



Методы и средства измерения износа инструмента
Визуальный контроль внешнего вида инструмента производят путем его систематического тщательного осмотра невооруженным глазом или с помощью луны, имеющей 5—12-кратное увеличение. При этом у армированных пил внимательно обследуется как корпус инструмента, так и его режущие элементы. В процессе визуального контроля могут быть выявлены различные дефекты инструмента, появившиеся в процессе его эксплуатации, — раковины и выкрошивания на поверхности режущих элементов, отрыв от корпуса отдельных элементов, трещины и короблении на корпусе и др. Перечисленные дефекты могут являться следствием как невысокого качества изготовления инструмента, так и нарушения правил его эксплуатации.
Если величина этих дефектов превышает допускаемые значения, регламентируемые соответствующими правилами эксплуатации инструмента, то инструмент должен быть заменен.
В процессе визуального контроля внешнего вида инструмента большое внимание уделяется анализу формы его рабочей части, которая постоянно изменяется в процессе изнашивания. Для армированного инструмента (в частности, дисковых и штрипсовых алмазных пил) необходимо тщательно контролировать форму сечения рабочих элементов. При аномальных формах износа элементов армированный инструмент подлежит замене.
Другая важная сторона визуального контроля армированного инструмента — оценка состояния рабочей поверхности режущих элементов. Так, у твердосплавных элементов (резцов) в процессе работы интенсивно изнашиваются углы с образованием радиусов затупления на задней грани резцов. При ширине площадки затупления более 1 мм инструмент подвергают перезаточке.
Затупление (засаливание) алмазных режущих элементов сравнительно легко обнаруживается при визуальном контроле их рабочей поверхности: если у нормально обнаженного инструмента ясно видны хорошо вскрытые зерна алмаза с острыми гранями, отчетливо выступающие из связки, то у засалившегося инструмента зашлифованные алмазные зерна слабо выступают из связки и едва различимы на ее фоне. Алмазные пилы с засалившейся поверхностью рабочих элементов должны быть подвергнуты правке.
Измерение износа рабочего инструмента осуществляется. как правило, для последующего расчета удельного расхода инструмента для сопоставления этого показателя с нормативным. Обычно удельный расход выражают в единицах массы, отнесенной на единицу поверхности распила. В производственных их условиях, однако, значительно проще оценить износ инструмента измерением потерн его линейных размеров (с последующим пересчетом на массу). Учитывая, что линейный износ большинства видов инструмента по высоте протекает значительно быстрее, чем по ширине (ввиду того, что периферийные трапп режущих элементов нагружены в большей степени, чем торцевые), для оценки взноса инструмента обычно замеряют потерю его линейного размера по высоте.
При измерении износа камнеобрабатывающего инструмента пользуются широким ассортиментом измерительных средств: штангенинструментами, микрометрическими приборами и индикаторными инструментами.
В группе штангенинструментов наиболее приемлемы для замера износа пил штангенциркули и штангенглубиномеры.
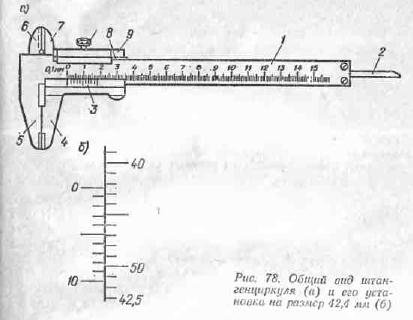
Штангенциркули выпускают нескольких типов (рис. 78): ШЦ-I — двусторонние с глубиномером, ШЦ-II — двусторонние, ШД-III — односторонние.
Штангенциркуль состоит из штанги 1 с миллиметровой шкалой, губок штанги 6 и 5, рамки 9, губок рамки 7 и 4, нониуса 3, зажима рамки 8 и глубиномера 2. Топность измерения штангенциркулем определяется шкалой нониуса, которым может иметь величину отсчета 0,1; 0,05 и 0,02 мм.
Штангенглубиномер состоит из основания, штанги с миллиметровой шкалой и нониуса.
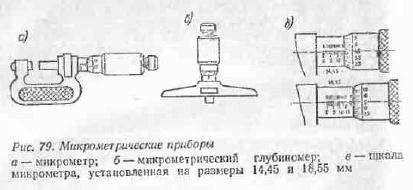
К микрометрическим приборам (рис. 79) относятся микрометры и глубиномеры, измерительным элементом у которых служит микрометрическая головка с вмонтированным в ней микрометрическим винтом с прецизионной резьбой, перемещающимся в стебле, который со встроенной гайкой запрессован в корпус прибора. Co стеблем соединен барабан, на конической части которого нанесено, как правило, 50 делений.
Индикаторными инструментами (рис. 80) служат измерительные головки (индикаторы часового типа, рычажно-зубчатый, многооборотный, головка рычажно-зубчатая и т. д.), индикаторные глубиномеры, скобы с отсчетными устройствами и др.

