



Контролируемая прокатка горячедеформированного металла и сплавов
Полученные прямые экспериментальные доказательства формирования субструктуры при определенных режимах горячего деформирования промышленных сталей различного состава позволяют несколько по-иному рассмотреть вопросы, связанные с упрочнением при контролируемой прокатке.
Основная идея этой обработки сравнительно проста. Полагая, что во время и главным образом после горячей обработки развиваются процессы рекристаллизации, подбирают такие режимы деформирования и охлаждения, которые определяют получение мелкого и однородного зерна. Варьируемыми параметрами являются температура аустенитизации, температурный и деформационный (распределение по проходам) режимы деформации, паузы между проходами и последеформационные выдержки, режимы заключительного охлаждения и др. Конечный эффект упрочнения (в основном повышение предела текучести на 10—30% для сталей различного состава) предлагается оценивать через измельчение зерна по известному уравнению Холла—Петча, о возможности использования которого в данном случае будет сказано ниже.
Основным методом оценки величины вытравливаемых объемов является металлографический анализ, который, как уже было показано выше, не дает объективной оценки характера выявленных элементов строения (границы или субграницы?). Это замечание тем более справедливо, когда при удачном сочетании режимов контролируемой прокатки удается получить сверхмелкое зерно размером № 13—15. Вытравленные объемы имеют в поперечнике 1—5 мкм, т. е. соизмеримы с субзернами, сформированными в процессе горячей деформации. Кроме того, надо учитывать, что исходное зерно, имеющее обычно размер 30—50 мкм, в результате контролируемой прокатки преобразуется (заполняется в своем объеме) в несколько тысяч новых сверхмелких зерен. По известным кристаллографическим соотношениям при такой перестройке основная часть новых объемов должна быть разориентирована под малыми и средними углами.
Проводятся поиски оптимальных температурно-деформационно-временных параметров горячей обработки, которые определяют получение весьма мелких и однородных по величине вытравленных объемов. В этой связи Вернером приводится сравнение с термической обработкой (закалкой) с прокатного или ковочного нагрева и делается вывод, что в последнем случае режимы деформации обычно не обеспечивают получения однородной структуры и свойств, а также возможны в связи с разноструктурностью трещины, особенно в длинномерных изделиях. Надо отметить, что в литературе (Россар, Снейп и др.) контролируемую прокатку на мелкое и однородное зерно при соблюдении регламентированных режимов охлаждения или деформации (препятствующих росту зерен) относят к разновидностям термомеханической обработки. В отечественной литературе контролируемую прокатку также считают разновидностью ВТМО.
Эксперименты (Вернер) по горячей деформации сталей типа 40Г2Ф, 30СГ и 50ХФ вели по методике, приближенной к условиям промышленной горячей прокатки, с варьированием: температур аустенитизации (1200 и 950°С) и деформации (от 750 до 1150°С), скорости деформации (от 0,503 до 260 с-1, осадкой, прокаткой и ударом), последеформационных выдержек (до 1 ч), степени (до 90%) и дробности деформации. В последнем случае меняли паузу между частичными обжатиями. После окончания деформации проводили закалку и отпуск при 500° С — в зоне возникновения отпускной хрупкости — для декорирования границ и лучшей фиксации вытравленных объемов (в насыщенном растворе пикриновой кислоты) .
Были установлены следующие основные закономерности. Величина вытравленных объемов не изменяется (соответствует той, которая была при температуре нагрева перед деформацией) до некоторого порогового значения деформации, а затем начинает непрерывно уменьшаться с увеличением степени деформации. Это пороговое значение степени деформации, после которого начинается измельчение вытравленных объемов, зависит от температуры, скорости деформации и продолжительности выдержки при температуре конца деформации. Типичные кривые приведены на рис. 241.

Деформация при низких температурах, например при 750 или 850° С, определяет измельчение вытравленных объемов лишь в случае достаточно сильной деформации и определенной последеформационной выдержки. Если такой выдержки не достигнуто, то фиксируется деформированное состояние (горячего наклепа), особенно четкое при повышенных скоростях деформации. Чем выше температура деформации, тем меньше должна быть пос-ледеформационная выдержка для измельчения вытравленных объемов.
