



Кривые напряжение-деформация при горячей деформации металлов и сплавов
На рис. 169 приведены кривые напряжение-деформация для поликристаллического алюминия при различных температурах. Из рисунка видно, что эти кривые можно разбить на две группы: низко- и высокотемпературные кривые. При низких температурах напряжение течения непрерывно повышается с ростом деформации, что обусловливается деформационным упрочнением (наклепом). При повышенных температурах напряжение течения достигает максимума, а затем падает при больших деформациях, достигая какого-то постоянного значения. Такой ход кривых напряжение-деформация, характерный для большинства металлов, послужил в свое время основанием для деления деформации на холодную (первая группа кривых) и горячую (вторая группа кривых). Переходная между этими группами температура (~250°С для алюминия) в первом приближении соответствует темпepaтуpe рекристаллизации. Хотя аналогичный ход кривых был также установлен при испытании технически чистой меди, все же такое разделение кривых по температуре рекристаллизации не всегда оправдано. Так, в случае никеля температура рекристаллизации оказывается гораздо выше, чем переходная температура, составляющая около 250° С.

Упрочненный при холодной деформации металл может быть разупрочнен в результате последующего нагрева. В процессе горячей деформации разупрочнение наблюдается в ходе самого деформирования. Особый интерес представляет изучение процессов возврата, полигонизации или рекристаллизации, протекающих при температурах горячей деформации одновременно с деформацией (так называемые случаи динамической полигонизации или динамической рекристаллизации).
Изменение напряжения течения при деформировании металлов удовлетворительно описывается зависимостью типа:

где G — модуль сдвига; b — вектор Бюргерса подвижных дислокаций; р — плотность дислокаций; А — размерный фактор.
Работами Зегера и др. показано, что эта зависимость, получаемая теоретически при использовании различных приближений, находится в хорошем согласии с экспериментом.
Таким образом, разупрочнение может быть достигнуто в результате уменьшения плотности дислокаций. Последнее может быть реализовано двумя путями: 1) миграцией большеугловых границ, при которой удаляются избыточные, введенные деформацией дислокации, т.е. рекристаллизацией; 2) перестройкой дислокационной структуры, в процессе которой дислокации могут выходить на поверхность металла, аннигилировать внутри его или распадаться, если имеются неустойчивые их комбинации — случай возврата, или, наконец, перестраиваться с образованием субграниц — случай полигонизации. По мере развития рекристаллизации определенные объемы металла разупрочняются, что может быть зафиксировано измерением микротвердости. Обычные измерения твердости, дающие усредненные значения, позволяют лишь приблизительно оценить степень разупрочнения в зависимости от величины рекристаллизовавшегося объема.
В результате возврата и полигонизации не происходит образования новых зерен, и разупрочнение одинаково во всех объемах металла. Это означает, что в случае протекания наполовину процессов возврата или полигонизации в матрице микротвердость снижается повсеместно; в случае рекристаллизации микротвердость снижается в одних объемах и остается высокой в других (нерекристаллизованных).
Таким образом, надежные данные можно получить лишь при измерении микротвердости, хотя иногда с помощью обычных грубых измерений твердости можно уловить различия в механизме разупрочнения при нагреве. Данные для алюминия, приведенные на рис. 170, показывают, что еще до рекристаллизации в значительной степени протекают процессы разупрочнения (по возвратному механизму). Для меди наблюдается прямая связь разупрочнения только с рекристаллизацией.
Как будет показано дальше, в процессе горячей деформации большое развитие приобретают процессы перестройки дислокаций с образованием субграниц, протекающие одновременно с введением дислокаций при деформации. Исходя из этого необходимо обсудить влияние образующейся при горячей деформации субструктуры на интенсивность разупрочнения.
Теоретические и экспериментальные данные показывают, что влияние размера субзерен и их разориентации на величину напряжения течения может быть количественно оценено при условии, если при подсчете средней плотности дислокаций р учтены дислокации, создающие субграницы. Расстояние между дислокациями в субгранице приблизительно равно b/0 (см. с. 10), где 0 — угол разориентации. Отсюда, если учитывать только дислокации, создающие субграницы, плотность дислокаций в субзерне размером (поперечника) D приблизительно равна:

