



Применение методов гидрометаллургической селекции при переработке медьсодержащих золотых руд и концентратов
Возможности выщелачивания меди из рудных продуктов иллюстрируются данными, приведенными в табл. 13.3, характеризующей поведение различных медных минералов при воздействии на них соответствующими растворителями. Наиболее распространенным и достаточно универсальным растворителем медных минералов из окисленных руд является серная кислота, на использовании которой основана современная гидрометаллургия меди. Еще более энергичным растворителем окисленных минералов меди является соляная кислота, применение которой в промышленных целях однако ограничивается ее чрезвычайно сильно выраженным корродирующим действием на аппаратуру, большим расходом (в результате растворения компонентов пустой породы) и высокой стоимостью. Для выщелачивания меди из карбонатных руд, характеризующихся высокой кислотоемкостью, могут быть использованы аммиачные растворы, содержащие в качестве главных растворяющих углекислый аммоний (NH4)2CО3 или гидроксид аммония NHnOH. Из других растворителей, представляющих интерес при переработке окисленных медных руд, огарков и других подобных им продуктов, заслуживают быть отмеченными сернистая кислота и сернистый газ, получаемые при обжиге сульфидного сырья. Технология выщелачивания окисленных медных руд сернистой кислотой мало изучена, хотя процесс был запатентован Нейлом и Барфейндом свыше 80 лет тому назад. В период первой мировой войны в США были построены и в течение некоторого времени функционировали две опытных установки сернистокислого выщелачивания меди (в штатах Невада и Аризона).
Наиболее сильным и универсальным растворителем сульфидных медных минералов является азотная кислота. Однако примеры промышленного использования HNO3 в гидрометаллургии меди пока неизвестны. Более предпочтительными считаются варианты гидрометаллургической переработки сульфидного медьсодержащего сырья с использованием солей трехвалентного железа: Fe2(SO4)3 или FeCl3 которые хорошо растворяют простые сульфиды меди (ковеллин, халькозин) и в меньшей степени - сложные сульфиды: борнит и халькопирит.
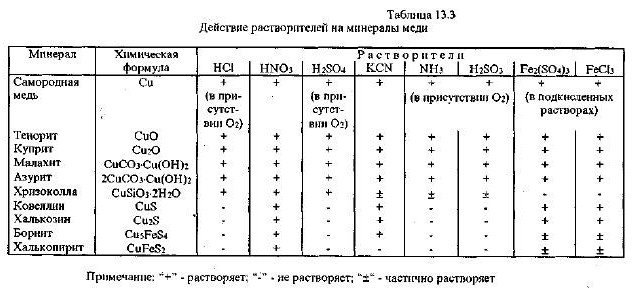
Как показывает табл. 13.3, хорошими растворяющими свойствами по отношению к большинству медных минералов обладают растворы щелочных цианидов KCN, NaCN. Это обуславливает возможность переработки комплексных медь- и золотосодержащих рудных материалов по схемам с коллективным выщелачиванием меди, золота (а также серебра) цианистыми растворами с последующим выделением металлов из растворов в соответствующую товарную продукцию.
Сернокислотное выщелачивание меди из руд, концентратов и огарков в настоящее время широко применяется во всех странах, располагающих соответствующей сырьевой базой. Сущность метода заключается в переводе меди из содержащих ее минералов и химических соединений в форму водорастворимого сульфата CuSO4, последующая переработка которого на металлическую медь не составляет особых проблем.
Процесс извлечения меди в сернокислые растворы может быть реализован в виде вариантов подземного, кучного или чанового (перколяционное, агитационное) выщелачивания. В зависимости от содержания Cu в растворах, а также общего солевого фона растворов, выделение растворенной меди осуществляется методами цементации (металлическим железом), сорбции на ионообменных смолах, экстракции или электролиза.
Опыт медной промышленности вполне может быть применим для гидрометаллургической селекции медистых золотых руд и концентратов. Выбор оптимального технологического варианта в данном случае должен производиться исходя из наличия в перерабатываемых продуктах конкретных минералов и химических соединений меди, выполняющих роль химических депрессоров золота и серебра в цианистом процессе. При этом возможны следующие типичные случаи:
1. Медь в исходном сырье (поступающем на гидрометаллургическую переработку) уже находится в водорастворимой сульфатной форме.
2. Медь в руде представлена, главным образом, оксидными минералами (включая карбонаты меди и хризоколлу).
3. Медь в перерабатываемых рудах и концентратах содержится преимущественно в сульфидной форме (ковеллин, халькозин, борнит и др.).
Наличие в рудах сульфатной меда является следствием воздействия кислорода воздуха на быстро окисляющиеся сульфиды меди (например, халькозин или ковеллин) при добыче, транспортировке и хранении медистых руд на открытых площадках. Если процесс "естественной" сульфатизации меди протекает достаточно полно, то последующее выщелачивание ее не связано с использованием серной кислоты и ограничивается водной отмывкой присутствующего в руде сульфата CuSO4, причем эта операция может быть осуществлена уже в процессе измельчения руды.
