



Применение технологии окислительный обжиг - цианирование к углистым золотым рудам и концентратам с повышенной сорбционной активностью
При нагревании в окислительной атмосфере свободный углерод легко взаимодействует с кислородом воздуха, образуя летучий оксид CO и углекислый газ. Данный процесс хорошо изучен как с теоретической, так и с практической точек зрения. Принятые в топливной, металлургической, химической промышленности методы и оптимальные режимы сжигания углерода основаны, как правило, на использовании высоких температур и повышенных концентрации окислителя в газовой фазе.
Применительно к золотосодержащим рудам и концентратам выгорание углерода при обжиге способствует резкому снижению сорбционной активности цианируемых продуктов. Это может быть проиллюстрировано, в частности, данными табл. 15.5, в которой представлены результаты опытов по сорбции золота из синтетических цианистых растворов (Au 104,5 мг/л) углеродсодержащими огарками, полученными в результате окислительного обжига флотационного концентрата (месторождение Бакырчик) при различных температурах.

Обращает на себя внимание тот факт, что заметная сорбция золота огарками проявляется даже при сравнительно низких содержаниях остаточного углерода (0,5-0,8 %). При этом отмечается возрастание относительной сорбционной активности углерода в огарках, что особенно характерно для условий низкотемпературного обжига (400-500 °С). Отсюда следует, что обжиг золотых руд и концентратов, содержащих активное углистое вещество, должен проводиться в условиях, обеспечивающих получение огарков с минимальным содержанием углерода.
Окислительный обжиг является наиболее эффективным и универсальным способом подавления CA yглеродсодержащих золоторудных материалов. При этом эффективность данного процесса тем выше, чем сильнее выражена сорбционная активность этих материалов и чем выше абсолютное содержание в них углерода. Последнее обстоятельство связано с тем, что реакции окисления углерода являются экзотермическими и сопровождаются значительным тепловым эффектом. С точки зрения теплотворной способности 1 весовая часть свободного углерода эквивалентна 2,5 весовым частям сульфидной cеры. Это позволяет в ряде случаев осуществлять процесс обжига без затрат дополнительного топлива.
В отличие от других способов нейтрализации активного углерода, обжиг не требует применения каких-либо химических реагентов. Важно также подчеркнуть, что по сравнению с окислительным обжигом сульфидных материалов обжиг углеродсодержащих руд и концентратов более экологичен, поскольку не связан с проблемой очистки газов от мышьяка и серы. Кроме того, он может быть реализован при более грубом помоле, в том числе и на исходной руде после мелкого дробления, без ее предварительного обогащения.
Совокупность перечисленных выше факторов обуславливает технологическую и экономическую эффективность технологии окислительный обжиг - цианирование при переработке углистых золотых руд, особенно в тех случаях, когда другие способы пассивирования углистого вещества не дают желаемых результатов.
Так, например, наблюдения, проведенные на фабрике Джеррит Кэньон, показали, что значительная часть добываемых на карьере руд характеризуется повышенным содержанием сорбционноактивного углерода, окисление которого принятым на фабрике методом хлорирования не обеспечивает необходимого извлечения золота и, кроме того, требует значительного расхода хлора. Экспериментальными исследованиями установлено, что переход от низкотемпературного (хлорирование) к высокотемпературному окислению углерода (обжиг) позволяет достичь извлечения золота в товарную продукцию на уровне 90 % и более при сокращении эксплуатационных расходов на обработку руды на 15-20 %. В этой связи принято решение о строительстве на руднике обжигового завода, которое должно было завершиться в середине 1989 г. Специалистами компании Фрапорт Меморен Голд разработан и аппаратурно оформлен процесс обжига руды в печах КС. Общая производительность обжигового завода составляет 3200 т руды в сутки, что позволяет увеличить е 2 раза общую производительность существующего на фабрике гидрометаллургического производства (угольно-сорбционный процесс) и довести ее до 6400 т в сутки. За счет вовлечения в эксплуатацию высокоупорных углистых руд общие запасы рудного сырья увеличились до 16,9 млн. труды со средним содержанием золота 5,2 г/т.
В этом же регионе начато строительство еще одной аналогичной "фабрики обжига" для переработки руд месторождения Баг Сирингс где ежегодно будет производиться до 3 т золота.
