



Текстура металлов
При изучении геометрии деформации поликристаллических образцов следует учитывать взаимодействие соседних зерен или, как это формально описывают, влияние границ зерен. При деформации без разрушения каждый кристалл в поликристаллическом теле деформируется в соответствии с изменениями, происходящими в соседних кристаллах. Так как отдельные кристаллы имеют различную ориентировку относительно направления деформирующего напряжения, то присутствие даже небольшого (сравнительно с общим количеством) числа неблагоприятно ориентированных кристаллов (в них при данном напряженном состоянии не будет происходить скольжение) существенно уменьшает степень развития деформации в любом кристалле поликристаллического образца.
При значительных деформациях кристаллиты в поликристаллическом теле стремятся принять определенную предпочтительную кристаллографическую ориентировку относительно внешних деформирующих сил; в результате образуется текстура деформации. Слабая текстура улавливается рентгенографически уже при деформации 5—10%; максимальная четкость при 70—90%.
Вид текстуры и степень ее совершенства определяются в первую очередь типом решетки и зависят от структуры, химического состава, характера и схемы деформации.
Текстура характеризуется ее осью — ориентировкой направления — и ее плоскостью — ориентировкой плоскостей скольжения в кристаллах. Так, например, ври волочении или ротационной ковке в проволоке или в прутках образуются преимущественно осевые текстуры — кристаллиты ориентируются определенным кристаллографическим направлением [uvw] вдоль направления протяжки. Текстура после прокатки характеризуется как определенной кристаллографической плоскостью (hkl), которая совпадает с плоскостью прокатки, так и определенным кристаллографическим направленном, параллельным направлению прокатки (см. рис. 26, пример для г. ц. к. решетки).

Практически важное значение текстур определяется том, что они обусловливают анизотропию свойств (рис. 27), обычно нежелательную, но иногда направленно развиваемую (например, для создания оптимальных магнитных свойств трансформаторной стали). Разные механические свойства заготовок одинаковой площади поперечного сечения, но различной формы (круглой, квадратной или прямоугольной — полоса) в ряде случаев могут быть обусловлены различиями в текстурах. Это исследование было проведено на пяти различных алюминиевых сплавах; образцы вырезали в продольном направлении. Было установлено, что пределы упругости и прочности уменьшаются при переходе от круглой заготовки к квадратной и полосовой, а удлинение, наоборот, возрастает. Затем образцы вырезали в трех направлениях: вдоль сечения, по ширине и по высоте полосовой заготовки.
Исследовали металл после прокатки и прессования. В последнем случае прочность была выше, а пластичность ниже. В зависимости от формы заготовки при деформации возникает либо нормальная текстура (круг или квадрат), либо сложная (двойная) текстура (полоса). При прокатке образуется более сложная текстура, чем при прессовании. Чем сложнее получаемая текстура (в данном случае при прокатке полос), тем сильнее ее влияние на механические свойства.
К недостаткам, обусловленным сильной анизотропией, относится продольное «расщепление» сильно волоченной проволоки или более легкое разрушение холоднокатаных листов при их изгибе вдоль направления прокатки по сравнению, с изгибом перпендикулярно этому направлению. В случае глубокой вытяжки, осуществляемой, например, на сильно анизотропном листовом материале, образуются неровные края (рис. 28), а на дне изображенной детали наиболее часто возникают рванины в тех случаях, когда ее края параллельны направлению прокатки.