Примером можно сослаться ка опыт работы фабрики Kcepo (Кипр), перерабатывающей руды месторождения Maвpoyни, в которых содержится до 4,2 % Cu; 48 % S; 43 % Fe; 0,4 % Zn; 0,75 г/г Au н 7,5 г/т Ag. Сульфидные медные минералы в руде представлены халькопиритом, борнитом и ковеллином (встречающимся в виде тонких пленок на пирите), а также сажистым халькозином, большая часть которого находится в виде частиц размером до одного пли нескольких микрон. Характер присутствующих сульфидов обуславливает их быстрое и достаточно полное окисление (с образованием брошантитa - CuSO4) еще до поступления руды в технологический процесс. В связи с этим исходная руда, после дробления ее до крупности минус 13 мм. поступала в промывочную установку, которая включала последовательно расположенные кислотоупорные реечный классификатор Дорра 2400x7800 мм п сгуститель Д=12 м, а также соответствующие насосы и емкости. Слив промывочного сгустителя, содержащий водорастворимую медь, направлялся на установку для осаждения цементной меди; пески классификатора - на доизмельчение и флотацию.
В определенный период на фабрику Kсepo стали поступать руды, содержащие, наряду с CuSO4, водорастворимые основные сульфаты и другие окисленные соединения меди, трудно извлекаемые флотационным методом. Для доизвлечения указанных форм меди была применена дополнительная операция сернокислотного выщелачивания, осуществляемая с использованием аналогичного технологического оборудования. Дробленая руда (-13 мм) обрабатывалась раствором H2SO4 (40 г/л), содержащим сульфат трех валентного железа (2 г/л). Выщелоченный материал подвергался разделению на пески и шламы. Обе фракции затеи поступали на промывку водой: пески - в 4-х классификаторах, работающих по принципу противотока; шламы - в 4-х сгустителях, также в противоточном режиме. После промывки пески и шламы объединялись и поступали на измельчение и флотацию, а раствор - на цементацию железом с целью извлечения растворенной меди. Присутствующие в руде золото и серебро в основной своей массе извлекались при последующей флотации хвостов кислотного выщелачивания вместе с водо- и кислотонерастворимыми сульфидами меди (халькопирит и др.).
Описанная технология сернокислотного выщелачивания в принципе применима и для руд, содержащих медь преимущественно в оксидной или карбонатной форме. Основное внимание в этом случае должно быть обращено на преодоление затруднений, связанных с гипсообразованием в связи с наличием в перерабатываемых рудах карбоната кальция.
Для медистых золотосодержащих руд и концентратов, медь в которых представлена, в основном, сульфидными минералами, наиболее эффективны технологические варианты, основанные на применении флотации, с отправкой получаемых концентратов на медеплавильные заводы. Переходящие при флотации в концентраты золото и серебро извлекаются в медном металлургическом цикле, преимущественно пирометаллургическими методами, а хвосты медной флотации при наличии в них благородных металлов могут быть перeработаны цианированием (в специальном режиме) или тиокарбамидным выщелачиванием.
Если по каким-либо причинам реализация концентратов по приведенной выше схеме затруднена или неэкономична (например, из-за высоких транспортных расходов на перевозку концентратов от золотоизвлекательной фабрики до медеплавильного завода), то предпочтение отдается комбинированным пиро-гидрометаллургическим технологиям переработки концентратов на месте с использованием процесса окислительно-сульфатизирующего обжига, позволяющего перевести сульфиды меди в водо- и кислоторастворимые соединения, в виде которых медь может быть выщелочена и извлечена до цианирования в соответствующий товарный продукт.
Процесс окислительно-сульфатизирующего обжига медных концентратов (и богатых сульфидных руд) основан на протекании следующих основных химических реакций:
CuS + 2O2 =CuSO4,
2Cu2S + 5O2 = 2CuO + 2CuSO4,
4Cu5FeS4 + 35О2 = 12CuSO4 + 8CuO + 2Fе2O3 + 4SO2,
CuFeS2 + 4О2 = CuSO4 + FeSО4.
2Cu2S + 5O2 = 2CuO + 2CuSO4,
4Cu5FeS4 + 35О2 = 12CuSO4 + 8CuO + 2Fе2O3 + 4SO2,
CuFeS2 + 4О2 = CuSO4 + FeSО4.
При этом протекает ряд вторичных химических преобразований, многие из которых имеют обратимый характер. Поэтому получаемые при обжиге медьсодержащие огарки характеризуются, как правило, сложным вещественным составом.
Основными факторами, способствующими максимальной сульфатизации меди в процессе обжига, являются: пониженная температура (исключающая возможность термической диссоциации сульфидов), длительная выдержка материала в печи и достаточно высокая концентрация SO2 и SO3 в обжиговых газах, обеспечивающая устойчивость образующегося CuSO4. Последнее обычно достигается путем осуществления принципа противотока обжигаемого материала и газов.
Соблюдение указанных условий гарантирует достижение высокой степени сульфатизаци меди и некоторых других сопутствующих ей компонентов (железо, цинк и др.),
В качестве примера в табл. 13.4 представлены результаты экспериментов по переработке пиритного концентрата, содержащего 9,2 % S; 7,9 % Fe; 0,66 % Cu; 22,3 г/т Au, по схеме окислительно-сульфатизирующего обжига с последующим водным выщелачиванием сульфатов и цианированием нерастворенного остатка.