Большинство измерительных головок конструктивно представляет собой корпус со шкалой и вмонтированным в него передаточно-измерительным (зубчатым или рычажно-зубчатым) механизмом.
В нижнюю часть корпуса встроена втулка — направляющая, в которой перемещается измерительный стержень с наконечником. Стержень кинематически связан через передаточный механизм со стрелкой — указателем шкалы.
Измерительные головки применяют в качестве отсчетных устройств в универсальных измерительных приборах и специализированном инструменте, который может использоваться при определении износа пил (индикаторные глубиномеры, скобы с отсчетным устройством и др.).
Использование того или иного средства измерения зависит от вида контролируемого камнеобрабатывающего инстpyмента.
У неармированного инструмента износ протекает весьма быстро, поэтому для его замера обычно пользуются наименее точными измерительными средствами, получая при этом вполне удовлетворительный результат. Так, износ канатной неармированной пилы определяют, измеряя ее диаметр посредством штангенциркуля (типа ШЦ-I и др.). Абсолютный износ пилы АIк, мм, равен разности се диаметров, замеренных соответственно до пиления (D1) и после (D2):

Удельный расход канатной неармированной плиты q, кг/м2, может быть рассчитан по формуле
Нормальные значения удельного расхода канатных неармированных пил при распиловке мрамора — 1,6—2,5, гранита — 5—8 кг/м2.
Линейный износ (по высоте) штрипсовой неармированной пилы можно с достаточной для последующих расчетов точностью измерить простейшими средствами; штангенциркулем и даже обычной масштабной линейкой. Замер производят в центральной части пилы, где износ достигает максимальных значений. Абсолютный линейный износ AIш штрипсовой неармированной пилы (по вертикали) равен разности ее высот в центральной части, измеренных соответственно до пиления (H1) и после (H2).

Считается, что износ штрипсовой неармированной пилы в процессе распиловки протекает нормально, если соотношение между его абсолютным линейным износом АIш и высотой образованного пропила в камне (граните) находится в пределах от 1/12 до 1/26 (в зависимости or характера распиливаемого камня). При распиловке однородных гранитов AIш прямо пропорционален высотe образованного пропила.
Удельный расход штрипсовой неармированной пилы q, кг/м2 рассчитывают по формуле
Средний удельный расход таких пил составляет 2,6 кг на 1м2 поверхности пропилов и 5,7 кг на 1 м2 готовой продукции. В зависимости от обрабатываемости гранита значения удельного расхода пил колеблются в пределах 1,8—5 кг на 1 м2 поверхности пропилов.
Определение износа армированного инструмента требует использования средств измерения повышенной точности. Это относится прежде всего к алмазным пилам, износ которых протекает крайне медленно в связи с их высокой стойкостью. Поэтому для замера линейного износа алмазных элементов такого инструмента предпочтительно использовать мерительные средства, обеспечивающие точность не ниже 0,005 мм.
Для контроля постоянства измерений и проверки правильности установки мерительного прибора на неизнашивающейся части инструмента необходимо иметь базовые или контрольные площадки в виде отверстий, вьючек или штифтов на корпусе пилы. У штрипсовых и ленточных алмазных пил такими базовыми площадками могут служить участки периферийных граней корнусa, у дисковых пил — дно межсегментных пазов, отверстия в корпусе и т.д.
Для уменьшения ошибок при линейном измерении износа необходимо стремиться к повышению точности и жесткости приспособлений, используемых в измерительных приборах, к надежным базированию и фиксации инструмента и производить оценку износа алмазных пил за относительно большой период их работы, чтобы высота изношенного слоя была достаточно велика по сравнению с возможными ошибками измерений.
Для оценки лилейного износа (по высоте) алмазных элементов штрипсовых к ленточных пил наиболее приемлемы следующие виды мерительного инструмента: микрометры (типов MK-100, МК-125, МК-150, МК-175, МК-200 и др.), микрометрические глубиномеры (типа FM-100 и др.), индикаторные глубиномеры, индикаторные скобы и различные специальные виды мерительных приборов, оснащенные индикаторами. Нa рис. 81, а показана специализированная индикаторная скоба для замера износа штрипсовых и ленточных алмазных пил, представляющая собой комбинацию штангенглубинномера с индикатором часового типа или многооборотным. Свободный конец штанги глубиномера 1 имеет опорный выступ 5, контактирующий с рабочей поверхностью алмазного элемента пилы при проведении замера.

