



Распределение температуры в режущей части инструмента
С помощью металлографического метода было проведено большое количество исследований распределения температуры в режущих инструментах. Были получены результаты, представляющие как теоретический, так и практический интерес, хотя недостаточная работа была проделана для обобщения всех условий резания металлов. Результаты относятся к операции непрерывного точения инструментом, имеющим положительный передний угол, равный 6°, при постоянной глубине резания (1,25 мм). Распределение температуры в инструментах, применяющихся для обработки деталей из разных материалов, рассматривается в связи с обрабатываемостью далее. Здесь рассматривается влияние ряда параметров на основе серии испытаний с деталями из одного материала — стали высокой чистоты с очень низким содержанием углерода (0,04%).

Сечения инструментов, применявшихся для обработки этой стали с подачей 0,25 мм/об, скоростью резания 91—213 м/мин в течение 30 с, приведены на рис. 5.6. Максимальная температура на передней поверхности инструмента повысилась с увеличением скорости резания, тогда как положение точки максимальной температуры оставалось постоянным. Даже при максимальной скорости холодная зона (ниже 650° С) находилась на расстоянии 0,2 мм от режущей кромки, в то время как максимальная температура (примерно 1000° С) на расстоянии немногим больше 1 мм от кромки. Это свидетельствует об очень высоких температурах и очень больших градиентах температуры на передней поверхности инструмента, когда источником нагрева является тонкая зона пластического течения на контактной поверхности. Как было рассмотрено, в условиях схватывания зоны пластического течения металла с поверхностью инструмента не создаются препятствия для отвода тепла, и температура на передней поверхности инструмента фактически такая же, как и в зоне пластического течения в любом месте на поверхности раздела. Температура в зоне пластического течения на расстоянии нескольких мкм от поверхности раздела может быть несколько выше.
Холодная кромка режущего инструмента имеет очень важное значение, позволяя инструменту выдерживать нормальные напряжения сжатия на передней поверхности. He существует экспериментальных методов измерения распределения напряжений в условиях проведения данных испытаний, однако общий характер распределения напряжений с максимумом на режущей кромке рассматривался ранее. Максимальные напряжения сжатия приложены к той части инструмента, которая остается сравнительно холодной при условиях проведения данных испытаний (рис. 5.7).

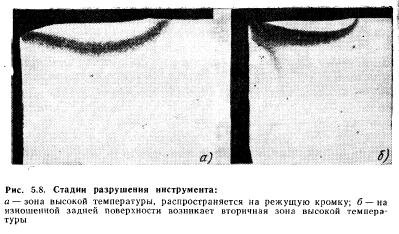
Тепловой поток должен распространяться от точки максимального нагрева в направлении режущей кромки, однако эта зона охлаждается непрерывно поступающим новым обрабатываемым материалом. В этой серии испытаний, когда скорость резания превышала 213 м/мин, зона максимального нагрева приближалась к режущей кромке и происходило повреждение инструмента — материал инструмента возле режущей кромки деформировался и разрушался. По мере деформации инструмента (рис. 5.8,а) задний угол возле режущей кромки уменьшался и контакт происходил между инструментом и заготовкой вдоль задней поверхности, образуя новый источник теплоты (рис. 5.8,б). На задней поверхности быстро возникает очень высокая температура, происходит нагрев инструмента со стороны передней и задней поверхностей, за которым следует внезапное и катастрофическое разрушение инструмента.
Вследствие износа задняя поверхность режущих инструментов становится более или менее плоской — появляется площадка износа, что приводит к уменьшению заднего угла. Это может стать дополнительным источником нагрева, вызывающим катастрофическое разрушение, если допустить значительное увеличение площадки износа. Часто можно встретить рекомендации о необходимости переточки или замены инструмента, когда размер площадки износа достигает некоторой максимальной величины, например 0,75 или 1,5 мм.
При обработке низкоуглеродистой стали градиент температуры устанавливается очень быстро. Градиенты температуры после 30 с обработки показаны на рис. 5.6, причем они незначительно отличаются от градиентов температуры при уменьшении времени обработки до 10 с. Необходимо дальнейшее проведение экспериментальных работ по определению температур за очень короткое время, как, например, при фрезеровании.
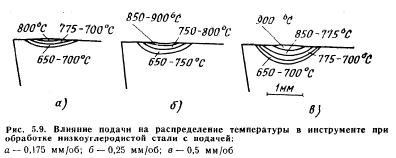
Очень мало проведено исследований по определению влияния подачи на градиенты температур. Температурное поле в инструментах для обработки одной и той же низкоуглеродистой стали при трех различных скоростях подач 0,125, 0,25 и 0,5 мм/об приведено на рис. 5.9. Максимальная температура повышалась с увеличением скорости подачи при любой скорости резания. Влияние скорости резания совместно со скоростью подачи на градиенты температуры показано на рис. 5.10, где представлены изменения температуры на передней поверхности резца, связанные с изменением расстояния от режущей кромки для трех различных скоростей резания при одной подаче и для трех значений подач при одной скорости резания.

