



Структура и состав инструментальных материалов
Чтобы объяснить столь значительное улучшение характеристик, необходимо вначале рассмотреть структуру инструментальных сталей. Очень высокая твердость инструментальных сталей является результатом термической обработки, приводящей к такому расположению атомов в структуре, которое характерно для мартенситной структуры. При мартенситной структуре атомы железа не могут свободно перемещаться вследствие такого расположения атомов углерода, при котором атомы железа смещаются из их нормального положения и блокируются в очень жесткую неравновесную структуру. Это достигается за счет мгновенного или очень быстрого охлаждения от температуры свыше 730° С. Несмотря на то, что структура по существу неравновесная, твердость мартенсита не меняется заметно при комнатной температуре даже по прошествии сотен лет. Если закаленная углеродистая сталь отпускается при низкой температуре такой, как 200° С, атомы углерода начинают смещаться из своего неравновесного положения, сталь претерпевает ряд превращений, теряет твердость и прочность, однако увеличивает пластичность. Кривая отпуска для углеродистой стали приведена на рис. 6.1. Значения твердости приведены при комнатной температуре после повторного нагрева в течение 30 мин до температуры 600° С. Инструментальная сталь разупрочняется, и высокая твердость может быть восстановлена только за счет быстрого охлаждения от температуры около 750° С. Если температуру, с которой начинается охлаждение, поднять выше 750° С, то дальнейшее повышение твердости не отмечается, а размеры зерен увеличиваются и сталь становится хрупкой — режущая кромка инструмента легко разрушается при ударной нагрузке. При полностью закаленном состоянии углеродистая инструментальная сталь имеет максимальную твердость, равную примерно 950 HV. Мартенситная структура, видимая в оптический микроскоп, приведена на рис. 6.2, а.
Типичный состав современной углеродистой инструментальной и быстрорежущей стали приведен ниже (%).

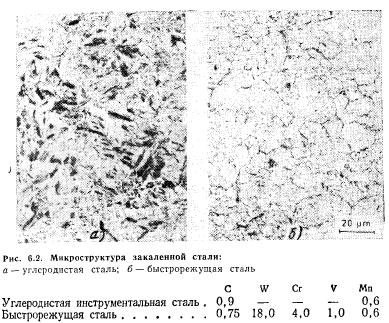
Такая быстрорежущая сталь после полной термической обработки имеет твердость 850 HV — значительно ниже, чем многие углеродистые стали. Микрофотография структуры, матрица которой состоит из мартенсита, приведена на рис. 6.2, б. Легирующие элементы — вольфрам и ванадий способны соединяться с углеродом и образовывать очень прочные карбиды состава Fe3W3C и V4C3. Карбид вольфрама представлен в структуре на рис. 6.2, б в виде округлых белых частиц размером несколько микрон в поперечнике. Дисперсные частицы карбидов играют важную роль при термообработке. При повышении температуры частицы карбидов растворяются, вольфрам, ванадий и углерод переходят в раствор железа, но вплоть до температуры плавления некоторые из этих частиц остаются нерастворенными, и их присутствие препятствует росту зерен. По этой причине быстрорежущая сталь может быть нагрета до температуры 1290° С без образования крупных зерен и появления хрупкости.
Частицы карбидов имеют более высокую твердость, чем мартенситная матрица, в которой они удерживаются:
Fe3W3C — 1150 НV; V4C3 — 2000 HV. Однако частицы карбидов составляют только около 10—15% объема структуры и оказывают незначительное влияние на свойства и характеристики инструментов. Наиболее существенную роль в обеспечении выдающихся свойств быстрорежущей стали играют образующиеся во время отпуска частицы карбида, размер которых составляет одну тысячную от размера частиц, приведенных на рис. 6.2, б. Характерная кривая отпуска быстрорежущей стали приведена на рис. 6.1. Вначале, аналогично углеродистой стали, твердость начинает уменьшаться, но при температуре около 400° С она снова начинает увеличиваться, и после отпуска при температуре между 500 и 600° С твердость часто выше, чем перед отпуском. При последующем увеличении температуры отпуска твердость быстро падает. Вторичное твердение после отпуска при температуре около 560° С вызвано образованием в мартенсите чрезвычайно малых частиц карбидов. Большая часть вольфрама и ванадия, растворенная в железе при высокотемпературной закалке, удерживается в растворе во время охлаждения до комнатной температуры. При повторном нагреве до температуры 400—600° С происходит частичный распад твердого раствора и выделение во всей структуре очень большого количества частиц карбидов размером менее 0,01 мкм в поперечнике. До температуры 560° С частицы остаются устойчивыми в течение многих часов, повышая твердость стали и препятствуя скольжению между слоями атомов железа. Однако при более высокой температуре, в частности свыше 650° С, частицы быстро растут и теряют свою способность повышать твердость стальной матрицы. Твердость может быть восстановлена только за счет повторения всего цикла термообработки.
Структурные превращения в быстрорежущей стали, являющиеся причиной вторичного твердения, были поняты только в последние годы, и до сих пор ведется дискуссия о точном составе и структуре высокодисперсионных частиц. Эти частицы настолько малы, что их нельзя увидеть в оптический микроскоп, и такое состояние продолжалось до тех пор, пока не была разработана усовершенствованная методика с применением электронного микроскопа, позволившего рассмотреть очень существенные превращения.

