



Распиловка камня штрипсовыми неармированными пилами
Pаспиловка камня с помощью неармированных пил (со свободным абразивом) особенно эффективна при обработке высокопрочных пород — гранитов с повышенным содержанием кварца, кварцито-песчаников, кварцитов, роговиков и др., так как использование алмазного инструмента при этом неэкономично из-за повышенного раскола алмазов и значительной энергоемкости. При дробовой распиловке гранита можно получать крупноразмерные плиты малой толщины (до 12—20 мм). Пpoизводительность процесса распиловки на современных широкоставных станках может быть весьма значительной — до 4—5 м2/ч.
При выборе того или иного вида оборудования для конкретных условий распиловки обычно учитывают, что станки с криволинейным движением рaмы наиболее просты и экономичны в эксплуатации, характеризуются незначительной энергоемкостью (в основном в промышленности распространены станки именно этого типа). Наиболее рациональная область их использования — распиловка крупногабаритных ставок на плиты уменьшенной толщины (до 12—15 мм). Станки с прямолинейным движением рамы более производительны, но отличаются повышенными потерями сырья на пропилы и энергоемкостью. Предпочтительно использовать эти станки для распиловки прочных пород на плиты-заготовки повышенной толщины (40 мм и более).
Для распиловки камня штрипсовыми неармированными пилами характерна значительная протяженность рабочего цикла по времени (иногда неделя и более). Это объясняется, с одной стороны, малой скоростью внедрения неармированного инструмента в прочную пород с другой стороны, — значительными габаритами pacпиливаемых ставок. Однако, учитывая, что в процессе распиловки участвует значительнее число, (иногда до 100—120) штрипсовых пил и после каждого цикла распиловки получают большое количество плит-заготовок, в целом производительность труда при выполнении этого процесса достаточно высока.
Длительность рабочего цикла распиловки приводи к тому, что рабочий — распиловщик камня выполняет в течение одной смены ограниченный круг технологических операций (их число может возрасти с увеличением количества обслуживаемых станков).
Примерная структура рабочего цикла процесса распиловки камня неармированными штрипсовыми пилам приведена в табл. 21.
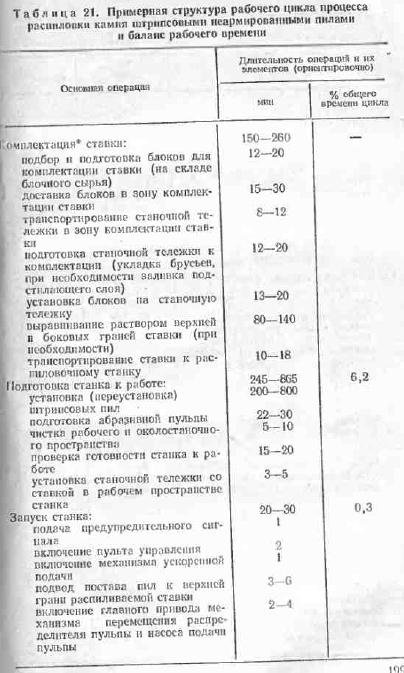


Весь процесс распиловки складывается из девяти oсновных операций: комплектация ставки, подготовка став ка к работе, запуск станка, начало распиловки (запиливание), собственно распиловка (пиление), допиливание, остановка станка, разборка ставки и уборка рабочего и околостаночного пространства. Для повышения коэффициента использования машинного времени станка две операции — комплектацию и разборку ставки — следует осуществлять одновременно с выполнением других операций, используя для этого резервный станочные тележки (эти операции выполняют подсобные рабочие). Поэтому время, затрачиваемое на эти операции, не включают в общее время рабочего цикла.
Комплектация ставки (подбор и установка на станочной тележке блоков, предназначенных для распиловки) — важнейшая подготовительная операция процесса, распиловки, существенно влияющая па его эффективность, поскольку от нее в значительной мере зависят такие важные показатели, как производительность станка, выход пиленых плит-заготовок, качество распиловки, расход режущего инструмента.