Особую значимость процесс окислительного обжига приобретает в случае переработки золотосодержащих руд (концентратов) при наличии в них, наряду с сорбционно активным углеродом, сульфидов железа, содержащих тонко вкрапленное золото, или минералов, выполняющих роль химических депрессоров золота и серебра в цианистом процессе (сурьма, медь, пирротин и др.). В данных условиях применение обжига позволяет одновременно решить несколько задач: нейтрализовать действие углерода, вскрыть дисперсное золото (ассоциированное с сульфидами) и ослабить отрицательное влияние па цианирование других минеральных примесей.
В качестве примера можно сослаться на опыт работы рудника Кортес (США). На обогатительной фабрике рудника до недавнего времени перерабатывалось методом цианирования до 2 тыс. т окисленной руды в сутки (в 1988 г. переработано 725 тыс. т руды со средним содержанием золота 2,2 г/т). Однако подстилающие рудное тело углеродсодержащие руды более 60 лет не подвергались обработке на фабрике в связи с наличием в них золота, находящегося внутри кристаллической решетки пирита. Другую проблему представляло присутствие в рудах органического углерода, препятствующего извлечению золота при цианировании. Обе эти проблемы удалось разрешить путем строительства обжиговой печи с псевдоожиженным слоем проектной производительностью 1800 т руды в сутки. По принятой на фабрике новой технологии поступающая с рудник руда дробится до крупности -15,2 мм в щековой дробилке и направляется в мельницу сухого полусамоизмелъчения. Продукт измельчения разгружается из мельницы, в поток горячего воздуха, направленного к воздушному классификатору, где выделяется готовый до крупности материал (-1,6 мм), поступающий на склад обжигового цеха. Обожженная руда подвергается цианистому выщелачиванию (методом угольной сорбции). Средняя степень извлечения золота составляет несколько более 80 %.
Компанией "Ньюмонт Голд" в 1994-1995 гг. осуществлено строительство 1-го обжигового завода для переработки упорных золотосодержащих руд района "Карлин Тренд" (штат Невада), содержащих, наряду с сульфидами, сорбционноактивное углистое вещество. Такие руды составляют около половины запасов в горных отводах 5-ти предприятий компании. Проектная мощность завода 7,25 тыс.т руды в сутки.
В соответствии с принятой технологией, руда, содержащая 5,8 г/т золота, после предварительного дробления до минус 38 мм, подвергается сухому помолу в трехсекционной горизонтальной шаровой мельнице. В 1-й секции осуществляется подсушивание руды горячим воздухом до остаточного содержания влаги 1 %. 2-я секция представляет собой основную помольную камеру, выдающую продукт на грохочение. Плюсовом материал виброгрохота доизмельчается в З-й секции мельницы до конечной крупности 85 % класса минус 0,074 мм. Размолотая руда через бункер вместимостью 6200 т полается в 2 печи с циркулирующим псевдоожиженным слоем шихты (Лургн). где подвергается окислительному обжигу при температуре 540 °С. В процессе обжига происходит удаление серы и углерода. Из отходящих газов вырабатывают серную кислоту. Золотосодержащий огарок охлаждают водой до 40 °С с получением пульпы плотностью 15 % твердого. Пульпу сгущают л направляют на цианирование.
На фабрике Apucmou Голд Maйнз (1200 T руды в сутки) перерабатывают руду с содержанием золота 9-11 г/т. В руде присутствуют арсенопирит, пирит, сфалерит, пирротин, кальцит и другие породообразующие компоненты, а также до 1 % графита, придающего руде почти черный цвет. Часть золота находится в кварце в свободном состоянии, остальная ассоциирована с пиритом и арсенопиритом. Переработкa руды осуществляется по схеме, включающей флотацию (с предварительным выделением золота в цикле измельчения гравитацией), окислительный обжиг флотационного концентрата и цианирование огарка. Обжиг производится в печах Эдвардса дуплекс-действия при температуре, достигающей у разгрузки печи 800 °C. Огарок разгружается в охладительные барабаны, вращающиеся в водяной бане, затем распульповывается водой с целью выщелачивания образующихся при обжиге сульфатов и планируется по схеме полного илового проекта. Общее извлечение золота на фабрике составляет 90 % м.
Изучению этих особенностей посвящены специальные исследования Иргиредмета, результаты которых отражены в работах.