Тогда уравнение (8) преобразуется в выражение:

Это выражение похоже на известное уравнение Холла— Петча o=KyD-1/2, устанавливающее эмпирическую зависимость передела текучести от величины зерна поликристаллического металла (об этом подробнее см. дальше).
Следует учитывать, что Ky обычно считают независимым от разориентации 0. Однако, видимо, это не верно, так как, кроме очевидных физических представлений о зависимости эффективности блокировки дислокаций от разориентации, даже исходя из идентичности последних двух уравнений, можно записать:

Для малых разориентаций (случай формирования субструктуры) Ky может быть оценено по уравнению (10). Это уравнение зависимости напряжения течения от разориентации справедливо до тех пор, пока действительна дислокационная модель границ в кристалле, т. е. до 0=15° (0,25). Для больших разориентаций дислокационная модель не может быть использована, и коэффициент Ky приобретает во многих случаях примерно постоянное значение, отвечающее 0 = 0,25, т. е.

Согласно этому уравнению коэффициент Ky равен 0,52 кг/мм3/2 для алюминия; 0,88 для меди и 1,6 для железа. Эти величины оказываются одного порядка с экспериментальными (0,17; 0,5 и 2,3 кгс/мм3/2 соответственно).
Нагрев деформированных металлов, в процессе которого происходит образование и рост субзерен, определяет протекание двух стадий процесса. В ходе первой стадии, когда дислокации перестраиваются с образованием субграниц, не будет происходить разупрочнения, если не произойдет аннигиляции значительного числа дислокаций. Вторая стадия — рост субзерен («рекристаллизация на месте») — приводит к созданию все большей и большей разориентации. При этом разупрочнение тем сильнее, чем крупнее субзерна, так как при увеличении угла разориентации на ограничивающие крупные субзерна субграницы будет происходить эффективный «сток» значительной части дислокаций. Основное различие между металлами, претерпевшими обычную рекристаллизацию или рост субзерен (рекристаллизацию на месте), состоит в том, что в случае последнего процесса каждый элементарный объем примерно сохраняет свою исходную кристаллографическую ориентацию; в случае рекристаллизации исходная ориентация полностью изменяется в ходе миграции большеугловых границ через весь объем металла. Исходя из этого можно сделать вывод, что, если текстура, образующаяся при нагреве, полностью отличается от текстуры деформации, то наблюдается истинная рекристаллизация; если разупрочнение происходит при сохранении текстуры деформации, то имеет место рост субзерен (рекристаллизация на месте). Эти особенности следует учитывать при изучении горячедеформированных металлов и сплавов.
И рост субзерен, и рекристаллизация протекают относительно медленно. При осуществлении горячей обработки давлением (ковки, экструзии, горячей прокатки) большие деформации производятся в течение весьма короткого времени (иногда даже в течение долей секунды). Тогда очевидно, что процессы разупрочнения в ходе самой горячей деформации имеют ряд важных особенностей.
Механизмы возврата и полигонизации предусматривают движение (рекомбинацию) дислокаций, заторможенных в ходе пластической деформации у препятствий. Все эти перемещения дислокаций включают также и выход дислокаций из своей плоскости скольжения. В г. ц. к. решетке (а горячая деформация сталей происходит, как правило, в аустенитном состоянии) дислокации расщеплены, и частичные дислокации должны «воссоединяться» до единичной, для того чтобы имело место переползание или поперечное скольжение. В процессе горячего деформирования не только внешние напряжения, по и термическая активация будут помогать «воссоединению» частичных дислокаций.
Таким образом, переползание и поперечное скольжение, определяющие возможность формирования субструктуры, будут облегчены в ходе самого процесса горячего деформирования. Это приводит к тому, что кривая напряжение — деформация уже при малых напряжениях отклоняется от линейного хода упрочнения на стадии II и переходит к параболической форме (стадия III). Теория этих процессов изложена в работах Зегера и Хаазена и может быть понята при анализе зависимости напряжения, обусловливающего переход к III стадии тIII, от температуры.
Температурная зависимость напряжений тIII описывается уравнением