Комплектацию ставки начинают обычно с подбора блоков на складе блочного сырья. Если выбранный блок имеет существенные отклонения от требуемых размеров и формы, производят его пассировку с помощью ручных перфораторов, стационарных установок строчечного бурения или термоинструмента. Ставка комплектуется блоками (обычно 1—4 шт.) так, чтобы максимально заполнить рабочие габариты распиловочного станка. Наиболее целесообразные схемы комплектации станок показаны на рис. 67, а варианты типоразмеров блоков применительно к наиболее распространенным моделям распиловочных станков — в табл. 22.


Рекомендуемые схемы комплектации ставок и размеры входящих в них блоков обеспечивают модульность блоков (практически 5—6 типоразмеров на все основные модели распиловочных станков), что позволяет организовать централизованный подбор и пассировку блоков.
При формировании ставок блоки, входящие в ставку, должны подбираться из камня одной породы примерно однаковой обрабатываемости. Допускается комплектация ставки блоками гранита разных месторождений (участков) при условии использования схемы В (см. рис. 67). Блоки, составляющие ставку, должны иметь примерно равную высоту (максимальные отклонения по высоте не более 150 мм) и, по возможности, ровные боковые грани. Установка блоков в ставке должна исключать их взаимное смещение при распиловке. При установке блоков в ставку по схеме B (см. рис. 67) расстояние между блоками не должно превышать 1/2 длины хода пильной рамы станка. В случае, когда верхняя и нижняя грани блока значительно отличаются по площади, блок следует устанавливать на меньшую грань, обеспечивая тем самым отрицательный, угол откоса. При обнаружении трещины блок необходимо ориентировать в ставке таким образом, чтобы плоскость трещины была параллельна плоскостям намечаемых пропилов.
Перед установкой блоков (или одного блока) на дно станочной тележки необходимо уложить в поперечном направлении брусья из твердых пород дерева сечением 300х150 мм с расстоянием между ними примерно 800 мм (рис. 68, а, б).

Подготовленные к комплектации блоки с помощью крана устанавливают на уложенные в станочной тележке брусья, а затем фиксируют в требуемом положении с помощью клиньев длиной 500 мм из древесины твердых пород. Клинья, фиксирующие каждый блок ставки и несущие его массу, должны размещаться на брусьях по углам блока в четырех точках, равномерно воспринимая нагрузку, что проверяется простукиванием зажатых клиньев кувалдой. Недопустимо раскачивание блоков на клиньях, так как это ведет к проседанию блоков в процессе распиловки, ослаблению крепления камня и к браку.
Качество крепления блоков станки значительно повышается при использовании наряду с деревянными брусьями и клиньями "Маяков" из высокопрочного гипca (ТУ МПСМ 31-57), соединяющих основания блоков с брусьями. Примечаниe для этой цели скоб, штырей и других металлических предметов недопустимо, так как они нарушают целостность блоков, мешают их распиловке и могут существенно повредить пилы.
При недостаточно ровной постели (нижней грани) блока ее необходимо замонолитить для обеспечения устойчивости блока при распиловке, используя различные цементирующие составы, например гипсоопилочную или бетонную смесь. Предпочтительно применение гипсоопилочной смеси, позволяющей замоноличивать блоки в ставке за 1—2 ч до начала распиловки. Рекомендуемый состав гипсоопилочной смеси: гипс марки 400 (ТУ МПСМ 31-57), песок и древесные опилки а соотношении 2:1:1. Цементирующий состав заливают в специально устраиваемую деревянную опалубку.
Если верхняя грань блока недостаточно ровна и горизонтальна, то ее заливают выравнивающим слоем гипса для лучшего поступления в пропилы абразивной пульпы во время запиливания (рис. 68, в). При значительных перепадах высот поверхности верхней грани (100 мм и выше) ее выравнивают отдельными участками-cтупенями размером не менее 300 мм, что способствует экономии материало- и трудозатрат.
Целесообразно также выравнивать слоем гипса и бoковые грани блока при значительном их отклонении от прямого угла, т.е. когда ширина блока в верхней части меньше, чем в основании. Это позволяет предупредить брак и увеличить выход пилёных плит-заготовок за счет более полного использования боковых граней блока (сохранение значительного уклона боковых граней может вызвать отклонение плоскости пропила от вертикали и стать причиной брака). Для этих целей используют гипс прочностью 15—40 MПа — высокопрочный (ТУ MПCM 31-57), формовочный (ТУ МПСМ 30-57), высоко-обжиговый гидравлический (ТУ МПСМ 4-44) и отделочный гипсовый цемент (ТУ 5-44).