Исследованиями показано, что в процессе окислительного и окислительно-хлорирующего обжига сульфидных золотосодержащих материалов углерод играет определенную положительную роль, препятствуя образованию арсенатов железа и ограничивая возможность перехода Au в газовую фазу (вариант хлорирующего обжига). Вместе с тем, при обработке углеродсодержащих концентратов с повышенной сорбционной активностью даже незначительные концентрации свободного углерода в огарках окислительного обжига могут явиться одной из главных причин недоизвлечения золота в гидрометаллургическом процессе.
На примере Бакырчикского месторождения установлено, что при одновременном присутствии в концентратах мышьяка (FeAsS), cepы (FeS2, FeAsS) и углерода имеет место следующая последовательность выгорания их в условиях окислительного обжига:
As(FeAsS) + О2 —> Аs2О3,
S(FeAsS, FeS2) + О2 —> SO2,
С + O2 —> CO2 (CO).
S(FeAsS, FeS2) + О2 —> SO2,
С + O2 —> CO2 (CO).
С увеличением температуры обжига и концентрации окислителя в газовой фазе указанная последовательность проявляется менее четко, хотя и в этом случае углерод остается наиболее трудно возгораемым (по сравнению с FeAsS и FeS2) компонентом.
Графики, представленные на рис. 15.10 и 15.11, показывают, что для получения полностью обезуглероженных огарков обжиг концентратов должен проводиться при повышенных температурах и значительном избытке окислителя. Эти требования вступают в определенные противоречия с оптимальными условиями обжига мышьяксодержащих материалов (пониженные температуры, ограниченный доступ воздуха). Отсюда следует, что обжиг золотых руд и концентратов, при одновременном присутствии в них арсенопирита, пирита и углистого вещества должен проводиться в специальном режиме, обеспечивающем возможность достаточно полного выгорания мышьяка, серы и углерода.


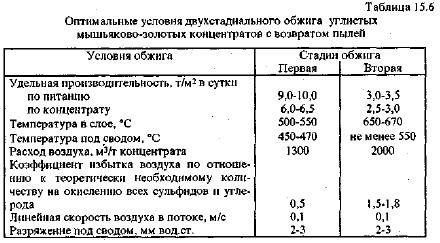
Наибольший интерес в этом отношении представляет процесс двухстадиального обжига углистых мышьяково-пиритных концентратов в печах кипящего слоя: 1-я стадия - при температуре 450-500 °C и ограниченном доступе в отдуха (деарсенация); 2-я стадия - при температуре 600-700 °C в условиях избытка окислителя (десульфуризация, обезуглероживание).
Отмеченные выше закономерности положены в основу технологических разработок Иргиредмета по извлечению золота (и сопутствующих ему ценных компонентов) из руд Бакырчикского месторождения.
Месторождение является одним из наиболее крупных на территории Казахстана. Запасы руды в центральной зоне горного отвода предприятия составляют 21 млн.т со средним содержанием золота 9,4 г/т, при бортовом - 3,0 г/г. Общие ресурсы руды в поле предприятия оцениваются в 41,6 млн.т со средним содержанием Au 8,2 г на 1 т, с высокой вероятностью прироста при доразведке. В настоящее время ведется отработка окисленной зоны месторождения с объемами добычи руды 80-100 тыс.т руды в год. Компаниями США "Минпрок Ресеч" и "Чайлвич" заключено соглашение с правительством Республики Казахстан на строительство совместного предприятия по переработке сульфидных руд месторождения с объемами производства руды 1,0 млн. т и золота -7180 кг в год в течение 20 проектных лет эксплуатации. В качестве основного варианта принято гравитационно-флотационное обогащение руды с переработкой концентрата по схеме окислительный обжиг - цианирование.
Руды Бакырчика представлены в основном углисто-глинистыми сланцами с прослоями песчаников и алевролитов, минерализованными золотосодержащими сульфидами: арсенопиритом и пиритом. Среднее содержание компонентов в руде (%): SiO2 61,2; Аl2О3 14,6; Fe 4,1; CaO 2,0; MgO 1,5; K2O+Na2O 2,3; С 3,4; S 1,5; As 0,9; прочие 8,5; золото 10,8 г/т. Золото в руде очень тонкое и тесно ассоциировано с сульфидами, главным образом, арсенопиритом. Содержание его в руде находится в прямой зависимости от содержания серы и мышьяка и по различным пробам колеблется в пределах 7,8-13,8 г/т, концентрация золота по отдельным минеральным компонентам характеризуется следующими цифровыми данными (г/т): арсенопирит 120; пирит 45; сланцы 0,4; кварц 0,3. Особенностью руды является наличие в ней углистого вещества, отличающегося чрезвычайно высокой сорбционной активностью.