Показательно, что при цианировании этих же огарков без предварительного выведения меди для обеспечения аналогичных показателен извлечения золота потребовалось осуществить выщелачивание в 2 последовательные стадии с общей продолжительностью обработки 16 ч. При этом расход NaCN превысил величину 30 кг/т.
Оценивая перспективы использования данной технологической схемы в промышленных масштабах, следует однако иметь ввиду, что обеспечение достаточно высокой степени сульфатизации меди при обжиге является возможным далеко не во всех случаях. Поэтому очень часто огарки окислительного обжига, наряду с CuSO4, содержат значительное количество оксидов (CuO, Сu2О) и других водонерастворимых соединений меди, для выщелачивания которых необходимо использовать более сильный растворитель, в частности, серную кислоту.
Вариант окислительного обжига с последующим сернокислотным выщелачиванием огарков н цианированием о без меженных остатков был испытан в Иргиредмете на медистом концентрате Артемовской ЗИФ (Au [40 г/т; Cu 2,6 %; Fe 39,8 %; S 37,8 %).
Из представленных на рис. 13.5 результатов следует;, что по сравнению с шинированием исходного концентрата вариант обжиг - сернокислотная обработка огарка - цианирование обеспечивает:
а) снижение расхода NaCN при цианировании с 14 до 0,8 кг на тонну концентрата;
б) снижение потерь золота с хвостами цианирования с 10-12 до 2 г/г и повышение общего извлечения золота из концентрата с 92 до 98 %;
в) извлечение практически всей присутствующей в концентрате меди (26 кг/т) в сернокислые растворы, откуда она может быть легко извлечена в виде товарного продукта.
Как показывает рис. 13,5, цианирование обезмеженного огарка может быть эффективно осуществлено в 1 стадию (8 ч) с получением богатых по содержание Au растворов. Характерно, что прямое цианирование огарка сопровождается сильно выраженной химической депрессией золота медью (которая за 3 стадии цианирования успевает раствориться не более, Чем на 15 %). Результатом этого является явное недорастворение золота из огарков в цианистом процессе.

Примером промышленного использования технологии; сульфатизирующий обжиг - H2SO4, выщелачивание в медной промышленности могут служить предприятия Багдад (США), Чамбиши (Замбия) и некоторые другие.
На заводе Багдад смесь флотационных концентратов (30-33 % Cu; 23 % Fe; 26 % S) подвергали сульфатизирующему обжигу при 670-680 °C в печах КС. В процессе обжига до 75 % меди переходило в сульфат, 23 % - в оксид. Извлечение меди в растворы сернокислотного выщелачивания огарка достигало 97-98 %. Растворы, содержащие 44-49 г/л Cu; 1,8-3,0 г/л Fe и 35-44 г/л H2SO4 смешивали с растворами от выщелачивания окисленных руд, обеспечивая содержание меди в объединенном растворе на уровне 10 г/л. Извлечение меди из такого раствора осуществляли методом электролиза при плотности тока 215 А/м2, при этом содержание Cu снижалось до 3 г/л и ниже, а концентрация H2SO4 повышалась до 60-80 г/л. Отработанный электролит после разбавления водой направляли в оборот - на выщелачивание огарка. Общее извлечение меди m концентрата в продукцию металлургического производства (катодный металл) составляло около 96 %. Из остатков от выщелачивания огарка, содержащих до 1 % Cu, 49 % Fe, предполагалось получать губчатое железо, пригодное для цементации меди из бедных растворов, получаемых в цикле кислотного выщелачивания окисленных руд.
По аналогичной технологии осуществляется переработка медных концентратов и на заводе Чамбиша Концентрат (120 т в сутки) подвергается сульфатизирующему обжигу в печах КС при 690 °С. Медь выщелачивается из огарка серной кислотой. Растворы объединяются с растворами от выщелачивания богатых окисленных руд и направляются на электролитическое выделение меди. Отработанный электролит возвращается в цикл выщелачивания окисленных руд.
На одном из предприятий Румынии бедные золотоносные пириты с высоким содержанием меди (до 6 %) перерабатывают, применяя предварительный сульфатизирующий обжиг (при 550-600 °С) с последующим выщелачиванием меди водой или слабокислыми растворами. Обезмеженный огарок после нейтрализации известью подвергают доизмельчению до крупности 80-90 % класса минус 0,074 мм и цианированию в течение 48 ч. Извлечение золота при цианировании составляет 80 %, расход NaCN 3-5 кг на тонну пирита.
Сульфатизирующий обжиг золото-медных концентратов осуществляется также на фабрике Эмперор Голд Майнинг.
В работе представлены результаты исследований по обжигу и выщелачиванию золотосодержащего концентрата сложного вещественного состава (177 г/т Au; 284 г/т Ag; 2,05 % Cu; 2,12 % Pb; 1,33 % Zn; 33,7 % S). Концентрат подвергают сульфатизирующему обжигу при температуре 600-650 °С с направлением получаемых газов на производство H2SO4. Огарок выщелачивают разбавленной серной кислотой для извлечения меди и цинка, после чего производят обработку кислотного остатка солевым раствором с целью выведения свинца. Подготовленный таким образом материал подвергают цианированию. Извлечение металлов по описанной технологии составляет (%): Au - 98,9; Ag - 79,1; Cu - 94,4; Pb - 35,0; Zn - 84,6. Расход NaCN на стадии цианирования 3,68 кг/г; CaO - 6,0 кг/г. Показано, что при эксплуатации промышленном установки расчетной производительностью 50 т концентрата в сутки капитальные затраты ка ее строительство окупятся за 2,5 года.