Высота заливки гипсом обычно 30—50 мм. При механизированной заливке используют емкость объемом 100—200 л, а при ручной — 10—20 л. Расход гипса составляет в среднем 200—400 кг на одну ставку.
После установки блоков, входящих в ставку, станочную тележку транспортируют к распиловочному станку и закатывают в его рабочее пространство, фиксируя те-Лежку с помощью специальных креплений (пильная рама должна быть предварительно поднята в верхнее крайнее положение).
Подготовка станка к работе обычно состоит в установке (переустановке) штрипсовых пил в раме стайка, подготовке абразивной пульпы, чистке рабочего и околостаночного пространства, проверке готовности станка к работе и установке станочной тележки со ставкой в рабочем пространстве станка. Выполнение всех перечисленных операций, однако, необязательно в каждом рабочем цикле процесса распиловки. Так, рабочий инструмент на распиловочный станок обычно устанавливают только в порядке замены изношенных лил. Несмотря на это, при каждой подготовке станка следует проверить правильность установки пил, которая могла быть нарушена в предыдущий период работы станка. Переустановка инструмента на станке может потребоваться, например, при переходе на распиловку плит-заготовок другой толщины.
В состав работ по установке (переустановке) штрипсовых пил входят: доставка (краном или электрокаром) комплекта новых пил, разборка (полная или частичная) изношенных и вышедших из строя пил путем разрезки, их электросваркой, отделения от пил натяжной оснастки (тяг-хомутов и клиньев) и ее очистки от налипшей пульпы и, наконец, монтаж штрипсовых пил в раме станка.
Подготовку абразивной пульпы производят обычно при вводе в эксплуатацию нового станка, при возобновлении эксплуатации станка после значительного перерыва, например после ремонта, или при запуске стайка после очистки и промывки зумпфа (приямка). Использование абразивной пульпы рационального состава позволяет обеспечить наилучшие условия распиловки с максимальной производительностью труда и экономным расходованием материалов.
Истинная плотность пульпы должна быть 1600—1800 кг/м3. Ориентировочное содержание компонентов на 1 м3 пульпы, кг: работоспособная дробь (диаметром 0,4—0,5 мм выше) 80—550, известь гашеная 100—200, шлам 900—1000, вода 500—650.
Техническая дробь, входящая в состав пульпы, может быть марок ДЧЛ, ДЧК, ДСЛ, ДСК, ДСР, ДСЛБ (ГОСТ 1196-5—81Е) номеров 0,8—1,5 (соответственно диаметром 0,7—1,6 мм). При этом для станков с криволинейным движением инструмента, использующих наиболее тонкие пилы (толщиной 3,5—4 мм), применяют дробь номеров 0,8—1 (диаметром 0,7—1,2 мм), а для станков с прямолинейным движением инструмента (толщина пил 6 мм) — дробь номеров 1,2—1,5 (диаметром 1,2—1,6 мм). Хорошее качество распила обеспечивают смеси литой дроби (70—75%) с колотой или рубленой (25—80 %).
Особое внимание следует обращать на необходимость тщательной подготовки дроби. Как правило, на камнеобрабатывающие предприятия поступает абразивная масса значительной крупности (диаметр отдельных зерен и спекшихся кусков-конгломератов в 3—5 раз превышает максимально допустимый). Это требует проведения комплекса специальных подготовительных операций, включающих предварительный рассев дроби, дробление ее в валколой дробилке (например, модели ГД200х125) и сортировку на грохоте ГВ-06. Хранят дробь в цилиндрических силосных емкостях-банках, добавляя в нее незначительное количество дизельного топлива или другой аналогичной смазочной жидкости для предотвращения слеживания абразивной массы.
Использование гашеной извести и составе абразивной пульпы не обязательно, тем не менее этот компонент в процессе распиловки обесточивает требуемое сгущение пульпы (для более равномерного распределений дроби в пропиле), а также предотвращает появление на поверхности пиленых плит ржавых пятен оксидов железа (от контакта камня с пилами и дробью в условиях высокой влажности). На некоторых предприятиях вместо извести применяют бентонит (разновидность глины с высокими коллоидными к сорбционными свойствами), однако использование этого компонента менее эффективно.