Скобу данного типа несложно изготовить в условиях механических мастерских камнеобрабатывающего предприятия, используя стандартные мерительные средства.
При замере износа с помощью этого прибора скобу прикладывают к алмазной пиле таким образом, чтобы опорный выступ 5 плотно соприкасался с рабочей поверхностью алмазного элемента, после чего прижимают губки (основание) 4 к наружной периферийной грани корпуса пилы, являющейся в данном случае базовой площадкой измерения. Отсчет производят по нониусу 3 и шкале индикатора 2. Миллиметровой шкалой штанги 1 пользуются только в тех случаях, когда по каким-либо причинам возникает необходимость измерить абсолютную высоту алмазных элементов. При замере указанной скобой износа на распиловочных станках с большим количеством пил измеряющему удобнее находиться над пилами, для чего пильную раму опускают в нижнее положение (преимущество такого замера — лучшая освещенность инструмента). Если по условиям измерений удобнее производить их снизу пильного постава, можно пользоваться тон же индикаторной скобой, но в иной модификации, у которой губки 4 и опорный выступ 5 меняются местами.
Другой конструктивный тип индикаторной скобы, используемый для замера износа штрипсовых и ленточных алмазных пил, приведен на рис. 81,б. Данный прибор состоит из собственно скобы-основания и индикатора (часового типа или многооборотного). Эта скоба конструктивно проще и также может быть изготовлена собственными силами предприятия, однако она обеспечивает меньшую точность измерения. При замере износа скобу прикладывают к пиле снизу таким образом, чтобы опорные ножки основания были прижаты к внутренней периферийной грани корпуса пилы, являющейся базовой площадкой, а наконечник индикатора находился бы в контакте с центральной частью алмазного элемента, Отсчет производят по шкале индикатора.
Торцевой износ алмазных элементов штрипсовых пил контролируют обычно для своевременного обнаружения их аномального асимметричного износа, который может привести к сокращению до нуля бокового вылета элементов относительно корпуса пилы, в результате чего инструмент теряет работоспособность еще до полного износа режущих элементов.