При одновременном присутствии в золотосодержащих рудах и сульфидных, и оксидных минералов меди обработка их может быть произведена по комбинированной технологии, сочетающей операции H2SO4-выщелачивания, флотации и цианирования. Первые две операции предназначены для выведения меди, представленной различными минеральными образованиями.
Кроме описанного ранее процесса Мостовича, возможны и другие варианты такой технологии. Например, для руд Удоканского месторождения рекомендована технологическая схема, которая включает выщелачивание окисленных форм меди оборотными растворами H2SO4, разделение твердой и жидкой фаз, сульфидную флотацию твердого остатка выщелачивания, окислительное автоклавное растворение меди из сульфидного концентрата и выделение меди га сернокислых растворов обычными методами. Эффективности данной технологии подтверждена соответствующими технико-экономическими расчетами.
Следует отметить, что возможности гидрометаллургической селекции меди, золота и серебра (на основе H2SO4-выщелачивания) в известной мере определяются выбором растворителя для благородных металлов.
В случае применения цианирования возникает необходимость тщательной нейтрализации остатков сернокислотного выщелачивания, что связано со значительными дополнительными затратами.
В этом плане некоторыми преимуществами обладает тиокарбамид (тиомочевина), который, в отличие от цианистых растворителей, эффективно действует в кислой среде. Теоретические и прикладные аспекты тиокарбамидного выщелачивания (TKB) и перспективы использования его при обработке упорных руд золота и серебра рассмотрены в следующей главе. Здесь уместно остановиться лишь на некоторых моментах, касающихся применения TKB к медистым золотым рудам и концентратам, переработка которых предполагает использование сернокислых растворов.
Известно, что растворяющаяся в H2SO4 медь образует в сернокислых тиокарбамидных растворах достаточно прочные комплексные соединения типа Cu[CS(NH2)2]+: 2Cu+ + 2(n+l)CS(NH2)2 (тиокарбамид) = 2Cu[CS(NH2]n+ + [C2S2N4H6] (формамидиндисульфид) +2Н+, где величина и может изменяться в пределах от 1 до 4.
Присутствие повышенных концентраций меди в растворах оказывает отрицательное влияние на кинетику выщелачивания золота и вызывает повышенный расход тиокарбамида. Установлено, что при концентрации Cu более 500-700 мг/л происходит выпадание гелеобразного осадка "медь (1)-тиокарбамид", с которым связывается значительное количество растворителя. Кроме того, часть тиокарбамида окисляется до формамидиндисульфида (по реакции, приведенной выше).
Учитывая вышесказанное, а также более высокую стоимость тиокарбамида по сравнению с серной кислотой, признано целесообразным разделять процесс TKB медистых золотых руд на 2 последовательные стадии:
а) сернокислотное выщелачивание "оксидной" меди,
б) тиокарбамидное выщелачивание золота и серебра.
При этом принимается во внимание тот факт, что некоторые соединения меди не растворяются в H2SО4(pH=1), но вступают в реакцию с компонентами кислых тиокарбаминных растворов при pH-1,5.
Для улучшения показателей TKB при обработке руд данного типа рекомендуется вводить в пульпу SО2 или SO3, которые восстанавливают образующийся в растворах дисульфид до тиокарбамида и тем самым позволяют существенно снизить расход растворителя на выщелачивание.
В начале 70-х годов Иргиредметом на основе экспериментальных исследований разработана и предложена к реализации принципиальная технологическая схема извлечения золота и меди из рудного сырья на основе сочетания сернокислотного и тиокарбамидного выщелачивания (рис. 13.6). Данная схема была апробирована на флотационном концентрате Артемовской ЗИФ и медьсодержащиx огарках, получаемых при обжиге зодского золотосодержащего концентрата.
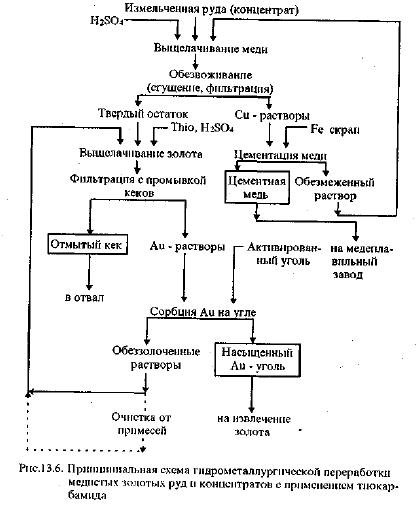
Исходные материалы, после доизмельчения до крупности 0,05-0,07 мм, подвергались обработке раствором серной кислоты в следующих оптимальных условиях; концентрация H2SO4 40 г/л; температура 80-90 °С; отношение Ж:Т-4:1; продолжительность выщелачивания 8 ч. По окончании выщелачивания медьсодержащие сернокислые растворы отделялись от твердой части пульпы посредством сгущения и фильтрации. Кеки без дополнительной промывки выщелачивались кислыми растворами тиокарбамида следующего состава (г/л): Thio 5,0; Fe2(SО4)3 3,0: при рН=2; Ж:Т=3:1 и продолжительности перемешивания 24 ч. Извлечение меди из сернокислых растворов осуществлялось цементацией металлическим железом (опилки крупностью минус 0,21 мм) при расходе последнего по загрузке 3,5 г на 1 г меди и продолжительности перемешивания 15 мин. Полученным и этих условиях цементах содержал 20-25 % меди. Осаждение золота из тиокарбамидных растворов производилось методом сорбции на активированный уголь. Суммарные результаты экспериментов и произведенных на их основе технико-экономических расчетов представлены в табл. 13.5 и 13.6, в которых для сопоставления приведены показатели обработки концентратов по схеме H2SO4-выщелачивание - цианирование.