Подготовку абразивной пульпы начинают с приготовлении рабочего раствора. С этой целью специальный бак-смеситель заполняют чистой водой, в нее добавляют гашеную известь в количестве примерно 100—150 кг на 1 м3 воды. Плотность известкового раствора контролируют с помощью ареометра (она должна составлять 1150—1200 кг/м3). Раствор заливают в зумпф до уровня отметки, обеспечивающего нормальное погружение насоса, затем опускают насос в исходное положение, включают его и производят обкатку в течение примерно 1 ч. После этого зумпф загружают дробью, количество которой в 1 м3 пульпы должно составлять 80—250 кг (дробь должна быть подвергнута предварительному просеву).
Перед проверкой готовности станка к работе необходимо произвести чистку рабочего и околостаночного пространства — уборку грязи и различных предметов, появившихся в процессе установки пил и подготовки абразивной пульпы. Чистка па данной стадии не является длительной по времени (5—10 мни).
Проверка готовности станка к работе разделяется на предварительную и окончательную. В процессе предварительной проверки обследуют состояние крепежных деталей и клиноременной передачи, проверяют уровень масла в редукторах, надежность болтовых соединений, в том числе креплений траверсы, подвесок пильной рамы, главного привода, механизма подачи, распределителя абразива, контргрузов и ползунов; определяют готовность электрооборудовании, исправность заземления и световой сигнализации; убеждаются в отсутствии посторонних предметов в рабочем пространстве станка и на пильной раме. Особое внимание при этом обращают на правильность установки и натяжения штрипсовых пил (если этот этап не предшествовал данным работам), на проверь исправности системы подачи абразивной пульпы и на наличие ограждений станка. При наружном осмотре станка проверяют также наличие смазки в смазочных точках, достаточность затяжки болтов и т. д. При отрицательных результатах проверки станок запускать нельзя.
Окончательная проверка готовности станка к работе производится на холостом ходу. В процессе ее определяют правильность взаимодействия всех узлов кинематической схемы станка; исправность всех подшипников, наличие смазки и подвижных соединениях; плавность рабочей подачи; исправность системы подачи абразивной пульпы, а также всех кнопок и рукояток на пульте управления.
В завершение рассматриваемой стадии необходимо поднять на ускоренной подаче пильную раму на максимально возможную высоту и закатить станочную тележку с установленной па ней ставкой в рабочее пространство станка, пользуясь (в зависимости от конструктивных особенностей станка) ручным рычагом, ключом-трещоткой, насаживаемым на головку оси заднего ходового колеса тележки, или специальной лебедкой. В заключение фиксируют тележку в рабочем пространстве станка посредством винтовых распорных устройств или клиньев. Эту операцию следует выполнять с особой тщательностью, так как недостаточно жесткое крепление тележки приведет к ее раскачиванию вместе с камнем в процессе работы, что отрицательно скажется на износостойкости инструмента и качестве распиловки.
Запуск станка начинается с включении пульта управления после подачи предупредительного сигнала. Сначала включают механизм ускоренного опускания пильной рамы (холостой ход) и подводят постав штрипсовых пил к верхней грани распиливаемой ставки, оставляя минимальный зазор 5—10 мм между наиболее выступающими участками камня и рабочей поверхностью пил. При работе на станках, имеющих широкий диапазон регулирования рабочих подач (СМР-043 и др.), опускание пил на блок производят в два приема: сначала механизмом ускоренной подачи подводят пилы па расстояние 10—40 мм от поверхности камня, затем, переключив привод механизма ускоренной подачи на скорость рабочей подачи 250—300 мм/ч, опускают пилы до легкого касания с наиболее выступающими участками верхней грани блока.
Далее последовательно включают главный привод (механизм качания пильной рамы), механизм перемещения распределителя абразивной пульпы. После этого необходимо установить механизм подачи на требуемое (пониженное) значение скорости рабочей подачи в соответствии с рекомендациями табл. 23, включить механизм подачи и дозатор дроби, установив расход дроби и пределах 7—8 кг/ч.