где T — данная температура, 0 — абсолютный нуль, В — постоянная.
Зависимость энергии активации поперечного скольжения от напряжения можно записать в виде:

Константу А определяют экспериментальным путем, и тогда может быть найдена величина тIII (0). Согласно расчетам Зегера:

где n — число дислокаций, задержанных у препятствий (по теоретическим оценкам, оно к концу стадии II составляет ~20); G — модуль сдвига; b — вектор Бюргерса; y — энергия дефекта укладки.
Зная тIII(0) по этому уравнению можно определить величину у и оценить энергетические возможности начала стадии III.
Установлена существенная зависимость энергии активации поперечного скольжения от безразмерных параметров Gb/y и т/G. Важно подчеркнуть, что Q(т) незначительно возрастает при уменьшении т; отсюда зависимость энергии активации поперечного скольжения от температуры в ряде случаев сводят к зависимости т от температуры:
Эта зависимость оказывается справедливой лишь при относительно высоких температурах, в частности относящихся к области температур горячей деформации.
Выше точки тIII (T) деформационное упрочнение в ряде случаев при горячей деформации будет умеренным или вовсе не будет проявляться по следующим причинам. В процессе осуществления известных на практике способов деформации концентрация точечных дефектов (вакансий) существенно возрастает сверх значений, отвечающих термическому равновесию, в связи с миграцией порогов, образующихся при пересечении винтовых дислокаций. В результате краевые компоненты дислокаций могут покинуть свои плоскости скольжения достаточно легко. Для перемещения винтовых дислокаций путем поперечного скольжения требуется меньшая энергия активации. Это приводит в конечном счете к установлению в металле постоянной плотности дислокаций и соответственно постоянного напряжения течения.
С помощью механизма переползания дислокаций в процессе горячей деформации можно объяснить, почему напряжение течения должно пройти через максимум прежде, чем оно достигнет постоянного значения. Этот максимум связан с накоплением необходимого количества точечных дефектов для развития процесса переползания дислокаций. Затем наступает установившаяся стадия формирования стабильных субзерен в результате равновесия между процессами разупрочнения и упрочнения (см. высокотемпературные кривые напряжение — деформация на рис. 169).