Процесс укрупнения структуры идет сравнительно вяло (о причинах этого см. выше), что иллюстрируется кривыми на рис. 242. Даже при температурах конца деформации выше 1000° С мелкие вытравленные объемы сохраняются при последеформационных выдержках порядка 1 с, причем это время может быть увеличено при соответствующем легировании. Опасными при температуре 950° С оказались степени горячей деформации в интервале 0,5—5%, вызвавшие сильное (в 3—10 раз) укрупнение исходного зерна — явление критического роста.

Уменьшение начальной скорости деформации, например со 165 с-1 (при ударе) до 0,003 с-1 (при прессовании), при низких температурах и непродолжительной последеформационной выдержке привело к измельчению вытравленных объемов, а при высоких температурах и продолжительной выдержке к укрупнению. Эти экспериментальные результаты находят естественное объяснение при сопоставлении времени, необходимого для образования субструктуры и формирования рекристаллизованных зерен (обусловленного диффузионными процессами), со временем, затрачиваемым на деформацию. При быстрой горячей деформации в ряде случаев фиксируют вытянутое крупное зерно, характерное для состояния горячего наклепа. Эксперименты по многократной быстрой деформации показали, что происходит накопление деформации от обжатия к обжатию. Это проявилось, в частности, в том, что аномального бурного роста зерна не наблюдается, если после двух-трех обжатий, проведенных с небольшими перерывами, провести деформацию на критическую степень.
Кривые на рис. 241, называемые диаграммами измельчения зерна, в двойных логарифмических координатах состоят из одной или двух прямых, которые предлагается (Вернер) описывать уравнениями:

где F — средняя площадь зерна, мм2; е — степень деформации [(h0-h)/h0, %]; А и b — константы; А — определяется по ординате для деформации 100%; b — является угловым коэффициентом прямых.
Физическое значение констант следующее: А — теоретически минимальная величина вытравленных объемов, достигаемая в данной стали при определенном способе деформации и степени деформации 100%; b — характеризует темп измельчения вытравленных объемов с увеличением степени деформации, его значения колеблются в пределах от 0,3 до 2.
Таким образом, максимальное измельчение вытравленных объемов наблюдается при соблюдении гиперболического закона (при b=2), что характерно для ряда других диффузионных процессов. «Показатель измельчения» b можно приближенно определить по эмпирической формуле

Наиболее сильное измельчение вытравленных объемов, как уже было сказано, происходит при b = 2. Это измельчение может уменьшаться, если:
1) при высокой скорости рекристаллизации r, превышающей скорость деформации е, будет происходить снятие состояния наклепа уже в процессе горячей деформации;
2) время последеформационной выдержки t меньше, чем время Т, необходимое для развития процессов формирования субструктуры или рекристаллизованной структуры;
3) происходит укрупнение р (в мм) успевшего рекриталлизоваться зерна в ходе горячей деформации.

На рис. 243 приведена номограмма, соответствующая формуле F = Ae~b. Пользоваться этой номограммой можно следующим образом. Для определенных условий горячей деформации и двух выбранных степеней деформации, например для 30 и 60%, опытным путем определяют величины вытравленных объемов. Соединив соответствующие пары значений степени деформации и величины вытравленных объемов, получают пересечение кривых в одной точке. Эта «характеристическая точка» позволяет определить для данной стали и данных условий горячего деформирования значения параметров А и b. Все линии, проходящие через эту точку, соединяют соответствующие пары значений степени деформации и величины вытравленных объемов.