Нa этом этапе работы рекомендуется произвести корректировку консистенции и состава пульпы, произведя отбор пробы в мерную кружку и оцепив плотность пульпы взвешиванием.
Начало распиловки — запиливание ведется с момента первого касания штрипсовыми пилами наиболее выступающих участков на верхней грани распиливаемой ставки до заглубления пил в камень на 2/3 их полной высоты, т. е. примерно на 70—100 мм. Этот этап характеризуется работой с уменьшенной скоростью подачи (см. табл. 23) и повышенным содержанием дроби в пульпе для того, чтобы избежать увода пил на начальной стадии распиловки и тем самым обеспечить плоскостность поверхности пиленых плит.
При запиливали и надо особенно тщательно следить за поступлением абразивной пульпы под работающие пилы. Равномерное снабжение пульпой всех работающих пил осуществляется путем регулировки распределителя абразива. Плотность пульпы в этот период должна быть не ниже 1800 кг/м3. Для повышения густоты пульпы при насосной системе подачи необходимо снизить ее напор, а при эжекторной системе подсыпать совком или лопатой на верхнюю грань блока новую порцию дроби
Особое внимание распиловщик камни в процессе запиливания должен уделять состоянию штрипсовых пил и контролю за прямолинейностью пропилов. При обнаружении перекоса отдельной пилы необходимо немедленно выключить механизм рабочей подачи, поднять пильную раму, выключить станок и подтянуть пилу.
Вторая стадия распиловки — собственно распиловка начинается после полного внедрения всех пил в камень на глубину 70—100 мм. Для этой стадии характерна работа в рациональном (оптимальном) технологическом режиме, обеспечивающем максимальную производительность труда при высоком качестве распиловки.
Сначала проверяют натяжение штрипсовых пил и при необходимости подтягивают их, затем увеличивают скорость рабочей подачи станка до рациональных значении (см. табл. 23). Выполняют эту операцию постепенно, повышая скорость рабочей! подачи на 8—10 мм/ч черед каждые 15—20 мин.
На станках с автоматическим регулированием скорости рабочей подачи (Империал, Супер-Бра и др.) необходимо установить избиратель управления на автоматическую подачу, отрегулировав необходимый режим загрузки главного электродвигателя.
Правильность загрузки стайка в процессе распиловки контролируют по показаниям амперметра электродвигателя качания пильной рамы, учитывая, что номинальная нагрузка на главный привод должна составлять: у станков CM Р-043 и СМР-043А — 70, 1925-90, Супер-Бра — 35 А,
В процессе распиловки надо следить за расходом абразивной пульпы и правильным соотношением ее компонентов, Оптимальный расход (подача) пульпы составляет 15—20 м3/ч при истинной плотности 1600— 1800 кг/м3.
Несоблюдение рациональных соотношений компонентов абразивной пульпы снижает эффективность распиловки камня. Так, недостаток воды может привести к перегреву пил (над блоком появляется пар), что вызывает их коробление и более быстрый износ. При избытке воды дробь преждевременно выносится из пропила, не выполнив полезной работы. Чрезмерное содержание в пульпе шлама затрудняет работу дроби на дне пропила, а его недостаток приводит к неравномерному распределению дроби в пропиле.
Наиболее точную оценку состава и плотности абразивной пульпы обеспечивает систематический отбор проб со станка, осуществляемый не реже 2 раз в течение смены работниками заводской лаборатории или службой технолога предприятия. Пробы пульпы отбирают непосредственно из-под распределителя абразива или из нагнетательного шланга (через кран-заслонку) в стеклянный мерный стакан емкостью 1 л с ценой деления не более 1 мм. Переполнение пульпой стакана при отборе пробы не допускается, так как это приводит к искажению плотности и состава пульпы. Пробу взвешивают и определяют соотношение основных компонентов пульпы. Взвешивание пробы производят па технических либо лабораторных весах (погрешность измерения ±0,5 г). По измеренной массе пульпы Q и объему пробы V вычисляют ее истинную плотность pu, кг/м3:
pп = Q/V.
Соотношение основных компонентов пульпы определяют путем ее отстаивания в мерном стакане (5—10 мин) с последующим замером (по делениям шкалы стакана) границы между жидкой и твердой фазами пульпы.