Полученные данные подчеркивают преимущества тиокарбамидного варианта, обеспечивающего, наряду с лучшими экономическими показателями, более высокую степень комплексности использования сырья (извлечение серебра).
Использование тиокарбамида возможно и в комбинированных флотационнно-гидрометаллургических схемах переработки медистых золотосодержащих руд (усовершенствованный процесс Мостовича). В этом случае хвосты флотации цементной и сульфидной меди могут быть обработаны методом обычного или сорбционного тиокарбамидного выщелачивания (с введением в пульпу активированного угля). Последний вариант был испытан в Иргиредмете на синтетической минеральной смеси, составленной из кварцевой золотой руды (98 % по массе) и борнита Cu5FeS4 (2 %). При этом было получено следующее распределение золота по продуктам обработки (%): флотационный концентрат 59,8; насыщенный уголь 39,6; хвосты сорбции 0,6. Медь В основной своей массе сконцентрирована в пенном продукте флотации (содержание Cu в хвостах сорбционного выщелачивания 0,02 %).

В работе представлены результаты исследований по тиокарбамидному выщелачиванию золота из остатков сернокислотной обработки огарков, полученных при обжиге медистых золотых концентратов с пирит-арсенопиритовой минерализацией (рудник Сальсинь). Результаты TKB сопоставлены с цианированием. Показано, что растворение Au и Ag в тиокарбамидных растворах протекает более полно и в меньшей степени зависит от условий обжига, чем при цианировании. По итогам исследований принято решение о строительстве опытной гидрометаллургической установки.
Достаточно интересной представляется работа австралийских исследователей по тиокарбамидному выщелачиванию золота из окисленной медной руды (0,75 % Cu и 3 г/т Au). Опыты по гидрометаллургической обработке руды включали стадию предварительного кислотного выщелачивания меди и извлечение золота из обезмеженной руды тиокарбамидным и (для сопоставления) цианистыми растворами. Сравнительные опыты показали, что в случае использования тиокарбамида (Thio 4 г/л; pH= 1,5; редокс-потенциал 200-250 мВ) можно извлечь в раствор 90-95 % золота за 2-4 ч, при расходе CS(NH2)2 10 кг на 1 т руды. Такое же извлечение золота при цианировании (0,8 г/л NaCN) достигается за 24 ч выщелачивания, но при меньшем расходе растворителя: около 1 кг на 1 т.
Как было отмечено выше, гидрометаллургическая селекция меди и золота при обработке окисленных медистых руд может быть осуществлена и на основе аммиачного выщелачивания.
Растворителями меди в данном процессе являются растворы слабого аммиака и аммиачных солей:
CuO + 2NH4ОH + (NH4)2CO3 = Cu(NH3)4CO3 + 3Н2О,
CuCO2 * Cu(OH)2 + 6NH4OH + (NH4)2CO3 = 2Cu(NH3)4CO3 + 8H2O.
CuCO2 * Cu(OH)2 + 6NH4OH + (NH4)2CO3 = 2Cu(NH3)4CO3 + 8H2O.
Выщелачивание самородной меди в NH3 протекает с участием кислорода: 2Cu + nNH3 + O2 = 2 CuO*nNH3.
Известен опыт работы трех промышленных установок, в разное время осуществлявших данную технологию при переработке богатых руд, содержащих окисленную или самородную медь, с повышенным содержанием карбонатных пород (табл. 13.7).
На всех предприятиях исходным материалом для выщелачивания являлась песковая фракция дробленой руды крупностью - 9 мм (иловая фракция подвергалась флотации в отдельном цикле). Процесс выщелачивания производился в герметичных перколяционных чанах в течение 45-60 ч (с учетом вспомогательных операций) с использованием оборотных аммиачно-карбонатных растворов, содержащих 60 г/л NH3, 40 г/л CO2 и 30 г/л Cu. Хвосты подвергались пропарке с целью отмывки аммиака, после чего направлялись в отвал. Товарные медьсодержащие растворы обрабатывали методом дистилляции при температуре 105-130 °С. Аммиак и диоксид углерода улавливали в скрубберах и возвращали на выщелачивание. Медь при этом выпадала в осадок, содержащий 75-80 % Cu.

На заводе Бвана M'Кюбва, в связи с наличием в руде некоторого количества хризоколлы, трудно растворяющейся в аммиаке, материал перед поступлением на выщелачивание подвергался дополнительному обжигу в присутствии восстановителей (уголь, нефть) при температуре 700 °C. В процессе обжига окисленные Cu-минералы восстанавливаются до металлической меди. Одновременно происходит вскрытие и восстановление других упорных для выщелачивания медных минералов, в частности, сульфидов. В совокупности это обеспечивает значительный эффект по извлечению меди в аммиачные растворы. По результатам исследований, приведенных в работе, применение восстановительного обжига к "смешанным" медным рудам позволяет повысить извлечение меди в аммиачном процессе с 60-70 до 95 %.