Для руд данного состава Иргиредметом в содружестве с КазПТИ (г.Алма-Ата), СКГМИ (г. Орджоникидзе) и ВНИИцветметом (г. Усть-Каменогорск) разработана технология гравитационно-флотационного обогащения, позволяющая выделить из руды коллективный золотосодержащий концентрат (выход 14,8 % от руды; содержание Au 67 г/; S 10,0 %; As 5,8 %; углерода 11,8 %) и отвальные хвосты, содержащие золота менее 1 г/т. Общее извлечение золота в концентраты 92,2 %.
С учетом состава полученного концентрата (являющегося еще более упорным по сравнению с исходной рудой продуктом для металлургической обработки), извлечение золота из него рекомендовано производить по технологии окислительный обжиг - цианирование. На основании результатов предварительных лабораторных исследований, в составе опытного завода ВНИИцветмета была создана полупромышленная установка двухстадиального обжига концентрата в печах КС производительностью 400 кг в сутки, экипированная необходимыми пыле-и газоочистительным и аппаратами (рис. 15.12), на которой проведены испытания процесса обжига концентрата в непрерывном режиме. Полученные продукты (огарки, пыли) явились исходным материалом для соответствующих гидрометаллургических исследований.

В процессе испытаний оптимизированы температурный и газовый режимы обжига концентрата в КС.
Из ранее приведенного графика следует, что максимальное удаление мышьяка па первой стадии наблюдается при а=0,5 (по отношению к теоретически необходимому количеству воздуха на окисление сульфидов и углерода). Содержание кислорода в газовой фазе непосредственно над кипящим слоем в этом случае не превышало 2 % При снижении степени окисленностн атмосферы (увеличение удельной производительности печи) наблюдается резкое повышение содержания мышьяка в огарках, вследствие неполноты окисления FeAsS. Увеличение содержания O2 в газовой фазе выше установленного предела приводит к переокнслению мышьяка п образованию нелетучих арсенатов.
He менее важным фактором в процессе отгонки мышьяка является температурный режим обжига (рис. 15.13). Наибольшее количество мышьяка отгоняется при температуре в слое 500-550 °С, Повышение температуры обжига влечет за собой образование значительного количества нелетучих соединений мышьяка. Снижение температуры в слое ниже 500 °С оказывает такое же влияние, как и увеличение производительности печи.
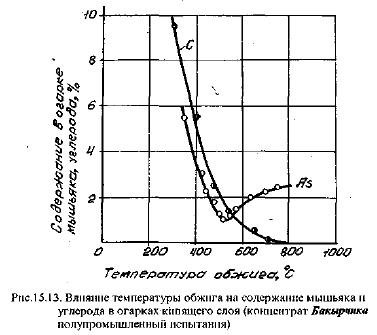
Таким образом, проведенные замеры подтверждают целесообразность осуществления 1-й стадии обжига мышьяксодержащих золотых концентратов в условиях слабоокислительной атмосферы и при относительно невысоких температурах. В то же время характер приведенных на рис. 15.13 и 15.14 кривых "As" (наличие у них четко выраженного минимума) свидетельствует о необходимости проведения обжига в довольно узких интервалах значений t и а, что в известной мере является недостатком рассматриваемого технологического режима.
Основной целью 2-й стадии окислительного обжига концентрата является дожигание серы и остатков углистого вещества с получением огарка, пригодного для обработки его методом цианирования. Установлено (см. рис. 15.11 и 15.13), что для полного удаления углерода необходима температура не менее 670 °C и коэффициент использования (избытка) воздуха а = 1,5. Существенную роль при этом имеет и соотношение площадей полов печей 1 и 2 стадий, оптимальное значение которого в принятых условиях обжига составляет 2,65.

На pиc. 15.14 показано содержание мышьяка и углерода в получаемых огарках при осуществлении двухстадиальиого обжига концентрата в установленном выше оптимальном технологическом режиме. Как видно из рисунка, огарки оптимального состава получаются при удельной производительности печи 1-й стадии 8-10 т/м2 в сутки и 2-й стадии - 2.5-2.8 т/м- в сутки. При указанной оптимальной производительности печей КС установка работала достаточно устойчиво.