Если из-за содержания большого количества глинистых (илистых) частиц осветлить пульпу в мерном стакане не удается, то ее после взвешивания процеживают через плотную ткань, высушивают твердую фазу и производят ситовой анализ. Данные по результатам отбора и анализа проб пульпы незамедлительно передаются мастеру цеха и распиловщику камня для оперативной корректировки технологического процесса.
Кроме лабораторного контроля состава пульпы, распиловщик камня должен осуществлять систематическое наблюдение за ее качеством, обращая внимание на цвет пульпы (при нормальном составе пульпа должна быть темно-серой или коричнево-серой); звук работающего инструмента (при нормальном содержании дроби в пульпе пилы издают шуршащий или шипящий звук, а при снижении содержания дроби появляется характерный скрип от трепня стали о камень); густоту пульпы (визуально, при нормальном соотношении компонентов и рациональной плотности пульпа имеет сметанообразную консистенцию).
Корректировку состава и плотности пульпы осуществляют путем регулирования подачи дроби дозатором, удаления промывкой излишней части шлама (наиболее мелкого), добавками гашеной извести, воды и других компонентов.
Регулирование подачи (расхода) свежей дроби дозатором осуществляется различным способом в зависимости от конструктивного исполнения дозатора. На станках Супер-Бра п Супер-Макс, оснащенных полуавтоматическими электродозаторами, расход дроби регулируется установкой специального эксцентрика на один из 12 зубков механизма, причем каждому зубу соответствует определенный расход дроби: 1-му зубу — 1,4 кг/ч; 2-му — 2,8; 3-му — 4,5; 4-му — 6,1; 5-м — 7,7; 6-му — 9,5; 7-му — 11,3; 8-му — 13; 9-му—14,6; 10-му — 15,8; 11-му — 17,2 и 12-му — 19 кг/ч.
В процессе распиловки следует периодически производить очистку абразивной пульпы с добавлением (при необходимости) гашеной извести (периодичность очистки пульпы и количество добавляемой извести уточняются практическим путем). Пульпу очищают в процессе распиловки, не останавливая станок и не прекращая подачу абразива. Для этого, медленно открывают вентиль 5 до полного заполнения пульпой классификатора 4; вентиль 7 слегка приоткрывают, давая возможность поступления в зумпф 10 наиболее тяжелой части пульпы с работоспособной дробью. Крап 2 во время заполнения классификатора пульпой открывают, обеспечивая подачу в классификатор чистой воды для промывки пульны. Непригодная для дальнейшего использования наиболее легкая часть пульпы, содержащая. главным образом, мелкий шлам, сбрасывается через открытый вентиль в слив 3 классификатора. Затем полностью открывают вентиль 7, промывают классификатор 4, после чего вводят в зумпф 10 известковый раствор, добавляя при необходимости воду.
Описанную процедуру очистки (обогащения) абразивной пульпы повторяют обычно через 4—8 ч (для конкретных условий распиловки это время уточняется опытным путем). Количество добавляемой извести рассчитывают исходя из укрупненной нормы ее удельного расхода на 1 м2 поверхности пропила (~5 кг/м2), что также подлежит уточнению на производстве.
На станках с системой подачи пульпы, оснащенной автоматическими классификаторами (Супер Бра, Супер Макс и др.), периодичность повторных циклов очистки пульпы значительно чаще. Она предусматривается специальной программой с учетом характера распиливаемого камня и его пилимости: граниты труднообрабатываемые с высоким содержанием кварца — 45 мин; граниты средней трудности обработки с умеренным содержанием кварца — 30 мин; граниты относительно легкообрабатываемые с низким содержанием кварца, диориты, габбро, лабрадориты и т. д. — 20 мин.
Необходимо помнить, что распиловка камня штрипсовыми неармированными пилами сопровождается неравномерным износом инструмента (см. рис. 62,вверху). Характерно, что по мере работы пил и их центральной части образуются углубления, длина которых непрерывно растет и при определенной величине, равной длине распиливаемой ставки плюс длина хода пильной рамы, становится постоянной. Это приводит к возникновению ударов в крайних положениях рамы, так как поизношенная часть пилы вступает во взаимодействие с торцевой гранью распиливаемого камня. В результате может произойти заклинивание инструмента в пропилах, увод пил, смещение блока на станочной тележке и т. д. Поэтому рекомендуется производить регулярную подрезку штрипсовых пил с помощью электросварочного аппарата (не снимая их с рамы станка), искусственно увеличивая длину изношенной части пил па 200—400 мм.
