



Процесс стружкообразования
При проведении экспериментальных работ средняя толщина стружки может быть получена измерением длины l и массы W элемента стружки. Средняя толщина стружки

где р — плотность материала заготовки (предполагается неизменной в процессе стружкообразования); w — ширина стружки (глубина резания).
Средняя толщина стружки является наиболее важным параметром. Практически толщина стружки никогда не бывает меньше величины подачи, которая при прямоугольном резании равна толщине t1 срезаемого слоя. Толщина стружки не ограничена инструментом и для многих пластичных материалов может превышать подачу в 5 раз и более. Коэффициент утолщения стружки t2/t1 геометрически связан с передним углом резца и углом сдвига Ф. Последний представляет собой угол между направлением перемещения заготовки OA и условной плоскостью сдвига OD, проведенной от кромки резца до места, где стружка сходит с поверхности заготовки. Для упрощения анализа принимают, что срезаемый слой превращается в стружку в процессе сдвига вдоль плоскости сдвига. В действительности процесс деформации происходит в зоне, близкой к плоскости сдвига. Угол сдвига определяется из следующего уравнения по экспериментальным значениям t1 и t2:

Если передний угол а равен нулю, то

Стружка сходит со скоростью vc, которая связана со скоростью резания v и коэффициентом утолщения стружки следующей зависимостью:

Если коэффициент утолщения стружки велик, то угол сдвига мал и стружка сходит медленно, тогда как большой угол сдвига соответствует тонкой стружке, сходящей с большой скоростью.
По мере того как произвольный объем металла, например klmn, проходит зону стружкообразования, он пластически деформируется, приобретая новую форму pqrs. Было показано, что величина пластической деформации (относительный сдвиг у) связана с углом сдвига Ф и передним углом а, следующим выражением:

Понятие относительного сдвига и величин, в которых он измеряется, приведены на графике рис. 3.4. Относительный сдвиг, равный 1 (у=1), соответствует единичному смещению одной грани элементарного куба. На рис. 3.4 приведена зависимость относительного сдвига при резании от угла сдвига для трех значений переднего угла. Для любого значения переднего угла существует минимум деформации, когда средняя толщина стружки равна подаче (t2=t1). Для нулевого переднего угла это происходит при Ф=45°. Изменение формы элементарного куба после прохождения им плоскости сдвига при различных значениях угла сдвига приведено на рис. 3.4 для резца с нулевым передним углом. Наличие минимума деформации при Ф=45° очевидно из изменения формы элементарного куба.
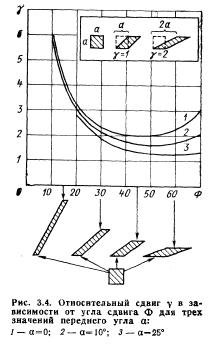
Для нулевого переднего угла минимальный относительный сдвиг равен 2. С увеличением переднего угла минимальный относительный сдвиг уменьшается, и для очень большого переднего угла деформации при стружкообразовании становятся очень малыми. На практике оптимальное значение переднего угла определяется экспериментально; слишком большой передний угол ослабляет режущую часть инструмента и приводит к поломкам. На практике редко можно встретить передний угол больше 30°, причем в последние годы имеется тенденция к уменьшению переднего угла для упрочнения режущей части инструментов и обеспечения возможности применения более твердых и менее вязких инструментальных материалов. Таким образом, даже при самых благоприятных условиях резания процесс стружкообразования протекает с очень большими пластическими деформациями, приводящими к значительному наклепу поверхностного слоя детали и его структурным превращениям. Поэтому не удивительно, что недостаточно пластичные металлы и сплавы периодически разрушаются по плоскости сдвига.