей (ТЭНов), подключенных к сети электроэнергии напряжением 380 в. По интенсивности нагрева и рециркуляции воздуха камера условно делится на три зоны: входа и выхода, где температура поддерживается до 40—60° С, и среднюю, в которой поддерживается температура 120°С. Общая продолжительность тепловой обработки составляет 8—11 ч.
Сухой прогрев изделий в камере приводит к интенсивному испарению влаги — до 40—60 л на каждый 1 м3 керамзитобетона. В результате изделие на выходе имеет влажность не более 12%.
В табл. 6.13 приведен баланс электроэнергии для прогрева керамзитобетонных панелей. Расход электроэнергии в щелевых камерах на испарение влаги составляет 30—50% (т. е, 50—80 квт*ч(м3). Недостаток таких камер — замедленный темп прогрева изделий.

Наряду с обычными трубчатыми электронагревателями применяют ТЭНы с инфракрасным излучением, генерируемым при высоких температурах порядка 600— 1000°C. В генератор инфракрасного излучения, выполненный в виде трубки, помещены спираль для нагрева и жароупорная масса, не проводящая электрический ток. Инфракрасное излучение характеризуется электромагнитными колебаниями с длиной волны от 0,8 до 40 мк, В отличие от видимого спектра излучений оно хорошо поглощается поверхностным слоем бетона и почти полностью аккумулируется в виде тепловой энергии.
Термоформы. Обработка в пакетах термоформ, где теплопередача происходит контактным способом, менее продолжительна (6—8 ч). При этом требуются меньшие капитальные затраты и расход тепловой энергии. Однако тепловая обработка в термоформах не обеспечивает снижение влажности готовых изделий до требуемого уровня.

Наиболее распространены формы с термоподдонами, устанавливаемые на специализированных постах пакетировщиком в штабель до шести форм по высоте (рис. 6.23). В перфорированную трубу или регистры термоподдонов подается пар. Каждое изделие прогревается снизу от термоподдона и сверху от термоподдона вышележащей формы. Верх изделия, находящегося в последней форме штабеля, прогревается термоактивной крышкой, закрывающей верх штабеля. Регистры форм и крышки присоединены к паропроводу резиновыми шлангами, пар в них подается под давлением до 1,5 ат.
Выбор метода ускоренного твердения и режима тепловой обработки существенно влияет на экономические показатели и качество изделий из легких бетонов. В табл. 6.14 приведены технико-экономические показатели различных методов тепловой обработки применительно к изготовлению керамзитобетонных стеновых панелей. Снижение себестоимости тепловой обработки и удельных капитальных вложений происходит по мерс интенсификации твердения, которое приводит к сокращению числа форм и соответственно затрат на их амортизацию.