В процессе распиловки необходимо осуществлять тщательный контроль за износом пил. Обычно линейный износ штрипсовых пил (по высоте) прямо пропорционален высоте образованного пропила (см. рис. 62, внизу). Износ протекает нормально, если соотношение между упомянутыми показателями находится в пределах от 1/12 до 1/26. Штрипсовая пила подлежит замене при износе ее центральной части на 65—70 % первоначальной высоты.
На станках, оснащенных механизмом регулирования длины шатуна, для снижения влияния дезоксиала на процесс распиловки рекомендуется примерно через каждые 300 мм опускания пильной рамы корректировать длину шатуна, укорачивая или удлиняя его с помощью регулировочной гайки.
Контролируя правильность ведения процесса распиловки, необходимо уделять максимальное внимание соблюдению прямолинейности пропилов. Нарушение прямолинейности пропила (так называемый запил) является следствием увода пил в процессе пиления, что, в свою очередь, ведет к снижению качества распиловки и браку (появлению волнистости и пропеллерности поверхности пропила, клиновыдности плит и т. д.). К причинам образования запилов относятся недостаточное натяжение пили, деформация режущей кромки пилы из-за плохой ее вальцовки, чрезмерная скорость рабочей подачи, недостаток или избыток свободного абразива.
Для предупреждения брака необходимо устранять причины увода пил и не допускать дальнейшего развития уже возникшего запила. При обнаружении запила следует немедленно прекратить пиление, приподнять раму с поставом пил, дополнительно натянуть пилы и вновь пройти участок запила с большим количеством абразива на малой скорости рабочей подачи.
Важный фактор стабильности заданных рациональных режимов распиловки — предотвращение засорения системы подачи абразивной пульпы. Во избежание попадания в верхний приямок крупных предметов (окола, щебня, кусков дерева, осколков абразивного инструмента, металлических предметов, ветоши и т. д.), что может привести к засорению распределителя абразива и к заклиниванию насоса, необходимо следить за состоянием решеток в верхнем приямке станка.
Следует систематически очищать верхний приямок, проверяя при этом состояние решетки. Отверстия решетки не должны превышать 8—10 мм. При повреждении решетку необходимо отремонтировать или заменить.
При распиловке блоков, верхняя грань которых шире нижней, боковые плиты иногда отпиливаются раньше, чем закопчена общая распиловка. В таких случаях необходимо остановить станок и вытащить отпиленные плиты, зажатые между пилами.
Распиловка замоноличенных ставок, а также ставок, имеющих незамоноличенную, но достаточно ровную постель, должна производиться без недопилов. В этом случае для предотвращения разваливания ставки блок после распиливания па 70 % высоты раскланивается деревянными продольными балками, забиваемыми между боковыми гранями блока и специальными упорами на станочной тележке. Одновременно сверху и пропилы вбиваются деревянные клинышки и двух трех точках на пропил для того, чтобы предотвратить сближение плит после распиловки (рис. 69).

Завершающая стадия распиловки — допиливание (пиление последних 80—100 мы высоты ставки) производится при пониженной скорости рабочей подачи, составляющей обычно 40—50 % оптимальных значений. Дроби и пульпу не добавляется (дозатор отключают). Oсновное внимание на этой стадии уделяют состоянию распиливаемой ставки, предотвращению разваливании пиленых плит. Для этого, кроме описанных ранее мер, производят дополнительное боковое защемление блоков деревянными брусками (клиньями), обвязку нижней части ставки (непосредственно над пилами) отожженной проволокой диаметром 3—6 мм или стальной цепью.
При дополнительном креплении ставки необходимо следить, чтобы не произошло смещение блока относительно штрипсовых пил.
Распиловка считается законченной, если ставка распилена на всю высоту, без недопилов. В виде исключения допускается оставление минимального недопила (20—30 мм) дли ставок с недостаточно ровной нижней гранью, а также при обнаружении в процессе распиловки трещины в камне.