Типичный химический состав и твердость 15 марок быстрорежущей стали, классифицированной в Британских технических условиях 4659:1971, приведены в табл. 6.1. Свойства всех этих марок сталей определяются упрочненной за счет дисперсионного твердения мартенситной структуры, образовавшейся в результате высокотемпературной закалки с последующим отпуском при температуре в диапазоне 520—570° С. Твердость этих сталей снижается при более продолжительном нагреве до более высокой температуры, и никакие усовершенствования до настоящего времени не привели к существенному расширению температурного интервала, в котором сохраняется твердость. Некоторые марки сталей, а именно ВМ2 и BT1, производятся в больших количествах для инструментов общего назначения, тогда как другие применяются при специальных условиях резания. Краткое изложение влияния каждого легирующего элемента послужит руководством для выбора области применения различных марок стали.
Вольфрам и молибден. Существенным металлическим элементом первых марок быстрорежущих сталей, обусловливающим эффект вторичного твердения, был вольфрам, хотя молибден выполняет те же функции и может быть применен вместо него. Для обеспечения одинаковых свойств требуется равное количество атомов двух элементов, и так как атомный вес молибдена примерно вдвое меньше атомного веса вольфрама, процентное содержание молибдена в стали марки BM обычно вдвое меньше процентного содержания вольфрама в равноценной стали марки ВТ. Термообработка молибденовых сплавов представляет значительно большие трудности, однако проблемы были преодолены, и в настоящее время наиболее распространенными быстрорежущими сталями являются стали, легированные молибденом. Имеются данные, свидетельствующие о их большой механической прочности, а их стоимость обычно значительно ниже.
Углерод. Необходимо обеспечить достаточное количество углерода для соединения с активными карбидообразующими элементами (ванадием, вольфрамом и молибденом). Требуется дополнительное количество углерода, который переходит в раствор при высокой температуре и существенно повышает твердость мартенсита. Очень важным является точный контроль содержания углерода. Наибольшее содержание углерода отмечается в сплавах с большим процентом содержания ванадия.
Хром. Все сплавы содержат от 4 до 5% хрома, основной функцией которого является обеспечение закаливаемости так, что даже те инструменты, которые имели большое поперечное сечение, могут охлаждаться сравнительно медленно, образуя твердую мартенситную структуру по всему сечению.
Ванадий. Все марки стали содержат некоторое количество ванадия. В количестве до 1% его основной функцией является усиление эффекта вторичного твердения и сдерживание роста зерен. Занимающие небольшой объем твердые частицы V4C3 микроскопического размера, являются наиболее твердой составной частью сплава. При содержании ванадия в стали до 5% имеется гораздо большее количество твердых частиц, занимающих не менее 8% объема структуры, что играет существенную роль для сопротивления износу, особенно при обработке материалов, оказывающих абразивное воздействие.
Кобальт. Кобальт присутствует в ряде сплавов в количестве от 5 до 12%. Кобальт способствует повышению температуры, при которой твердость начинает падать. Несмотря на то, что повышение теплостойкости сравнительно небольшое, характеристики инструментов при определенных условиях могут быть значительно улучшены. По-видимому, действие кобальта проявляется в сдерживании роста карбидов, в то время как сам он карбидов в стали не образует.