Наиболее приемлемы для замера торцевого износа микрометры типа МK-25, индикаторные скобы типа CИ-50, специальные индикаторные скобы. Измерение торцевого износа алмазных элементов с помощью микрометра показано на рис. 82,б. При замере торцевого износа специальной индикаторной скобой (рис. 82,а) за базовую площадку принимают торцевую грянь корпуса пилы. Корпус скобы прижимают и этой грани, а наконечник индикатора — к торцу алмазного элемента, производя отсчет по шкале индикатора. В этом случае, очевидно, торцевой износ замеряют не по сокращению всей ширины (толщины) алмазного элемента, а по уменьшению его бокового вылета относительно корпуса пилы.
Для замера линейного износа (по высоте) алмазных дисковых пил используют микрометрические и индикаторные глубиномеры (типов ГМ-100, ГИ-100 и др.), стандартные и специальные индикаторные скобы. Наиболее предпочтительно пользоваться для этого разнообразными индикаторными скобами, в частности и теми, которыми измеряют износ штрипсовых алмазных пил. В этом случае базовыми площадками служит дно межсегментных пазов, расположенных по обе стропы от измеряемого алмазного сегмента. Более точный результат измерения обеспечивают скобы, у которых в качестве базовых площадок используют отверстия, предварительно засверленные в корпусе дисковой пилы.
Торцевой износ алмазных элементов дисковых пил измеряют темп же средствами, что и у штрипсовых и ленточных пил.
Износ режущих элементов канатных армированных пил (алмазных и твердосплавных) определяют замером наружного диаметра элементов микрометрами типа MK-25 (рис. 83), индикаторными скобами типа СИ-50 и другим специальным инструментом.

Необходимо иметь в виду, что правильная оценка износа алмазного инструмента, армированного большим числом рабочих элементов (штрипсовые, ленточные, дисковые и канатные пилы), может быть получена только при достаточно большом числе измерений, особенно при эксплуатации инструмента на многопильных стайках. Это объясняется неравномерностью износа алмазных элементов пил (как по длине инструмента, так и по отдельным его экземплярам, входящим в комплект пильного постава), что связано с неоднородностью свойств распиливаемого камня, разным объемом работы, выполняемым различными алмазными элементами, а иногда и с неоднородностью самих алмазных элементов ввиду погрешностей при их изготовлении. Для получения объективных данных износа такого инструмента необходимо осуществлять в производственных условиях множественные замеры линейного износа рабочих элементов. Нa многопильных станках износ необходимо замерять не менее чем у 30 % общего числа пил. В свою очередь, у каждой такой пили число замеряемых рабочих элементов должно составлять не менее 20 % общего количества элементов пилы (обычно интервал между соседними замеряемыми элементами составляет 3—4 элемента). Пилы постава должны быть пронумерованы в определенной последовательности, а алмазные элементы, являющиеся начальными при замере износа, — промаркированы таким образом, чтобы исключить возможность ошибки при повторных замерах. Результаты замеров износа алмазного инструмента фиксируются в специальном журнале.
Абсолютный линейный износ по высоте (в мм) каждого алмазного элемента пилы (штрипсовой, ленточной или дисковой) Ai=h1—h2, где h1 и h2 — высота алмазоносного слоя Tipn первом и втором замерах, мм.
Среднеарифметический линейный износ алмазной пилы AIa, мм, рассчитывают по формуле

Удельный расход алмазов q, карат/м3, рассчитывают по формуле

При оценке расхода алмазов у инструмента многопильных станков по значениям удельного расхода, полученного для отдельных пил, рассчитывают среднеарифметический удельный расход для всего пильного постава.
Удельный расход алмазов канатных пил qвк, карат/м2, рассчитывают по формуле
В зависимости от вида распиливаемого камни удельный расход алмазов изменяется в значительных пределах.
Для контроля правильности эксплуатации инструмента сравнивают его фактический удельный расход с нормативным. Следует иметь в виду, что контроль за работой алмазного камнеобрабатывающего инструмента должен производиться с особой тщательностью и вниманием, учитывая высокую стоимость этого инструмента, а также повышенные требования к точности его установки и правильности эксплуатации.
Значительное влияние па расход алмазов и стойкость инструмента, помимо вида распиливаемого камня, оказывает также состояние используемого оборудования, правильность выбранных режимов распиловки, практический опыт распиловщика камня, качество рабочего инструмента, а также соответствие его характеристики условиям применения. Совершенствование техники и технологии распиловки камня ведет к снижению этого показателя и обеспечивает более экономичную работу алмазного инструмента.
Производственный контроль за состоянием камнераспиловочного инструмента в процессе работы позволяет предотвратить или устранить различные аномальные явления, возникающие при эксплуатации пил, и тем самым избежать удорожания процесса распиловки.