Таким образом, для получения в результате горячей деформации мелких и однородных по величине вытравленных объемов необходимо обеспечить умеренную (850—950° С) температуру конца деформации, общую суммарную степень деформации порядка 50—70% при небольшом числе ступеней деформации (чтобы указанная степень деформации могла накапливаться) и ускоренное охлаждение после окончания деформации. При выборе последнего параметра (скорости охлаждения) следует учитывать тот важный экспериментальный факт (Вернер), что сталь со структурой аустенита с мелкими вытравленными объемами, образовавшейся после горячей деформации, значительно медленнее превращается в субкритической области, чем сталь с такой же малой величиной аустенитного зерна, но полученного в результате специального нагрева в у-область. Это означает, что мелкие вытравленные объемы, полученные в результате горячей деформации, окаймлены не большеугловыми границами, увеличение протяженности которых должно было бы привести к ускорению превращения, а среднеугловыми границами, имеющими низкую энергию в связи с упорядоченным распределением дислокаций в них и, следовательно, не особенно инициирующими превращение. Тогда вытравливаемые после горячей деформации объемы являются скорее всего субзернами.
Поиски конкретных оптимальных режимов контролируемой прокатки проводятся эмпирическим подбором технологических параметров в определенных условиях горячей деформации, а также при моделировании производственного процесса, например лабораторными испытаниями на горячее кручение (Poccap). В качестве примера приведем данные для контролируемой прокатки заготовки 200x1700 мм из малоуглеродистой стали на лист толщиной 12,7 мм.
Обычный режим прокатки предусматривает нагрев на 1280° С, деформацию за 17 проходов за 132 с и окончание прокатки при температуре 950° С. Контролируемая прокатка со степенью деформации 40% проводится следующим образом: первый этап — прокатка в интервале 1280—1100°C до толщины 21 мм; второй этап — подстуживание в течение 30 с для достижения температуры 950° С, третий этап — собственно контролируемая прокатка в интервале 950—830° С за 5 проходов (со степенью деформации 40%, на толщину 12,7 мм) в течение 42 с. Общее время составляет 180 с (против 132 с при обычной прокатке). Если контролируемую прокатку ведут со степенью деформации 90%, то для нее требуется еще больше времени 258 с. При этом ее осуществляют в два этапа: первый этап — прокатка в интервале 1280—1100°C до толщины 86 мм, второй — подстуживание в течение 132 с до 1000°C, затем 10 проходов в интервале 1000—830° С в течение 72 с.
Несмотря на уменьшение производительности при осуществлении контролируемой прокатки, этот процесс получает все большее распространение в связи с существенным повышением свойств стали, приобретающей однородное мелкофрагментированное строение сразу после регламентированной горячей деформации.
Важным вопросом является выбор стали для осуществления контролируемой прокатки. Так как этот процесс определяет повышение предела текучести (на 15— 20%), ударной вязкости (на ~30%) и в основном понижение критической температуры хрупкости (на 30—50° С) массовых сортов стали, как правило строительных, то обычно ограничиваются корректировкой состава за счет малых добавок сильных карбидообразующих элементов— ванадия и особенно ниобия. При этом установлено, что когда эти элементы переходят в твердый раствор при высоких температурах нагрева под деформацию, требуются более высокие степени горячей деформации для получения в результате контролируемой обработки мелкофрагментированного строения стали. Если в структуре сохранены отдельные частицы карбидов или карбонитридов ниобия или ванадия, то деформация приобретает турбулентный характер и требуются сравнительно меньшие степени обжатий для получения состояния высокого горячего наклепа и развязывания процессов перестройки структуры, которые в этом случае могут протекать неравномерно по объему. Поэтому рекомендуется проводить высокотемпературный нагрев под деформацию (что отвечает требованиям технологии) с растворением частиц вторых фаз и переводом легируемых элементов в твердый раствор. Возможное при этом укрупнение исходного зерна не опасно, так как при последующем осуществлении контролируемой прокатки добиваются образования мелких и однородных вытравленных объемов, величина которых мало зависит от величины исходного зерна.