Основное влияние увеличения подачи сказывается на увеличении длины контакта и расширении нагретой зоны от режущей кромки и в глубину под переднюю поверхность, сопровождаемых повышением максимальной температуры. При увеличении подачи также увеличивается тепловой поток в обратном направлении к режущей кромке, и этот обратный поток приводит к постепенному повышению температуры режущей кромки. Однако при удвоении величины подачи отмечено только сравнительно небольшое изменение расстояния от режущей кромки до точки максимальной температуры и незначительное повышение температуры вблизи режущей кромки. С увеличением подачи зона высоких напряжений, возникающих возле режущей кромки, должна распространяться дальше от нее, и это совместно с незначительным повышением температуры режущей кромки ограничивает максимальную величину подачи. Чтобы понять поведение инструмента, следует рассмотреть трехмерное распределение температуры. Это поясняется на рис. 5.5, на котором приведено температурное поле на передней поверхности инструмента, применяемого для обработки той же самой стали. Можно видеть, что зона низкой температуры проходит вдоль всей главной режущей кромки, включая радиус вершины. Светлая площадка в центре нагретой зоны (рис. 5.5, а) представляет собой участок, нагретый до температуры свыше 900° С, в то время как четко очерченная темная площадка, проходящая от вспомогательной задней поверхности, представляет собой слой материала детали, заполнивший лунку на поверхности инструмента. Зона высокой температуры смещена от середины стружки в направлении вспомогательной задней поверхности. Это происходит вследствие того, что инструмент действует как сток теплового потока, в который подводится тепло из зоны пластического течения. Более высокие температуры возникают на вспомогательной задней поверхности вследствие отсутствия стока теплового потока в этой зоне. При конструкции инструмента, используемого для этих испытаний, единственной доступной для наблюдения поверхностью инструмента, которая нагревалась докрасна, была вспомогательная задняя поверхность непосредственно за радиусом вершины. Разрушение инструмента началось с этого места, так как напряжения сжатия были выше там, где металл был ослаблен из-за нагрева до 900° С.
Таким образом, на распределение температуры влияет геометрия инструмента, например передний угол, угол между главной и вспомогательной задней поверхностью или радиус вершины. Знание распределения температуры поможет создавать более рациональные конструкции инструментов, и это представляет собой область, требующую дальнейших исследований. Хотя уровень современных знаний недостаточен для определения градиентов температуры в зоне пластического течения, в тех случаях когда распределение температуры может быть установлено экспериментально для нескольких точек, значения температуры в инструментах различной формы и теплопроводность могут послужить основой для математического решения задачи о тепловом потоке.
Температурные поля в инструментах, предназначенных для обработки низкоуглеродистой стали (режущая кромка холодная, а высокотемпературная зона расположена на значительном удалении от нее на передней поверхности), такие же, как и в инструментах для обработки многих других сталей, включая и углеродистые, и аустенитные коррозионно-стойкие стали. Наличие легирующих элементов оказывает большое влияние на скорость резания при любой температуре. Такое распределение температуры не является, однако, общим для всех процессов резания металлов.