Тем не менее, из-за отсутствия достаточного количества сырья, пригодного для переработки методом аммиачного выщелачивания, а также в связи с разработкой более рентабельных альтернативных технологий данный метод не получил широкого распространения в промышленной практике.
Принципиально возможным, но также имеющим ограниченное применение, можно считать способ гидрометаллургической селекции меди и золота из сульфидных концентратов или богатых руд с применением солевого выщелачивания (способ Пайка). Горным бюро США данный процесс в усовершенствованном варианте предложен для переработки концентратов, содержащих 26 % меди (в форме халькопирита) и значительное количество золота.
Выщелачивание меди в данном варианте рекомендуется производить кипящим раствором хлорного железа (температура 106 °C, продолжительность 2 ч, соотношение концентраций FeCl3:CuFeS2=2,7). Выделение меди из растворов осуществляется цементацией металлическим железом, извлечение золота из остатков кислотной обработки -цианированием после предварительного выщелачивания элементарной серы тетраэтиленом. В схеме предусмотрены операции, позволяющие регенерировать растворитель. Извлечение меди и золота из концентрата по данной технологии составляет соответственно 99 и 96 %.
Этим же бюро разработан усовершенствованный вариант разложения халькопирита кислотами в присутствии Fe2(SO4)3. С целью улучшения кинетики процесса предложен способ и аппарат интенсивного перемешивания с истирающим эффектом, что позволяет непрерывно удалять с поверхности частиц минерала продукты реакции. Процесс рассматривается как альтернатива пирометаллургическим методам переработки халькопиритовых концентратов. Выщелачивание CuFeS2 солевыми растворами при температуре 90 °C дает возможность извлечь до 99 % меди. Однако с целью снижения энергетических затрат (до 1520 кВт-ч/т) рекомендован режим, обеспечивающий извлечение меди в раствор на уровне 95 %. Испытана двухстадиальная схема противоточного выщелачивания флотационного халькопиритового концентрата с последующим сгущением пульпы, жидкостной эстракцией, реэкстракцией и электроосаждением меди из богатых растворов с возвращением обезмеженных растворов в оборот.
В статье приведены результаты гидрометаллургического способа переработки Cu-Fe-Au-концентратов, получаемых при обогащении руд месторождения Тельфер. Концентраты содержат 15-20 % меди, в основном в виде халькозина Cu2S, для селективного выщелачивания которого предложено использовать хлоридные (NaCl) растворы с добавкой в пульпу кислорода и H2SO4. Показано, что за 4-5 ч выщелачивания концентрата раствором, содержащим 0,5 моль/л NaCl + 0,3 моль/л H2SO4, при 85 °C извлечение меди достигает 98 %. При этом присутствующий в концентратах пирит практически не разлагается: концентрация Fe в растворах составляет менее 0,2 г/л. Экспериментально установлено, что выщелачивание CujS происходит стадийно с последовательным образованием Cu1,96S (дюрлетит), Cu9S5 (дигенит), Cu7S5, Cu7S4 и CuS (ковеллин). Суммарная реакция может быть выражена уравнением:
Cu2S + O2 + 4Н+ = 2Cu2+ + S + 2H2O.
Шлам после выщелачивания рекомендуется подвергать цианированию (для извлечения золота). Железо остается в пиритном кеке.
Австралийской компанией "Интек Kоппер" разработана и испытана новая технология извлечения меди из халькопиритовых концентратов. Для выщелачивания используется высококонцентрированный раствор NaCl с NaBr и CuCl2. Процесс ведут в присутствии воздуха при атмосферном давлении в противоточной контактной системе при температуре 80-85 °С. Железо выделяется в форме гетита HFeO2, сера - в элементарном виде. Отмечается возможность замкнутого цикла с регенерацией реагентов при ограниченных затратах. NaCl и NaBr. На опытной установке достигнуто среднее извлечение меди в раствор 97,2 %. Согласно приведенным расчетам, при мощности установки 50 тыс.т Cu в год эксплуатационные затраты на получение 1 кг меди составят 0,2 долл., капитальные затраты - 1400 долл. на 1 т годовой производительности.
Все описанные выше методы металлургической переработки предполагают разделение меди и золота уже на стадии выщелачивания рудного сырья. Вместе с тем, как показывает опыт работы ряда промышленных предприятий, определенный интерес представляют и варианты, основанные на коллективном выщелачивании меди, серебра и золота циансодержащим и и другими растворителями.
Основные реакции растворения медных минералов в NaCN (KCN) даны в ранее представленной табл.2.1. В зависимости от формы присутствующей меди продуктами такого взаимодействия являются растворимые комплексы Na2Cu(CN)3 и Nа3Сu(СNS)(CN)3, которые при значительной концентрации Cu в растворах могут служить источником получения дополнительной медьсодержащей товарной продукции.