Балансовые неувязки по золоту в процессе испытаний колебались в пределах от -3,4 до +6,6 %, что указывает ка хорошую работу системы пылеулавливания н на отсутствие потерь золота с газообразными продуктами обжига. Балансовые неувязки по другим компонентам (железу, кремнезему, глинозему и др.) были также незначительны и находились в пределах точности химического анализа.
Испытания показали, что около 25 % золота при обжиге концентрируется в пылях циклона и сухого электрофильтра (содержание металла в пылях 50-75 г/т). Такие продукты должны (так же, как и огарки) подвергаться обязательно переработкe с целью извлечения из них золота. Высокое содержание в пылях сорбционноактивного углерода (до 10 %) исключает возможность непосредственной гидрометаллургической переработки их по схемам с применением цианирования. Поэтому необходим дополнительный обжиг пылей перед цианированием. Наиболее рациональным в этих условиях представляется вариант с возвратом пылей в 1-ю стадию обжига после их предварительной грануляции, Экспериментально установлено, что влажные пыли легко окатываются даже без использования специального связующего материала. Оптимальный размер гранул, выбранный исходя из условий обеспечения нормального кипения материалa в печи, при заданной скорости газового потока (0,1 м/с) составил 100 % класса -3+1 мм.
В табл. 15.6 приведены оптимальные параметры двухстадиального обжига бакырчикских концентратов, скорректированные с учетом циркуляции огарковой пыли в обороте.
Окислительный обжиг концентрата в установленном режиме позволил повысить долго цианируемого золота в нем с 3 до 66 %. Полученное извлечение золота, даже с учетом чрезвычайно высокой технологической упорности перерабатываемого сырья, не могло быть признано удовлетворительным. Поэтому были предприняты меры по улучшению данного показателя путем интенсификации металлургического процесса как на стадии обжига, так и на стадии гидрометаллургической переработки огарков. Экспериментально установлено, что данная цель может быть достигнута за счет применения следующих технологических приемов:
1. Введение в огарок перед 2-Й стадией обжига поваренной соли в количестве 2 % от массы огарка. Показано, что окислительно-хлорирующий обжиг огарка может быть с достаточной эффективностью осуществлен в установленном ранее температурном режиме 2-й стадии обжига (600-700 °C). При этом содержание углерода в огарке 1-й стадии должно находиться на уровне 3 %, что способствует интенсификации данного технологического процесса и одновременно предотвращает переход Au в газовую фазу.
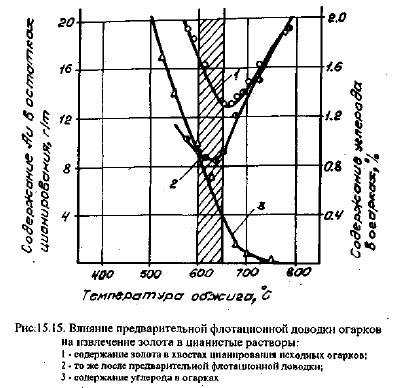
2. Применение операции флотационной доводки огарка. Цель данной операции - выведение из огарка недоокислившихся сульфидов и остатков углистого вещества в концентрат (выход 2 % от огарка; содержание Au 45-55 г/т, углерода 12-25 %, серы до 10 %, мышьяка до 11 %), возвращаемый вместе с оборотными пылями в реактор 1-й стадии обжига. Наряду с повышением извлечения золота в гидрометаллургическом цикле, флотационная доводка позволяет увеличить производительность 2-й стадии обжига с 3 до 4 т/м2 в сутки, т.е. на 25 %, за счет увеличения допустимого содержания углерода в огарке с 0,2-0,3 до 0,7-0,8 % (рис.15.14 и 15.15).
3. Щелочная обработка огарков перед цианированием. По данным рационального анализа огарков 2-й стадии обжига, значительное количество золота в них депрессировано окисленными соединениями мышьяка. Обработка таких огарков горячими растворами NaOH с использованием режимных условий, описанных в разделе 6.5, позволяет существенно (более, чем на 15 %) повысить извлечение золота при цианировании.
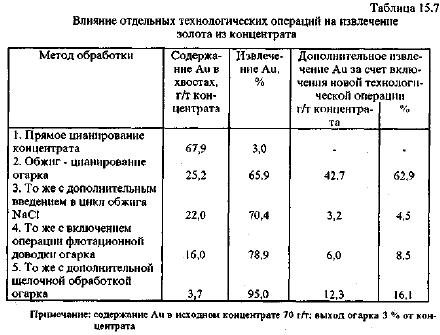
Как показывает табл. 15.7, совокупный эффект от применения перечисленных выше операций (1-3) применительно к Концентратам Бакырчика выражается величиной 21 г/т (или 30 %) золота, дополнительно извлекаемого в гидрометаллургическом цикле.