С целью интенсификации твердения и снижения влажности изделий А.И. Конопленко и Е.В. Тихомиров предложили комбинированный режим: на первой стадии применять воздушный прогрев, а на второй — пропаривание, т. е. авторы рекомендуют проводить испарение избыточной влаги не в конце твердения, а в его начале. Изделия, поступая в камеры непрерывного действия (например, щелевую), проходят зону с температурой 120—130°С, где они нагреваются с испарением некоторого количества слабосвязанной влаги. При этом прогрев бетона можно интенсифицировать, ослабляя в то же время деструктивные явления, вызванные увлажнением изделия конденсатом. Во второй зоне твердение происходит при более мягком режиме, который характеризуется температурой 90—100°C и повышенной влажностью среды. Это достигается подачей в камеру пара или паровоздушной смеси.
Для стеновых панелей из шлаковой пемзы комбинированный режим позволяет снизить длительность тепловой обработки с 12 ч до 8—9 ч.
Электропрогрев используют в заводской технологии как один из методов тепловой обработки легких бетонов. Его преимущество по сравнению с пропариванием или контактным обогревом в термоформах состоит в том, что изделия прогреваются изнутри, поэтому достигается быстрый разогрев бетона до заданной температуры (95—100°C). Так, для керамзитобетонных стеновых панелей толщиной 30—35 см, твердеющих в пропарочных камерах, для равномерного прогрева на всю толщину до температуры 80°С требуется 4—5 ч, а при электропрогреве — лишь 30 мин. Кроме того, при электропрогреве частично испаряется влага из изделий и улучшаются санитарно-гигиенические условия труда в цехе.
Сложность метода заключается в том, что необходимо создавать равномерное электрическое поле по всей площади прогреваемого изделия и в то же время обеспечивать безопасность обслуживающего персонала. Требуются тщательная электроизоляция бортоснастки и специальные методы армирования изделий. В связи с этим затрудняется, широкое распространение метода электропрогрева в сборном домостроении.
Заслуживает внимания опыт Новосибирского ДСК-1, который проводит электропрогрев керамзитобетонных цокольных панелей жилых зданий серии I-464A по следующей технологии. Электропрогрев ведут током пониженного напряжения, но не ниже 52 в. Такое напряжение значительно ниже обычно применяемого (65—90 в в начале и 150—220 в в конце электропрогрева). В результате улучшается техника безопасности и предотвращается короткое замыкание тока. Панели толщиной 28 см армируются сетками (верхней и нижней), не связанными между собой, Верхняя сетка имеет ячейки 100х150 мм и распределительные стержни с отгибами вверх для подключения тока (рис. 6.24). Эта сетка-электрод удалена от бортов формы на 8 см, что позволяет отказаться от специальной изоляции их, учитывая пониженное напряжение тока. Таким образом прогрев ведется через верхнюю «плавающую» сетку и поддон, который соединен с общим контуром заземления.

Режим прогрева 3+2+2 ч при максимальной температуре 85° С. При таком мягком режиме несколько увеличивается расход электроэнергии (до 45—55 квт*ч/м3) по сравнению с обычно применяемым, но зато повышается срочность керамзитобетон а и снижается удельная мощность установки более чем в 4 раза.
Для прогрева оборудован стенд на несколько ячеек, в каждую из них ставят по три панели друг на друга, Производительность стенда из четырех ячеек — 24 панели в сутки.
Прогрев индукционными токами в электромагнитном поле. Явление электромагнитной индукции состоит в том, что в проводящем контуре, который находится в переменном магнитном поле, возникает электродвижущая сила индукции. Если контур замкнут, в нем возбуждается, таким образом, электрический ток.
Установка предназначена для прогрева керамзитобетонных стеновых панелей, Она представляет собой туннельную камеру с внутренней металлической рубашкой, по которой выполнена обмотка, подключаемая в сеть трехфазного электрического тока 220/380 в промышленной частоты. Камера имеет наружную изоляцию, выполняющую теплоизоляционные и электроизоляционные функции. Для предотвращения потерь электроэнергии по внешней поверхности обмотки сделан металлический экран.
Установку можно рассматривать как своего рода трансформатор, в котором витки провода, намотанного на металлическую рубашку, создают первичную обмотку, а нагревательные стальные стенки рабочей камеры, помещенной внутри, — вторичную обмотку. При прохождении переменного тока по виткам вокруг обмотки образуется переменное магнитное поле, а в стенках камеры— электродвижущая сила. В результате возникновения индукционных токов в стенках камеры генерируется тепло, за счет чего они нагреваются до 190—220° С, а воздушная среда в камере — до 120—145° С.
Керамзитобетонные панели, помещенные в рабочее пространство камеры в один ярус, нагреваются за счет лучистого и частично конвективного теплообмена. При равномерном тепловом потоке перепады температур по высоте камеры незначительны.
В течение первых 2,5—3 ч изделие прогревается до 70—80°C, дальнейший прогрев до 95° С в течение 2,5 ч происходит при выключенной обмотке камеры за счет аккумуляции тепла корпусом установки и экзотермин цемента. Таким образом, общая продолжительность прогрева керамзитобетонных панелей в камере 5—5,5 ч.
Расход электроэнергии составляет: в установках периодического действия 70 квТ*ч/м3, непрерывного действия (туннельные и щелевые камеры) 45—50 квт*ч/м3.