В ряде случаев можно наметить пути наиболее целесообразного использования текстурованных металлов, учитывая созданную в них определенную кристаллографическую ориентировку. Так, при заданном виде напряженного состояния (задано положение и характер поверхности максимальных касательных напряжений) можно изменить положение текстурованного металла таким образом, чтобы максимально удалить плоскости и направления легчайшего сдвига от поверхности максимальных касательных напряжений. Если задано определенное положение плоскостей и направлений легчайшего сдвига, то следует изменить схему напряженного состояния, т. е. изменить положение и форму поверхности максимальных касательных напряжений.
Когда известны условия работы детали и, следовательно, известны форма и расположение поверхности максимальных касательных напряжений, то можно заранее сказать или опытным путем определить, какая ориентировка кристаллов в детали, изготовленной из текстурованного металла, обеспечивает наибольшую прочность и долговечность.
Подбор текстуры с оптимальной ориентировкой можно произвести: применяя различные виды холодной пластической деформации; используя материалы с различной текстурой; используя при изготовлении детали различные направления в текстурованном материале.
Необходимо отметить, что влияние ориентировок на механические свойства металлов будет тем значительнее, чем ниже симметрия кристаллической решетки, т. е. чем меньше число возможных систем скольжения.
Из рассмотрения рис. 29 следует, что при испытаниях на растяжение прочность прокатанного титана выше прочности волоченного; при испытании на кручение установлена обратная зависимость.
Взаимное расположение эпюр тmax и полюсных фигур для титана приведено на рис. 30. При прокатке плоскость легкого скольжения (1010) устанавливается частично параллельно направлению прокатки и частично под углом 45° к нему. При волочении плоскости призмы располагаются перпендикулярно к оси проволоки.
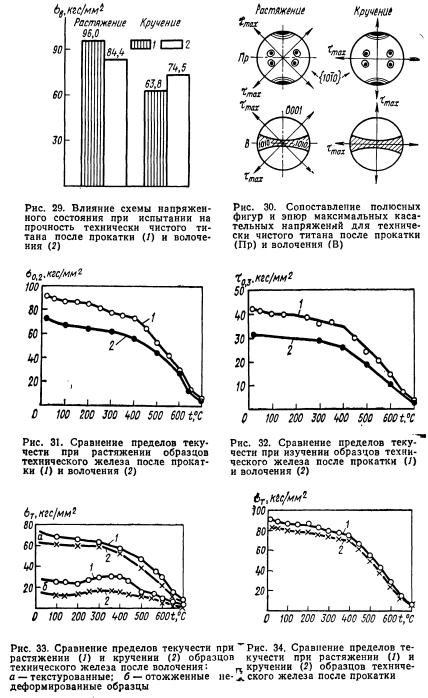
Из сопоставления полюсных фигур и положения поверхностей максимальных касательных напряжений тmax видно, что прокатанный материал должен лучше работать на растяжение, а волоченный на кручение. Сравнительно небольшая разница в значениях свойств объясняется недостаточной степенью текстурованности тирана; последняя для этого металла сильно зависит or содержания примесей, в частности газов.
Для технически чистого железа установлено следующее влияние типа текстуры на прочность при различных видах нагружения (рис. 31—34):
1) пределы текучести волоченных и катаных образцов при испытании на растяжение выше, чем пределы текучести при испытании на кручение;
2) пределы текучести при растяжении и кручении образцов из катаного технически чистого железа выше соответствующих пределов текучести образцов из волоченного материала при одинаковой степени пластической деформации.
Рассмотрение текстуры катаного и волоченного железа показывает, что под углом 45° к направлению вытяжки (т. е. в зоне действия наибольших касательных напряжений) располагается плоскость (100). По этой плоскости происходит интенсивное упрочнение в процессе создания текстуры, и когда эта плоскость вновь совпадает с поверхностью максимальных касательных напряжений при растяжении, наблюдается значительное сопротивление пластической деформации. При кручении поверхность максимальных касательных напряжений не совпадает с поверхностью максимальных касательных напряжений при обработке давлением, и поэтому в плоскости (110) сопротивление пластической деформации меньше, чем при растяжении.
Обычно при испытании отожженных образцов предел текучести при испытании на кручение также оказывается ниже, чем при растяжении (рис. 33). Влияние текстуры можно оценить, если сравнить степень повьsшения предела текучести прокатанных и волоченных образцов, испытанных на растяжение и кручение. Так, при испытании на растяжение предел текучести прокат тайных образцов повысился с 27 до 91 кгс/мм2, или на — 340%, а волоченных до 73 кгс/мм2, или на 270%. При испытании на кручение предел текучести (в отожженном состоянии 14 кгс/мм2) прокатанных образцов повысился до 42 кгс/мм2, или на 300% (при растяжении 340%), волоченных до 31 кгс/мм2, или на 200%. (при растяжении 270%). Таким образом, при испытании текстурованных образцов выявляется влияние способа нагружения для данного типа текстуры.
Текстуры железа после волочения и прокатки очень близки: в обоих случаях вдоль направления вытяжки устанавливается направление [110] или [011] с одним различием — текстура прокатки ограничена тем, что параллельно плоскости прокатки устанавливается плоскость (100) или (112) и редко (111).
Таким образом, в прокатанных образцах технически чистого железа на поверхности, где действуют максимальные касательные напряжения, окажется меньшее количество плоскостей (100), чем у волоченных образцов (особенно, если учесть сложность текстуры прокатанного железа). Это, по-видимому, и определяет увеличение сопротивления начальной пластической деформации в катаных образцах по сравнению с волоченными.
Кристаллическое строение определяет анизотропию ряда важных свойств металлов в связи с разницей в ретикулярной плотности упаковки атомов по плоскостям и направлениям решетки и с различными расстояниями между плоскостями. В «чистом» виде эта анизотропия проявляется при исследовании монокристаллов. В поликристаллических телах из-за присутствия различно ориентированных кристаллитов эта анизотропия сглаживается (хотя она и существует в каждом отдельном кристаллите, имеющем свою кристаллографическую ориентировку). Текстурованные поликристаллические материалы интересны тем, что они приближаются, в частности, по анизотропии свойств к монокристаллам, отличаясь вместе с тем от последних наличием границ. Это приближение тем больше, чем совершеннее текстура. Поэтому изучение текстурованных металлов и сплавов имеет не только практическое, но и большое теоретическое значение.