Так, например на австралийской фабрике Уоррего выделяемый при обогащении руды медный концентрат (24 % Cu; 0,7 % Bi; 20 г/т Au) подвергают цианированию с последующим осаждением меди и золота цинковом пылью. Полученные осадки обрабатывают серной кислотой, обжигают и плавят на черновое металлическое золото. Кислотный раствор обрабатывают в отдельном цикле с целью извлечения меди.
На фабрике Магма Koппеp (США) цианирование используют с целью выведения меди из чернового молибденового концентрата (91 % MОS2; 1,0 Cu; 13,7 г/г Au). Медь в концентрате представлена, в основном, сажистым халькопиритом, относительно легко растворяющимся в NaCN. Процесс цианирования ведут по обычной технологии: агитационное выщелачивание и двухстадиальная фильтрация пульпы на дисковых фильтрах с промежуточной распульповкой кека обеззолоченным цианистым раствором. Осаждение меди и золота из растворов осуществляют цинковой пылью (0,25 кг на 1 т раствора) в присутствии ацетата свинца (0,13 кг/т). Получаемый осадок, содаржащий 28 % Cu; 8 % Zn; 4850 г/т Au и б 130 г/т Ag, отгружают для дальнейшей переработки на медеплавильный завод. Производительность цианистого цикла составляет 350 т концентрата в сутки. Несмотря на высокий расход NaCN (25 кг на 1 концентрата), процесс признан экономически выгодным в связи с попутным извлечением меди и более высоким качеством получаемого молибденового концентрата.
На фабрике Бэтонг Бэхей, где цианированию подвергаются хвосты амальгамации гравиоконцентрата и хвосты флотационной перечистки медного концентрата, была сделана попытка процианировать на месте и часть золото-медного концентрата (в связи с высокими транспортными расходами по перевозке этого концентрата на медеплавильный завод). Однако данный вариант оказался экономически нецелесообразным из-за очень высокого расхода цианида: около 30 кг на 1 т концентрата.
Осаждение меди из цианистых растворов может быть осуществлено и серусодержащими осадителями: сернистым натрием (кальцием), сероводородом, с одновременным подкислением растворов. При этом, наряду с осаждением сульфида меда, происходит регенерация до 94 % цианида:
2Cu(CN)3 + S2- + 3H2SO4 = Cu2S + 6HCN + 3SO4.
Безвозвратный расход NaCN в этих условиях составляет 0,2-0,3 кг на 1 кг извлекаемой меди.
Возможны и другие способы регенерации медьсодержащих цианистых растворов.
В патенте рассмотрен способ двухстадиального выделения золота и меди из коллективных цианистых растворов. Одним из необходимых условий является поддержание соотношения CN:Cu в выщелачивающих растворах не ниже 4:1. Золото из растворов выделяют цементацией металлической медью, продукт цементации подвергают электрорафинированию или плавке. Далее раствор поступает на электроосаждение меди. При этом соотношение CN:Cu снижается до <4:1. Избыток цианида удаляют кислотой до рН=1,5-2. в результате чего образуется осадок CuCN И газообразный HCN, поглощаемый раствором щелочи. Электроосаждение меди осуществляют в электролизере с разделенным (перфторосульфоновой мембраной) катодным и анодным пространством. Анодом в электролизере служит водородный газовый диффузионный электрод, на котором H2 расходуется в анодной реакции, препятствуя окислению CN--ионов. В анодном отделении поддерживается pH раствора более 7 путем добавки основания или основной соли. Цианистый раствор после электролиза возвращается в операцию выщелачивания руды. Раствор с отношением CN:Cu<4:1 поступает в катодное отделение. Осаждающаяся на катоде металлическая медь периодически сдирается и направляется на плавку. Выделяемый при подкислении раствора осадок CuCN смешивается с католитом (из катодного отделения электролизера).
Вариант извлечения золота и меда из комплексных цианистых растворов с одновременной регенерацией цианида, разработанный фирмой AMDEL (процесс "Cutech"), основан на подкислении растворов до рН=3 с улетучиванием HCN и образованием осадка двойных цианистых соединений меди и золота (AuCN*CuCN и др.). Последующая селекция металлов (получение богатого золотосодержащего раствора и металлической меди) производится на стадии переработки осадка. Как и в других описанных выше вариантах, осаждению меди и золота должно предшествовать глубокое осветление растворов, что с экономических позиций ограничивает круг медно-золотых (золото-медных) руд, которые могут быть переработаны методом прямого цианирования с комплексным извлечением обоих ценных компонентов.
Определенного внимания заслуживает способ переработай медь- и золотосодержащих цианистых растворов с использованием активированных углей. При поддержании достаточно высокой концентрации свободного цианида происходит селективная сорбция золота на уголь. Данный факт, в частности, подтверждается практикой работы австралийского предприятия кучного выщелачивания Peд Доум.
Рабочие растворы, поступающие на сорбцию в колонны с активированным углем, содержат 1 мг/л Au, 1500 мг/л Cu и 500 мг/л свободного NaCN (pH растворов 11,5), а насыщенные угли - 5 кг Au и 6 кг Cu на 1 т . Присутствующая в углях медь относительно легко десорбируется холодным 5 %-ным раствором NaCN на стадии предварительного элюирования в виде комплексов Cu(CN)3 и Cu(CN)4. Золото при этом практически не десорбируется.
Последующая переработка обеззолоченных цианистых растворов может быть осуществлена по схеме, включающей осветление растворов, их подкисление (с возгонкой и улавливанием HCN) и осаждение меди по одному из описанных выше методов.