Для получения наиболее однородного фрагментирования структуры при малых размерах вытравленных объемов в результате контролируемой горячей деформации необходимо: во-первых, ввести при деформации достаточное количество дислокаций; во-вторых, создать условия для их наиболее полной и равномерной во всем объеме стали перестройки. Эти процессы находят свое отражение в изменении вида кривых напряжение—деформация: первый — в положении максимума на кривой, второй — в степени ее пологости на стадии установившейся деформации. Указанные положения учитывают при моделировании процесса контролируемой прокатки испытаниями на горячее кручение.

В ряде случаев после контролируемой прокатки оптимальной может оказаться структура, состоящая из вытянутых тонких деформированных зерен с внутренней их фрагментацией. Как указывает Ирвин, получение такой структуры в строительной малоуглеродистой (0,2% С) стали, содержащей 1,5% Mn и 0,04% Nb, определяет высокий уровень свойств (рис. 244). Важно подчеркнуть, что в этом случае не получают структуру, состоящую из четко выраженных равноосных мелких зерен, которая считалась основным признаком достижения поставленной цели — регулируемого протекания рекристаллизации в ходе контролируемой прокатки. Это является еще одним доказательством того, что основной эффект повышения свойств в результате контролируемой прокатки происходит не за счет изменения (измельчение) геометрических размеров зерна в результате рекристаллизации, а за счет создания субструктуры. В углеродистой стали такая субструктура создается непосредственно в ходе деформации, а последеформационные выдержки, приводящие не только к рекристаллизации в аустенитной области и к измельчению ферритного зерна, но и к снятию субструктуры, определили снижение предела текучести и повышение критической температуры хрупкости (рис. 245).
В ниобиевой стали, как было сказано выше, при горячей деформации интенсивность разупрочняющих процессов низка, горяченаклепанные зерна становятся вытянутыми, формирование субструктуры происходит в процессе последеформационной выдержки. При этом субструктура формируется в пределах исходного зерна, размеры которого практически не изменяются, тогда как предел текучести растет, и понижается критическая температура хрупкости (рис. 245).
В ряде случаев может оказаться более удобным регулирование процессами образования определенной субструктуры не при последеформационных выдержках, а при изменении температуры конца деформации. Так, для углеродистой стали, содержащей 1,5% Mn, температуру конца прокатки желательно поддерживать при ~800°С, а в случае дополнительного микролегирования ниобием 850—900° С.

Как следует из рис. 244, повышение содержания марганца от 0,5 до 1,5% является весьма полезным; верхний предел в содержании марганца устанавливают из-за опасности появления участков верхнего бейнита в структуре, что приводит к повышению критической температуры хрупкости. Проведенные исследования показали, что повышенное содержание марганца в малоуглеродистой строительной стали способствует получению в результате контролируемой прокатки полигонизованной субструктуры матрицы. Вместе с тем содержание углерода должно быть понижено (насколько это возможно с учетом требуемых свойств прочности). Это определяется тем, что в условиях, когда при контролируемой прокатке создается общая фрагментация матрицы и происходит понижение критической температуры хрупкости, появление перлитных участков, причем в тем большем количестве, чем выше содержание углерода, приводит (как и в случае появления верхнего бейнита) к повышению критической температуры (рис. 244).
Надо иметь в виду, что микролегирование сталей, предназначенных для контролируемой прокатки ниобием, ванадием, алюминием и другими элементами, одновременно определяет возможность упрочнения за счет частиц второй фазы, в том числе и в результате деформационного старения. В этом случае будет повышаться не только предел текучести, но и критическая температура хрупкости. Последнего можно избежать, если регулировать процессы выделения и главным образом создать эффективную фрагментацию металлической матрицы при определенных режимах горячей деформации.
Микролегирование алюминием или титаном не приводит к заметному (по сравнению с углеродистой сталью) повышению предела текучести в результате контролируемой прокатки. Микролегирование ванадием дает такой же эффект повышения предела текучести, как и микролегирование ниобием. Однако последнее предпочтительнее, так как большая склонность ванадиевой стали к деформационному старению (чем ниобиевой) приводит к несколько более высоким значениям критической температуры хрупкости.