Теперь следует обсудить, можно ли ожидать динамического разупрочнения, т. е. смягчения в ходе самой горячей деформации, в результате развития рекристаллизационных процессов. Время, за которое определенная часть объема металла (обычно 50%) претерпевает рекристаллизацию, обозначим tR. Время, необходимое для деформирования материала на какую-то заданную степень деформации (например, 20%), обозначим tD. Если tR меньше tD, то рекристаллизация успевает пройти и внести вклад в динамическое разупрочнение в процессе горячей деформации. Если tR больше tD, то новые зерна, которые начнут образовываться по мере развития рекристаллизации, будут претерпевать упрочнение таким же образом, как и еще перекристаллизующаяся матрица. Динамическая рекристаллизация наблюдается в ряде металлов во время высокотемпературной ползучести в условиях, когда tR меньше tD (рис. 171). Скорость ползучести изменяется с определенной периодичностью во времени. Каждому максимуму отвечает образование матрицы, состоящей из новых рекристаллизованных зерен, определяющих разупрочнение материала. Затем в связи с продолжающейся деформацией происходит упрочнение ранее рекристаллизованных объемов и уменьшение скорости ползучести. Чередование таких циклов (см. рис. 171) для никеля наблюдалось при деформации под о—2,45 кг/мм2 и температурах 800—900° С.
Элементарные процессы рекристаллизации, связанные с миграцией большеугловых границ, имеют диффузионный характер. При высоких температурах процесс, контролирующий рекристаллизацию, близок к самодиффузии в приграничных объемах. При более низких температурах контролирующим процессом будет диффузия атомов примесей, протекающая также в приграничных объемах. В случаях, когда взаимодействие между границами зерен и атомами примесей является сложным, в ходе горячей деформации наблюдается соответственно незакономерное изменение кажущейся энергии рекристаллизации.
Гидростатические сжимающие напряжения, которые всегда имеются при большинстве используемых в технике способов деформирования (за исключением кручения), приводят к снижению коэффициента самодиффузии. Этот эффект может быть сравнительно легко оценен при давлениях, достигаемых на практике, например при экструзии. В этих условиях, естественно, нельзя ожидать, чтобы напряжения, существующие в реальных условиях горячего деформирования, могли ускорить рекристаллизацию. Наоборот, следует удивляться, как повышение концентрации вакансий в процессе деформации может в ряде случаев преодолеть тормозящее влияние сжимающих компонент напряжений и все же вызвать развитие процесса рекристаллизации.
В общем случае энергия активации диффузионных процессов, определяющих миграцию границ зерен при рекристаллизации, зависит от энергий активации процессов образования и миграции вакансий в данном месте приграничного объема. Если концентрация вакансий превышает термически равновесную концентрацию, то отвечающая рекристаллизации энергия активации должна быть уменьшена.
Обращаясь к экспериментам, в которых возрастание подвижности границ зерен связывается с избыточной концентрацией вакансий, укажем на наблюдаемое ускорение рекристаллизации при «отогреве» образцов меди, прокатанной при температуре жидкого азота (-196°С), до комнатной температуры. В этих образцах прошла рекристаллизация при указанном «отогреве», тогда как она отсутствовала в случае прокатки образцов при той же комнатной температуре. Так как вакансии в меди становятся неподвижными ниже 100° С, то вполне вероятно, что после деформации при температурах жидкого азота может быть зафиксирована повышенная плотность вакансий, вызывающая снижение энергии активации рекристаллизации с 24,9 до 17,8 ккал/моль.
Оценка плотности дислокаций после деформации при температуре жидкого азота и комнатной температуре, которая может быть сделана по уравнению (8), дает значения 10в13 и 4*10в12 см-2 соответственно. Исходя из этого можно подсчитать эффективный избыток вакансий, отвечающий определенной плотности дислокаций, который составляет 8-10в-3 и 3-10в-3 соответственно. Разница в этих значениях и определяет наблюдаемое снижение энергии активации рекристаллизации.
Во время горячей деформации плотность дислокаций и концентрация вакансий повышаются незначительно. Этим можно объяснить незначительное развитие рекристаллизации в процессе горячей деформации.
В чистых металлах и однофазных сплавах прочность увеличивается с ростом скорости деформации при постоянной температуре горячей обработки. Это показано на кривых напряжение — деформация на рис. 172 для малоуглеродистой стали (0,25% С) и хромистой стали (25% Cr). Исходные данные для построения этих кривых были получены при испытаниях на горячее кручение. Затем напряжение кручения, деформация и скорость деформации были пересчитаны для одноосного напряжения о, действительной (истинной) деформации е и скорости деформирования е по известным в литературе зависимостям, например по Мизесу. Справедливость и возможность такого пересчета подтверждается данными на рис. 173 по горячей деформации сжатием, растяжением и кручением малоуглеродистой стали и стали с 25% Cr.

Характерным для кривых на рис. 172 и «высокотемпературных» кривых на рис. 169 является, как было сказано выше, быстрый начальный подъем до некоторого «пикового» напряжения, следующее за ним падение, после чего достигается как бы установившаяся стадия (steady — state), во время которой при практически постоянном значении напряжения «набирается» большая деформация. Деформация до пикового напряжения растет с увеличением скорости деформации при постоянной температуре, а также с падением температуры испытания при постоянной скорости деформации (см. рис. 169 и рис. 174). Приведенные на этих рисунках кривые одновременно иллюстрируют температурную зависимость напряжений течения.
Экспериментальные исследования различных материалов (углеродистых и легированных сталей, алюминия и его сплавов, свинца, урана, цинка, кобальта, ниобия, тантала, молибдена, вольфрама и циркония) позволили предложить соотношение, связывающее напряжение течения со скоростью деформации и температурой:

где ое — напряжение течения, необходимое для достижения заданной деформации е, при данной скорости деформации е; о0(T) и N(T) — температурно зависимые постоянные.
При малых деформациях эти постоянные зависят также и от деформации, но при переходе к установившимся условиям их значения, по-видимому, практически независимы от деформации и остаются неизменными при данной температуре. Для различных методов испытания установившиеся значения о0(T) и N(T) достаточно хорошо совпадают между собой.