В последние годы вновь возник интерес к аммиачному цианированию окисленных Cu- и Au-содержащих руд.
Сущность данного метода (запатентованного Б. Хантом в 1901 г.) заключается в обработке руды смесью аммиака к цианида. Данный способ позволяет достичь относительно высоких показателей извлечения золота при умеренном переходе в раствор меди, в отличие, например, от последовательного выщелачивания аммиачными и цианистыми растворами. Так, испытаниями, проведенными в 1988 г. на лежалых хвостах флотации фабрики Пэрис (Австралия), содержащих 1,2 % Cu и 6,0 г/г Au, показали, что добавка аммиака в количестве 5 кг на 1 т хвостов сокращает общий расход цианида с 20 до 1,5 кг. При этом в растворы извлекается около 70 % золота и 35 % меди.
В работах рассмотрен механизм химических реакций, протекающих в условиях аммиачно-цианистого выщелачивания. Установлено, что присутствие в цианистых растворах аммиака приводит к образовaнию медьсодержащего комплекса Cu(NH3)2(CN)2, который взаимодействует с металлическим золотом по реакции:
Cu(NH3)2(CN)2 + Au —> Cu(NH3)2+ + Au(CN)2-.
Данная реакция протекает без участия кислорода и свободного CN-. Однако отмечено, что при отсутствии активного цианида возможно самопроизвольное осаждение золота из растворов, вероятными причинами чего могут являться: образование соединений типа AuCN, CuCN, либо адсорбция Au(CN)2- на выпадающие в осадок оксиды меди. Поэтому рекомендуется вести процесс с периодическим подкреплением растворов по CN- (стадиальные добавки цианида) с постоянным контролем за концентрацией Cu, Au и NaCN в растворах.
Установлено, что оптимальное извлечение золота в растворы при минимальном извлечении меди достигается в случае соотношения аммиак:цианид=2:1. Для руд с более высоким содержанием окисленной меди это отношение может быть увеличено.
С целью устранения отрицательного влияния ионов Fe2+ и Fe3+ на процесс выщелачивания золота рекомендуется вводить в пульпу соответствующие стабилизаторы, стимулирующие выпадение в осадок ферро- и феррицианидов меди Cu2Fe(CN)6 и Cu3[Fe(CN)6]2.
По результатам научно-исследовательских работ комплекс перечисленных выше мероприятий позволяет достигать весьма высоких показателей извлечения золота при обработке окисленных медных руд описанным методом.
Имеется информация, что с апреля 1992 г. процесс аммиачноцианистого выщелачивания эффективно применяется на заводе IORCO (Мавритания) для извлечения золота из хвостов флотационного процесса, содержащих 3,1 г/г Au и 0,8-1,0 % Cu. Обычное цианирование этих хвостов связано с повышенными расходами цианида (около 4 кг на 1 т), что экономически невыгодно. Дополнительное введение в пульпу 1,5 кг аммиака снизило расход NaCN до 1,5 кг на 1 т. Извлечение золота в растворы достигло 90 % при содержании металла в хвостах 0,3 г/т.
Одним из возможных способов селективного извлечения золота из окисленных медьсодержащих руд является усовершенствованный вариант бромного выщелачивания ("К-Process"), разработанный и запатентованный компанией "Kalias Pty Ltd".
Данная технология предусматривает применение охраняемого патентом сочетания бромных реагентов при нейтральном pH (около 7), которые быстро растворяют золото, подавляя при этом растворение металлической меди и ее минералов, таких как азурит, малахит и хризоколла. Полупромышленные испытания "К-Процесса" показали, что он в принципе пригоден для переработки медно-золотого электронного скрапа гравиоконцентратов, содержащих крупное золото, и окисленных медно-золотых руд. Экспериментально установлено, что золото селективно выщелачивается за менее чем 3 ч из различных окисленных медных руд (более 1 % Cu) с широким диапазоном содержаний золота: от 1 до 80 г/т. Сообщается об относительно низком расходе брома и о проведении дополнительных исследований по усовершенствованию данного технологического процесса, в частности, за счет применения к бромным пульпам метода "CIP". В качестве недостатка "К-Процесса" отмечается высокая активность брома по отношению к сульфидам (в том числе - и к халькопириту), что может явиться причиной высокого расхода растворителя по аналогии, например, с процессом гидрохлорирования. Недостаточно проработаны и вопросы осаждения золота из бромных растворов. В случае применения для этой цели процесса "CIP" необходимо считаться с возможностью быстрого восстановления бромида золота AuBn активным углем до металлического состояния. Результатом может явиться "оттирка" золота с поверхности угля абразивными частицами руды и переход его обратно в пульпу.
В статье содержится информация о разработанном фирмой "ISL Ventures Inc" (США) новом реагенте, позволяющем селективно выщелачивать золото из медьсодержащих руд, в том числе и в условиях кучного выщелачивания. В его Основе лежит водная система NaCl-NaClO. Для стабилизации гипохлорита в систему вводится пиапуридная кислота. Выщелачивание золота ведут при рН=6,5-7, Отмечается, что образующиеся в процессе сточные воды не представляют опасности для окружающей среды, т.к. гипохлорит быстро разлагается на NaCl и O2.