Эта важная характеристика сопротивления разрушения имеет разное значение для сталей, микролегированных алюминием или титаном. Сталь, содержащая алюминий, имеет после регулируемой прокатки такую же температуру хрупкости, как нелегированная углеродистая. Этот результат отличается от того, который получают в случае нормализации этих сталей, когда содержащая алюминий сталь имеет более низкую критическую температуру, чем углеродистая. Такая разница в поведении сталей после нормализации и после контролируемой прокатки объясняется тем, что при высокой температуре нагрева под прокатку алюминиевые нитриды растворяются и не выделяются в процессе контролируемой деформации. В результате сталь, содержащая алюминий, и сталь, не содержащая его, имеют одинаковое количество азота в растворе и одинаково повышенную критическую температуру хрупкости. Микролегирование титаном приводит к образованию весьма стабильных нитридов, сохраняющихся при нагреве под деформацию и не распадающихся в процессе контролируемой прокатки. Тогда сталь, микролегированная титаном, имеет меньшее количество азота в растворе, чем углеродистая, и меньшее значение критической температуры хрупкости после контролируемой прокатки при одинаковом измельчении вытравленных объемов.

На рис. 246 приведены значения свойств после контролируемой прокатки в промышленных условиях листов разной толщины из стали 0,2% С; 1,5% Mn; 0,04% Nb. При повышении толщины листов трудно сохранить фрагментированное строение металлической матрицы из-за разогрева за счет накопленного внутреннего тепла. Когда исчезает субструктура, повышается критическая температура хрупкости, хотя и имеется возможность получения мелкого рекристаллизованного зерна при корректировании режима прокатки и охлаждения. Если для толстых листов усиливать охлаждение после прокатки, то возникает опасность получения участков бейнита, что также повышает критическую температуру хрупкости.
Развитие работ по контролируемой прокатке привело к необходимости поиска структурного критерия, определяющего наблюдаемое изменение свойств, в первую очередь повышение предела текучести и понижение критической температуры хрупкости. Вначале таким критерием считали измельчение вытравленных при металлографическом анализе объемов при использовании травителей, предназначенных для выявления изменений в аустенитном зерне, получаемых в результате горячей деформации. Затем был проведен цикл работ по установлению связи между изменением свойств и строением ферритной матрицы. Было показано, что оптимальный комплекс механических свойств получается в случае, когда феррит имеет фрагментированное полигональное строение. Основываясь на этом, стали снижать температурный интервал проведения контролируемой прокатки с окончанием деформации ниже точки Ar3 (Снейп). На стали с 0,05% С; 0,85% Ni; 1,1% Cr; 0,025% Nb получается структура из мелких ферритных участков, имеющих частично равноосную, частично вытянутую форму с фрагментацией внутри этих участков. Наиболее высокий уровень механических свойств получается, если после контролируемой прокатки в аустенитной области провести теплую деформацию феррита при температурах немного ниже точки Ar1. В этих условиях с наибольшей полнотой проходят процессы полигонизации в феррите, а образующая четкая субструктура определяет получение наиболее высоких механических свойств: предел текучести 70—75 кгс/мм2 при удлинении 20%, сужении 70% и критической температуре хрупкости ниже минус 50° С.
Вначале предполагали, что существует прямая связь между изменением свойств (повышением предела текучести) и «измельчением аустенитных зерен» (d-1/2). Затем с развитием работ по горячей деформации вообще и по контролируемой прокатке в частности был выявлен преимущественный субструктурный характер упрочнения, что привело к необходимости пересмотреть известную эмпирическую зависимость Холла — Петча.
Например, в одном из таких многочисленных исследований. проведенном на технически чистом и кремнистом (2.7% Si) железе, а также на алюминии (Кошик, Абсон, Ионас), была выполнена следующая количественная оценка вклада субзерен в повышение прочности. В технически чистом и кремнистом железе субзеренную структуру создавали деформацией (сжатием) при 650 и 850° С, в алюминии — горячим прессованием. Оценку размеров субзерен в технически чистом и кремнистом железе проводили методами оптической и электронной микроскопии. Первый метод обнаружил субзерна величиной 5—10 мкм, второй — около 2 мкм. Таким образом, и в данном случае подтвердилось существование субструктуры двух видов: 1) более крупные субзерна, образовавшиеся в результате динамической рекристаллизации на месте; 2) более мелкие субзерна, сформировавшиеся в процессе накладывающейся динамической полигонизации.
