



Обрабатываемость аустенитных нержавеющих сталей
Аустенитные нержавеющие стали обычно принято считать более трудными для механической обработки, чем углеродистые или низколегированные стали. Они очень прочно соединяются с инструментом при резании, и это соединение носит более очевидный характер, чем при резании других сталей, так как стружка более часто остается налипшей на инструменте после обработки. Когда стружка отрывается, она может уносить вместе с собой частицы материала инструмента, особенно при обработке твердыми сплавами, что приводит к плохой и нестабильной работе инструмента.
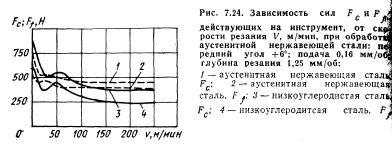
Силы резания незначительно отличаются от сил резания при обработке нормализованной низкоуглеродистой стали (рис. 7.24). Температурное поле в инструменте имеет тот же общий вид, что и при обработке других сталей (менее нагретая зона — вблизи режущей кромки). Скорость резания, необходимая для достижения определенной температуры, значительно ниже, чем при обработке среднеуглеродистой стали. Нарост образуется в диапазоне скоростей резания несколько меньшем, чем при обработке углеродистой стали и имеет другой вид, скорее напоминающий увеличенную зону пластического течения (рис. 7.25). Образование лунки износа за счет срезания инструментального материала в нагретой зоне происходит при обработке инструментами из быстрорежущей стали с меньшей скоростью резания, чем при обработке среднеуглеродистой стали. Возникающие при резании довольно высокие температуры ограничивают скорость съема металла, и при подаче 0,25 мм/об скорость резания инструментами из быстрорежущей стали обычно меньше 25—30 м/мин. Износ задней поверхности при обработке аустенитной нержавеющей стали инструментами из быстрорежущей стали или твердого сплава характеризуется равномерной и гладкой площадкой износа; причем износ монотонно увеличивается с повышением скорости резания Ряд скоростей резания и подач для твердосплавного инструмента приведен на карте обрабатываемости (рис. 7.26).

Аустенитные. нержавеющие стали подвергаются значительному механическому упрочнению, и особые проблемы возникают при обработке упрочненных поверхностей, оставшихся после предыдущих проходов достаточно изношенным инструментом. Применение острозаточенных инструментов и умеренно высоких скоростей резания — вот две рекомендации для предупреждения повреждения инструментов вследствие механического упрочнения обрабатываемой поверхности.
Автоматные аустенитные нержавеющие стали предназначены для увеличения стойкости инструмента, повышения скорости съема металла и для облегчения выполнения сложных операций механической обработки. Улучшенная обрабатываемость сталей с большим содержанием серы и автоматной ферритной стали связана с пластическими деформациями сульфидов в зоне пластического течения. Применение автоматных нержавеющих сталей ограничено вследствие того, что введение большого количества сульфидных включений уменьшает их коррозионную стойкость в определенных технологических условиях. Возможными добавками для улучшения обрабатываемости является также селен, образующий частицы селенидов, которые ведут себя подобно сульфидам во время механической обработки. Присутствие в стали селенидов предпочтительнее вследствие того, что они в меньшей степени уменьшают ее коррозионную стойкость.