Одним из существенных элементов гидрометаллургической схемы переработки бакырчикских огарков является применение к ним варианта сорбционного выщелачивания с использованием анионообменных смол. Как показали проведенные исследования, переход на цианирование огарков в режиме сорбционного выщелачивания позволяет:
- сократить количество стадий цианирования с 2 до 1 при сохранении общей продолжительности выщелачивания на уровне 10-12 ч;
- исключить необходимость тщательной отмывки кеков щелочной обработки от NaOH, присутствие которой в цианистой пульпе в пределах до 2-3 г/л не оказывает существенного влияния на показатели сорбционного процесса.
В условиях противоточного сорбционного процесса содержание золота и основных примесей в насыщенной смоле составляет (мг на 1 г смолы): Au 53,6; Zn 24,7; Cu 1,4; Fe 4,8, при соотношении золото: примеси равном 1:0,6. Pегенирация такой смолы может быть осуществлена по стандартной схеме, включающей последовательную обработку смолы растворами H2SO4 (десорбция железа), Thio (десорбция золота) и NaOH (десорбция цинка), с последующим выделением золота из тиокарбамидных растворов методом электролиза.
Использование технологии сорбционного выщелачивания позволило перенести операцию щелочной обработки огарка из середины схемы в голову технологического процесса и значительно упростить систему обезвоживания и промывки пульпы перед цианированием.
В соответствии с материальным и металлургическим балансом обжига концентрата данный процесс предполагает получение двух твердых продуктов: товарного золотого огарка (извлечение золота в огарок около 97 % от концентрата) и мышьяковых золотосодержащих пылей (извлечение Au 3 %). Первый из них является исходным материалом для извлечения золота гидрометаллургическим методом, второй может быть использован для получения товарного триоксида мышьяка или других мышьяксодержащих продуктов. Иргиредметом (Н.А. Дубинин и др.) проведены полупромышленные испытания технологии рафинирования чернового оксида мышьяка (69 % АuО3 к 10 г/г Au) с использованием дистилляционной печи с вращающейся подиной. Показана возможность получения таким методом товарного белого мышьяка (содержание Аs2О3 более 99,5 %) и золотосодержащего остатка (Au 34 г/г, As 5 %), который может быть переработан гидрометаллургическим методом совместно с огарками основного цикла. Расчеты показывают, что применение данной технологической операции в условиях Бакырчика позволит утилизировать не менее 70 % золота, концентрирующегося в мышьяковых пылях, и снизить технологические потерн золота в процессе обжига до 1 %.
На основе комплекса выполненных исследований и полупромышленных испытаний разработана общая схема обработки руд и концентратов Бакырчикского месторождения (рис. 15.16 и 15.17), обеспечивающая сквозное извлечение золота от руды в конечную товарную продукцию на уровне 86 %, что для руд такого состава следует считать достаточно высоким.
Расход основных реагентов на обработку руды составляет в цикле обогащения (г на 1 т руды): ксантогенат бутиловый 550, аэрофлот бутиловый 20, медный купорос 500, сосновое масло 158, известь 500;
- в цикле металлургической переработки концентрата (кг на 1 т огарка): хлористый натрий 20; NaOH 25,0; NaCN 2,5; CaOCl2 (очистка растворов от цианидов и роданидов) 1,4; FeCl3 (очистка растворов от мышьяка) 23; CaO 20 (в том числена регенерацию каустика 16,0).
Результаты выполненных исследований положены в основу выданного Иргиредметом технологического регламента на проектирование предприятия.
Необходимо еще раз подчеркнуть, что руды и концентраты Бакырчика представляют собой одну из наиболее сложных по составу и упорных в технологическом отношении разновидностей углеродсодержащего золоторудного сырья. Естественно, что это определяет необходимость применения для их обработки и соответствующей достаточно сложной схемы извлечения золота. Очевидно, что извлечение золота из углеродсодержащих сульфидных руд (концентратов) более простого состава и менее упорных может производиться по упрощенной (по сравнению с изображенной на рис. 15.16) обжигово-цианистой технологии, но с соблюдением тех же основных принципов металлургической переработки.