Определяли предел текучести материалов в отожженном состоянии оА и в состоянии, когда в результате горячей деформации была создана субструктура (о). Соотношение между о—оА и размером субзерен оказалось линейным a—oA=kd-m в случае, когда значения т (определенные методом регрессионного анализа) составили 1,03±0,05 для армко-железа, 0,98+0,03 для кремнистой стали, 1,12±0,16 для алюминия.

На рис. 247 показана зависимость субструктурного упрочнения всех трех материалов от d-1. Значение m=1 существенно выше, чем ранее предполагалось в других работах (m=3/4). Надо учитывать, что во всех исследованиях отмечается сильная зависимость напряжения течения от размера субзерен. Так как m>1/2, то об упрочнении можно судить как по зависимости рис. 247, так и по уравнению

в котором первые два члена отвечают известному уравнению Холла — Петча, определяющему зависимость ст от величины зерна.
В работах Котика, Абсона, Ионаса и многих других исследователей подчеркивается, что когда d приближается к D, а именно в случае обработки на «мелкое зерно», следует с особой тщательностью определять плотность субграниц, чтобы отличить ее от общей плотности границ. Такое отличие сделать практически невозможно, особенно в случае комбинированных обработок, приводящих к получению весьма мелкой структуры.
Экспериментальные данные свидетельствуют, что вклад субструктуры (d) в увеличение предела текучести, если считать справедливым уравнение o=o0+KD-1/2+kd-m, является значительным, соизмеримым или даже превышающим влияние величины зерна D. Так, для армко-железа, кремнистой стали и алюминия при размерах субзерен 1,9, 2,0 и 2,5 мкм вклад субструктуры в величину предела текучести составляет соответственно 71, 41 и 54%.
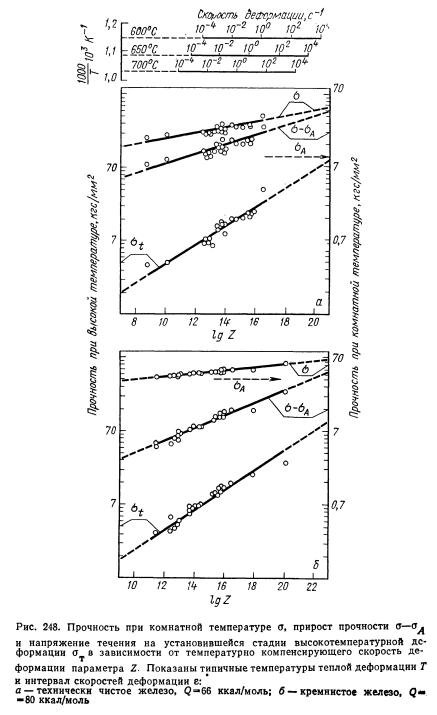
Наиболее высокая прочность при комнатной температуре может быть получена, когда в металлах и сплавах создается совершенная полигонизованная структура в результате горячей деформации, особенно при высоких значениях Z — температурно компенсирующего скорость деформации параметра. Для железа и стали это можно реализовать, например, в случае деформации при ~600°С и скоростях деформации более ~ 1 с-1. Интересно отметить, что при этом не происходит измельчения зерен, последние только вытягиваются, но внутри их образуется фрагментированная субструктура. Тогда вклад величины зерна (по уравнению Холла — Петча) в повышение предела текучести весьма мал по сравнению с вкладом субзерен.