Остановка станка — целый комплекс технологических приемов и переходов, связанных с прекращением его работы. По окончании распиловки отключают механизм рабочей подачи и прекращают подачу пульпы па ставку, перекачивая абразив из зумпфа в рекуперационную емкость (при этом соответственно перекрывают вентиль 10 и открывают 11). Далее включают механизм подъема пильной рамы п производят ее подъем с непрекращающейся подачей насосом через распределитель абразива чистой воды на верхнюю грань ставки и при работающем главном приводе, т. е. при качании пильной рамы.
По мере заполнения зумпфа водой ее периодически откачивают насосом в систему оборотного водоснабжении или в канализацию. При этом насос должен быть предварительно приподнят на 150—200 мм относительно своего рабочего уровня для предотвращения выноса из зумпфа дроби.
По достижении поставом пил обвязки отключают механизмы подъема и качания пильной рамы, заканчивая подачу воды на ставку: снимают обвязку и перекрепляют ее ниже постава пил. Затем вновь включают механизм качания рамы и механизм ее подъема, поднимай пилы до верхних распорных деревянных клинышков, вновь отключают механизмы подъема и качания рамы, удаляют клинышки с верхней грани ставки, забивая их в пропилы торцевых граней (спереди и сзади ставки), ниже постава пил. После этого включают механизм подъема пильной рамы и производят ее окончательный подъем па максимально возможную высоту. Если станок имеет распределитель абразива с регулируемым уровнем, его необходимо поднять на максимальную высоту до подъема пильной рамы. Вслед за этим необходимо включить вводный автомат и автоматические выключатели приводов, а также цепь управления. После этой процедуры открывают вороги, тщательно промывают ставку водой из шланга, удаляя осыпки шлама и дроби из пропилов и производят раскрепление станочной тележки, выкатывая ее из рабочего пространства станка (рис. 70).

Разборка ставки производится и специально отведенной для этой операции зоне, которая в зависимости от планировки цеха может располагаться непосредственно вблизи распиловочного станка или находиться от него на некотором удалении. В последнем случае операции разборки предшествует доставка ставки в зону разборки, которая осуществляется обычно с помощью передаточной тележки или крапа. Разбирает ставку обычно бригада такелажников (распиловщик камня в это время занимается уборкой рабочего места и очисткой станка).
Сначала выбирают одну из боковых гранен ставки, обеспечивающую наилучший доступ к распиленным плитам. С противоположной стороны ставки устанавливают опорное приспособление, после этого с помощью крана придают тележке с распиленной ставкой наклонное положение, подкладывая под приподнятую сторону тележки деревянные проставки (угол наклона ставки в сторону опорного приспособления должен составлять 5—7°). Далее необходимо проверить надежность закрепления ставки в наклонном положении и при необходимости принять дополнительные меры против самопроизвольного разваливании ставки (установка клиньев в необходимых местах, подкладок, дополнительная обвязка и т.д.).
Убедившись в надежности закрепления распиленной ставки в наклонном положении, убирают освободившиеся стойки-упоры на тележке со стороны разборки ставки (при необходимости отбивают боковую грань блока и снимают ее краном с телеиски), поштучно снимают плиты-заготовки краном с клещевым захватом или винтовым зажимом с установкой их на ребро на специальные поддоны (стеллажи) под углом к горизонту 80—85°. Если распиловка ставки производилась с оставлением недопила, то поштучная разборка плит осуществляется с предварительной их подсечкой под основание ударами зубила. Каждая плита отделяется затем от ставки с помощью монтировки, зажимается захватом крана и переносится на поддон.
В процессе разборки ставок осуществляется приемка плит-заготовок OTK с сортировкой их па годные и брак. Окол, образовавшийся при разборке станок, убирают в кюбели.
Уборка рабочего и околостаночного пространства — заключительная операция процесса распиловки, как правило, совпадающая по времени с операцией разборки ставки. В состав этих работ входят: промывка станка и зумпфа, очистка верхнего приямка и сетки от окала и грязи, чистка узлов станка, уборка околостаночного пространства.
В заключение операции производят выгрузку в автотранспорт отходов (окола, шлама и др.), скопившихся в кюбелях. Эту работу выполняют с помощью крапа.