Величина N(T) растет с увеличением температуры от ~0,02 при 0,5 Тпл до ~0,2 вблизи температуры плавления. Была сделана попытка с помощью этой приближенной зависимости (14) рассчитать энергию активации процесса горячей деформации.
Изучение имеющихся экспериментальных данных по горячей обработке показало, что во время установившейся (steady — state) стадии для случая низких напряжений оказывается справедливым степенное соотношение:

где n — температурно независимая постоянная, приблизительно равная 5.
Для установившейся стадии в случае высоких напряжений справедливо экспоненциальное соотношение:

где в — температурно-независимая постоянная.
Эти соотношения подобны тем, которые предложены для установившейся ползучести, т. е. для условий, когда также имеется «балансирующее» соотношение между процессами деформационного упрочнения и динамического разупрочнения.
Такое сходство установившихся условий для ползучести и горячей деформации позволило Селлерсу и Teгарту предложить более общее соотношение, охватывающее широкую область напряжений:

где А, а, n' — температурно независимые постоянные; Q — энергия активации.
При низких напряжениях (ao меньше 0,8) уравнение (17) упрощается и преобразуется в степенную зависимость [уравнение (15)], а при высоких напряжениях (ао больше 1,2) оно превращается в экспоненциальное соотношение (16). Так как постоянные а, в, n' взаимосвязаны: в = an', а и n' можно просто определять экспериментально, ставя опыты для высоких и низких напряжений. Соотношение (17) позволяет получить удовлетворительную корреляцию данных по ползучести и по горячей деформации для ряда металлов и простых (однофазных) сплавов.
Такая универсальность уравнения (17) позволяет однозначно определять величину энергии активации Q. Она должна быть связана со скоростью динамического разупрочнения, так как скольжение, определяющее деформационное упрочнение, осуществляется при энергии активации намного меньшей той, которая получается из анализа экспериментальных данных для разупрочнения.
В одних случаях энергия активации процесса горячей деформации близка к энергии активации самодиффузии (ползучести) и остается постоянной в очень широких пределах изменения скорости деформации. В других случаях видно различие между значениями энергий активации ползучести (самодиффузии) и горячей деформации.
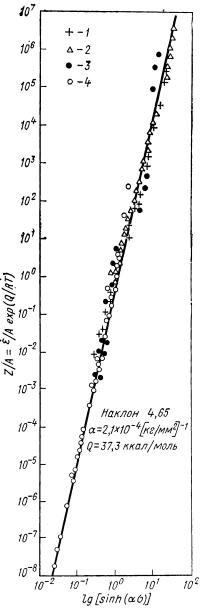
В одних случаях постоянное значение энергии активации, близкое к энергии активации ползучести (самодиффузии), указывает на то, что во всем исследованном интервале скоростей деформации контролирующим процессом является динамическая полигонизация (образование субзерен). В других случаях различные значения энергий активаций ползучести и горячей деформации свидетельствуют о том, что если разупрочняющим процессом во время ползучести является, как известно, аннигиляция части дислокаций и перестройка другой их части по типу полигонизации, то во время горячей обработки (деформации) этим разупрочняющим процессом будет динамическая рекристаллизация. Уравнение (17) можно преобразовать таким образом, чтобы оно содержало температурно-компенсирующий скорость деформации параметр Z:

Если энергия активации оказывается одинаковой для ползучести и для горячей деформации, как, например, в случае алюминия, то этот параметр Z может быть использован для сопоставления данных, полученных в широких пределах изменения скорости деформации (рис. 175). Однако если энергии активации горячей деформации и ползучести разные, то этот параметр можно применять только весьма ограниченно.
Построение кривых напряжение — деформация для условий, близких к условиям горячей обработки металлов, способствует не только пониманию некоторых элементов механизма процесса горячего деформирования, но и для назначения ряда практических режимов обработки различных сталей, используемых в промышленности. Наибольшее распространение получили методы и аппаратура для испытаний на горячее кручение, как наиболее близкие ко многим реальным процессам горячего формоизменения. Кроме того, эксперименты по горячему кручению осуществляются сравнительно просто. При этом можно снять большое число важных характеристик при плавно изменяющихся температуре, степени и скорости деформации.
По этим причинам практические рекомендации чаще всего основываются на экспериментах по горячему кручению, которые к настоящему времени проведены на нелегированных, мало- и высоколегированных сталях общего и специального назначения, в том числе машиностроительных, инструментальных и жаропрочных, главным образом труднодеформируемых. Кроме касательных напряжений, числа скручиваний до заданной деформации или до разрушения и максимального момента предлагается использовать ряд дополнительных характеристик, могущих дать объективное представление о сопротивлении металла или сплава с данной структурой или составом горячему деформированию.
Следует подчеркнуть, что если речь идет о практических рекомендациях, например по горячей прокатке или ковке слитков, то испытанию на горячее кручение, естественно, должны подвергаться литые металлы и сплавы. В частности, оказалось возможным оценить оптимальное расположение зоны транскристаллизации по отношению к направлению прокатки для наиболее успешного горячего формоизменения труднодеформируемых аустенитных и ферритных сталей, влияния у—а-превращения легированных инструментальных и быстрорежущих сталей. При этом использовали комплексную методику испытаний, включающую испытания на горячее сжатие и на горячее растяжение с учетом возникающих текстур.
В случае исследования горячей деформируемости сталей и сплавов, имеющих полиморфные превращения, предлагается проводить их сравнение (например, при различном составе) при так называемой соответственной температуре, равной T1/T2, где T1 — температура опыта, T2 — температура перехода данного сплава в высокотемпературную модификацию.
Проведя такое исследование для углеродистых сталей с различным содержанием углерода (до 1,5%), была установлена связь между максимальной пластичностью (количеством оборотов до разрушения) и видом высокотемпературной части диаграммы состояния системы Fe—С (Перетятько). Температура максимальной пластичности стали в аустенитном состоянии растет с увеличением содержания углерода до перитектической концентрации (-0,2%), а затем снижается при увеличении содержания углерода в стали. Такие кривые температурной зависимости количества оборотов до разрушения от содержания углерода сильно сближаются, если сравнивать характеристики пластичности при соответственных температурах.
Иногда изучение микроструктурных особенностей горячей деформации ряда промышленных сталей (углеродистой, кремнистой электротехнической, а также нержавеющей типа 18-8) проводят методом высокотемпературной металлографии. Из-за низкой разрешающей способности высокотемпературных микроскопов получаемая информация обычно является ограниченной. Однако применяя дополнительные приемы (нанесение сеток или отпечатков на поверхность образцов, использование интерференционных микроскопов, а также методов статистической металлографии), ряд сведений можно считать достоверными, особенно касающиеся неизбежной неоднородности горячей деформации поликристаллических металлов и сплавов (различный вклад деформации внутри зерна и деформации в приграничных объемах). Хотя основной вклад в общую деформацию вносит внутризеренное скольжение, с повышением температуры вклад скольжения в приграничных объемах увеличивается. Для исследованных сталей при 1250—1400°C он достигает критического значения (25—35%) и приводит к хрупкому разрушению (Перетятько). В металлах и сплавах с о. ц. к. решеткой по сравнению со сплавами с г. ц. к. решеткой значительно выше вклад приграничного скольжения в общую деформацию. Хотя в них более интенсивно протекают разупрочняющие процессы в ходе самой горячей деформации, они более склонны к разрушению при горячей обработке.