Следующим важным фактом является то, что соотношение o-oA=kd-m, полученное для комнатной температуры, сходно с соотношением ot = К'dq, полученным для высокой температуры (где ot — напряжение при высокой температуре, q=1,5 для большинства металлов). Тогда предлагается установить связь между прочностью при комнатной температуре и в условиях высокотемпературной деформации. Из уравнений

видно, что а—oA и ot зависят от Z (k, m, Q, К', А' и R — константы). По-видимому, действительно, существует линейная связь между логарифмом (o—oA) и Z, с одной стороны, и между ot и Z, — с другой (см. рис. 248).
Следует отметить, что если строго исходить из приведенных выше уравнений, то lgo и lgZ не должны быть линейно связаны. Однако отклонение от линейности в исследованном на практике интервале не существенно, поэтому соответствующие точки на рис. 248 соединены прямой линией.
Значения напряжения течения при высокой температуре ot (на том же графике) позволяют оценить усилия, требуемые для горячей деформации. Благоприятное влияние прокатки при высокой температуре на прочность при комнатной температуре некоторых низко- и среднеуглеродистых сталей уже было зафиксировано во многих работах. Полученные результаты подтверждают целесообразность практической реализации тех режимов термомеханической обработки, в которых предусматривается проведение окончательных обжатий материалов на железной основе при температурах, которые отвечают существованию высокотемпературной части ферритной области, т. е. ниже температуры а—>у-превращения.
Следует напомнить, что прочность и пластичность при обработке a-железа при 760—860° С имеют примерно те же значения, что и пои обработке у-железа в районе 950—1050° С (Увира). Таким образом, осуществляя последний пропуск при горячей прокатке после подстуживания (охлаждения) от обычных температур деформации приблизительно на 200° С, приходится лишь незначительно изменять усилия горячей деформации. Ожидаемое увеличение прочности при комнатной температуре от использования такого приема составляет приблизительно 10 кгс/мм2 (lg Z = 13, рис. 248), если при охлаждении (подстуживании) будет предотвращена рекристаллизация.
В настоящее время на ряде сталей осуществляется термомеханическое упрочнение при деформации ниже температуры A3.
Из приведенной ранее модификации соотношения Холла — Петча следует, что отрицательный показатель степени при d с абсолютной величиной больше 1/2 характеризует увеличение прочности при уменьшении размеров субзерен. Это увеличение прочности связано с увеличением разориентировки на субграницах и плотности избыточных дислокаций в них. Анализ также показывает, что наклон «истинной» прямой Холла — Петча применительно к горячедеформированным материалам составляет 0,3-0,7 от того значения наклона, которое обусловлено только влиянием границ зерен. По экспериментальным данным истинный наклон прямой составил 0,4—0,7; 0,2—0,4 и 0,5—0,7 от этого значения для армко-железа, кремнистой стали и алюминия соответственно.
Истинный наклон прямой К применительно к материалам, содержащим субзерна с размером d, может быть определен из графика зависимости lg (o—oA) от lgd при m=1. Линию с наклоном 1/2 проводят через точку, соответствующую выбранному значению d, и экстраполируют к d = 1, пересечение этой линии с ординатой определяет К. По теории Ли значение истинного наклона К пропорционально квадратному корню из разориентации на субграницах. Тогда следовало бы ожидать изменения разориентации в 2,9; 4,4 и 2,3 раза для армко-железа, кремнистой стали и алюминия соответственно. Действительное изменение раз-ориентации в исследованном интервале размеров субзерен меньше. Тогда можно считать, что увеличение наклона прямой К при уменьшении размера субзерен d по крайней мере частично обусловлено увеличением плотности избыточных дислокаций, что вообще не может быть учтено в формальной зависимости Холла — Петча.
Интересно отметить, что если наряду с экспериментальными зависимостями о—oA от размера субзерен d на рис. 249 нанести пунктирные линии, представляющие соотношение Холла—Петча, для зависимости прочности от размера зерен D (наклон 1/2), то пересечение происходит при размере субзерен меньше 1 мкм. Следовательно, образование субструктуры при горячей (теплой) прокатке приводит к увеличению прочности, сравнимому с получаемым при весьма трудно достигаемом измельчении зерна до размеров меньше 1 мкм.