Так, например, патентом США предложен способ обработки золотых руд, содержащих 0,5-2,0 % сульфидной серы; 10-30 % карбонатов и 0,5-1,5 % органического углерода, по схеме, включающей измельчение руды до крупности минус 0,15 мм, окислительный обжиг в печах КС и цианирование огарка с сорбцией золота из пульпы активированным углем. Обжиг рекомендуется производить в две последовательные стадии. В первой печи КС руду обжигают при температуре 550-593 °С, в качестве окислительной среды используют отходящие газы 2-й стадии обжига. Во второй печи температура обжига повышается до 650 °C и в качестве окислителя применяется чистый кислород. Указанный режим соответствует отмеченным выше (на примере бакырчикских концентратов) условиям максимального выгорания углерода и серы. Показательно, что после одностадиального обжига руды содержание серы в огарке составляет 0,12 %, а содержание органического углерода 0,63 %. Цианирование такого огарка характеризуется очень низким извлечением золота - 61,1 %. После обжига в 2 стадии содержание серы в огарке сохраняется примерно на таком же уровне (0,1 %), но содержание свободного углерода снижается до 0,04 %. Благодаря этому извлечение золота в цикле цианирования возрастает до 88,2 %, т.е. более, чем на 20 %.
В работе описаны результаты исследований по разработке технологии извлечения золота из упорных концентратов месторождения Kcuньян (КНР). Особенностью концентрата является наличие в нем мышьяка, сурьмы и сорбционноактивного углерода, что в совокупности делает этот концентрат весьма упорным для цианирования. С целью повышения извлечения золота предложена технология, включающая окислительный обжиг концентрата с переводом мышьяка, сурьмы и углерода в газовую фазу; щелочную (NaOH) обработку огарка для удаления остатков мышьяка и сурьмы и цианирование остатка щелочной обработки. В оптимальном режиме процесса достигнуто извлечение золота в гидрометаллургическом цикле на уровне 95 %. В 1987-1988 гг. создана полупромышленная установка для проведения крупномасштабных испытаний предложенной технологии.
Вариант окислительного обжига флотоконцентратов с цианированием огарков по методу "CIP" признан наиболее рациональным и для переработки других углерод- и мышьяксодержащих золотых руд КНР.

Интересные возможности при переработке сульфидных углеродсодержащих руд и концентратов представляет сочетание процесса окислительного обжига с методами гидр о металлургического вскрытия благородных металлов, ассоциированных с сульфидами. Как было показано в главах 6 и 7, гидрометаллургические процессы, например, автоклавное и биохимическое окисление, обеспечивают, как правило, более высокую (по сравнению с обжигом) степень вскрытия дисперсного золота и серебра. Однако они оказывают слабое влияние на сорбционную активность органического углерода. Поэтому последовательное применение операций гидро- и термохимического окисления сульфидов и углерода может дать значительный технологический эффект.
Подтверждением вышесказанному могут служить результаты проведенных в Иргиредмете экспериментов по обработке бакырчикского концентрата (S 4,2 %; As 2,5 %; С 15,0 %; Au 24,6 г Ar) по трем вариантам: БВ - цианирование; окислительный обжиг - цианирование и БВ - окислительный обжиг - цианирование. Установлено, что последний вариант обеспечивает максимальное извлечение золота - 94 %, которое на 8 % превышает аналогичный показатель, достигаемый по схеме: обжиг - цианирование. Что касается первого варианта, то, несмотря на практически полное (более 95 %) окисление сульфидного железа, извлечение золота при цианировании составляет всего лишь 68 %, что является следствием отрицательного влияния остающегося в остатке БВ активного углерода.
В патенте ФРГ рассматривается вариант извлечения золота из углистого арсенопирита, предусматривающий механохимическую активацию арсенопирита в вибромельнице при расходе электроэнергии 200 кВт-ч на 1 т концентрата (что обеспечивает степень аморфизации FeAsS 60-80 %) с последующим растворением полученного продукта в серной кислоте. Условия выщелачивания: температура 60-120 °С, парциальное давление О2 0,2-20 ат. Из фильтрата, содержащего ионы Fe3+ и AsO4, осаждают арсенат железа, который выводят в отвал. Твердый остаток выщелачивания обжигают с целью удаления графита. Предварительная механохимическая активация позволяет снизить температуру обжига с 800 до 500 °С. Извлечение золота (и серебра) из обожженного концентрата осуществляется методом цианирования.