



Обработка поверхности отформованных изделий
Для повышения заводской готовности легкобетонных конструкций в технологический поток включены посты отделки открытых поверхностей свежеотформованных изделий. В отделке особенно нуждаются поверхности крупных блоков, панелей стен и перекрытий, предназначенные в последующем для окраски, побелки или оклейки обоями.
Отделочные механизмы снабжены вращающимися валиками или затирочными рейками, которые уплотняют и заглаживают поверхностный слой свежеотформованного бетона или фактурного раствора. На многих предприятиях окончательная затирка поверхности производится дисками. Применяют машины двух типов: с затирочными рейками и с горизонтальным диском.
Затирочная машина 243-00-00 конструкции Московского ДСК-1 снабжена двумя заглаживающими рейками, которые совершают возвратно-поступательное движение, затирая и калибруя изделие.
Применяют установки с вращающимися валиками, виброрейками, виброкатками, разработанные СКТБ Главмоспромстройматериалы, институтами Гипростройиндустрия. Моспроектстройиндустрия и др. Машина серии ДЗМ, созданная Ленинградским инженерно-строительным институтом, снабжена стальными дисками диаметром от 400 до 1300 мм, вращающимися с окружной скоростью 9—15 м/сек. Его удельное давление на заглаживаемую поверхность составляет 8—12 гс/см2 а скорость заглаживания (скорость поступательного движения по поверхности) — 3—10 м/мин.
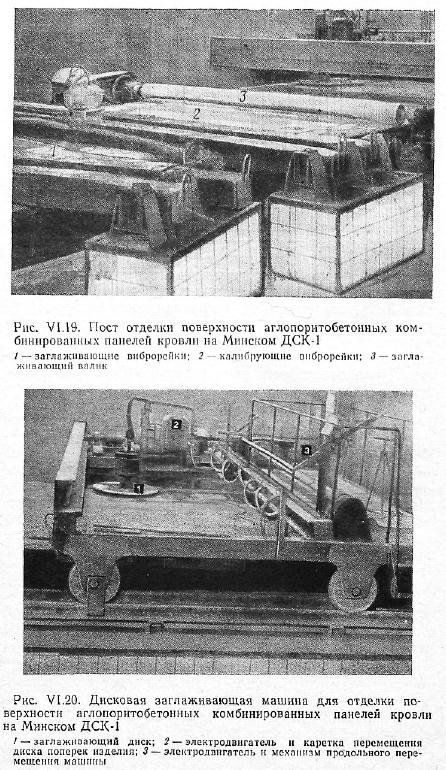
Комплекс механизмов для заглаживания поверхности изделий, установленных на двухъярусных станах (например, на Минском ДСК-1) для изготовления панелей из аглопоритобетона (рис. 6.19), состоит из заглаживающих виброреек, калибрующего валка и дисковой машины. Первая пара заглаживающих виброреек расположена под углом к направлению движения панели 1. Она снимает излишек аглопоритобетонной смеси и передвигает его в форму-вагонетку последующего изделия. Вторая пара виброреек 2 калибрует поверхность панели, а валик 3 заглаживает ее при перемещении формы-вагонетки на следующий пост. На следующем посту (рис. 6.20) работает дисковая заглаживающая машина, которая окончательно отделывает поверхность панели. Диск опускают на один из углов изделия и включают механизмы передвижения каретки и вращения диска; при этом последовательно обрабатывается вся поверхность.
Техническая характеристика механизмов, входящих в комплекс, приведена в табл. 6.11, Механизмы применяют при поточно-агрегатном и конвейерном способах производства для отделки как непосредственно открытой поверхности свежеотформованного бетона, так и облицовочного слоя раствора.
