



Технологическая оснастка камнераспиловочного оборудования
Под технологической оснасткой камнераспиловочного оборудования подразумевается комплекс механизмов и приспособлений, служащих для установки и фиксации рабочего инструмента на станке, крепления распиливаемых блоков и заготовок и т. д.
Рассмотрим технологическую оснастку двух наиболее распространенных групп распиловочных станков: штрипсовых и дисковых.
Оснастка штрипсовых распиловочных станков. Существующие механизмы и приспособления для натяжения пил в зависимости от положенного в основу принципа работы могут быть классифицированы на четыре основные группы: механические, гидравлические, пневматические и комбинированные. Характер средств натяжения оказывает значительное влияние на эффективность эксплуатации штрипсовых пил.
Механические средства натяжения подразделяются на клиновые, винтовые, эксцентриковые.
Клиновые средства натяжения (рис. 50, а) представлены тягами в виде вилки или хомута, клином, подклинком и вкладышем. Клин 1 забивается в пространство между торцами поперечины пильной рамы, сторонами передней тяги 2 и подклинком 4. Передняя и задняя тяги аналогичны друг другу, но задняя тяга вместо клика оснащена закладными элементами в виде Г- или Т-образной пластины, укрепленной на тяге посредством шарнира.


Угол заострения клина выбирается в зависимости от конструкции пил и, в частности, от их толщины; при толщине пил 4—6 мм его следует принимать в пределах 5—7°. Для тяг обычно используют стальную полосу сечением 50x10 или 50х8 мм. Длина тяг lт устанавливается исходя из ширины поперечины пильной рамы Bр:

Необходимо помнить, что у одношатунных штрипсовых станков несколько задних тяг, располагаемых непосредственно пол узлом крепления шатуна к раме, имеют меньшую длину, чем все остальные тяги. Длина таких тяг зависит от конструкции узла крепления шатуна и формы задней поперечины рамы, для большинства станков она на 50 мм меньше длины остальных тяг.
Тяги к штрипсовым пилам крепят с помощью вставного пальца 3. Клиновые средства натяжения благодаря конструктивной простоте и невысокой стоимости весьма широко применяют в промышленности, главным образом, при распиловке гранита штрипсовым и неармированными пилами, характеризующейся интенсивным износом инструмента по высоте (станки СМР-043, СМР-043А, 1925, Супер-Бра и др.). К недостаткам этих средств относятся высокая трудоемкость операции натяжения (каждая пила натягивается забивкой клина кувалдой), а также отсутствие эффективных методов контроля за натяжением пил.
Винтовые средства натяжения (рис. 50,б) достаточно широко используются на штрипсовых станках с алмазными пилами (отдельные исполнения станков ДМ-75, ДМС-500 и др.). В этом случае пильная оснастка состоит из передней 2 и задней тяг с крепежными элементами, верхней 5 и нижней упорных планок, вкладыша 6 передней тяги, шарнирно с ней соединенного, винтов предварительного 7 и окончательного 8 натяжения, а также закладного элемента задней тяги. Часто передние тяги с винтами располагают на поперечной балке пильной рамы в шахматном порядке, за счет чего достигается предельное сокращение шага между штрипсовыми пилами.
Соединение концов пил стягами производится посредством промежуточных крепежных элементов, имеющих шарнирное соединение с тягами (концы пилы с крепежным элементом обычно соединяются «ласточкиным хвостом»).
Натяжение пил осуществляется завинчиванием винтов. Иногда для этой цели используют динамометрический ключ-трещотку 9, снабженный индикатором усилий натяжения. Сначала у всех передних тяг завинчивают верхние винты предварительного натяжения, после чего, завинчивая нижние виты, доводят натяжение пил до заданной величины, контролируя его по указателю динамометрического ключа.
К преимуществам винтовых средств следует отнести меньшую по сравнению с клиновыми средствами трудоемкость операции натяжения, а также возможность обеспечить заданное натяжение пил.
Эксцентриковые средства натяжения (рис. 50, е) представлены тягами, причем натяжные элементы, размещенные в передней тяге, выполнены в виде эксцентрика 10 с рычагом (подклинок 4 имеет трехпозиционную конструкцию). Это средство натяжения пил не получило распространения па камнераспиловочном оборудовании из-за невысокой надежности натяжной оснастки, а также трудоемкости операции натяжения.
Гидравлические средства натяжения (рис. 50, д, е), широко распространенные в промышленности главным образом при эксплуатации штрипсовых алмазных пил (станки СМР-032, СМР-069, Диага, СВГ и др.), выполняются обычно в виде гидронатяжных механизмов (аппаратов) н характеризуются большим конструктивным разнообразием.
Данным метод натяжения относится к числу наиболее эффективных, поскольку обеспечивает равномерное и точно заданное натяжение всех пил постава, даст возможность осуществлять точный контроль за натяжением и позволяет автоматически частично компенсировать падение натяжения пил из-за их удлинения в процессе работы. Недостатки гидравлических средств натяжения — конструктивная сложность, высокая стоимость гидронатяжного механизма и необходимость тщательного ухода за ним,
В зависимости от конструкции генератора давления различают гидромеханизмы с силовым цилиндром и винтовым штоком и гидромеханизмы с насосом. В первом случае необходимое давление в гидросистеме создастся перемещением поршня за счет завинчивания штока силового цилиндра при помощи ручного ключа-трещотки. Во втором случае для перемещения поршня генератора давления пользуются ручным насосом. Наибольшее распространение получили гидронатяжные механизмы с генератором давления второго типа, наиболее удобные в эксплуатации.
По характеру воздействия натяжных элементов на тяги штрипсовых пил выделяют механизмы с натяжными элементами прямого действия и с натяжными элементами, воздействующими на тяги через рычаги. 13 первом случае каждая тяга штрипсовой пилы имеет коромысло, симметрично опирающееся своими плечами (сверху и снизу) на поршни-толкатели. При такой конструкции обеспечивается полное использование полезного хода поршня (обычно 12—16 мм). Во втором случае коромысло каждой тяги соприкасается с поршнями-толкателями только одним плечом, в то время как его другое плечо (короткое) опирается на специальную планку. Это обеспечивает выигрыш в силе, позволяя снизить давление в гидросистеме, однако приводит в то же время к потере полезного хода поршней-толкателей. Второй тип наиболее распространен благодаря более простому конструктивному исполнению. Иногда для обеспечения незначительного шага пил постава применяют конструкции гидронатяжных механизмов с шахматным размещением натяжных элементов (рис. 50, д).
В качестве рабочих жидкостей в гидронатяжных механизмах используют импортные масла марки «Коллаг-15», «Молликотэ» или отечественное марки МГП-80. Основу рабочей жидкости МГП-80 составляет минеральное масло с уплотнительными п поверхностно-активными добавками, обеспечивающими образованно коллоидной системы с пониженной склонностью к утечкам в системах высокого давления.
В качестве рабочей жидкости гидронатяжных механизмов может использоваться и технический рыбий жир с присадкой диспергированного графита (10 %).
Пневматические средства натяжения применяют исключительно в одноштрипсовых станках (моноламах). Данный вид натяжения (рис. 50, ж) представлен парой пневмоцилиндров, штоки которых шарнирно связаны соответственно с передней и задней тягами штрипсовой пилы. Штоковые полости пневмоцилиндров сообщаются между собой посредством трубопровода, который через распределительный золотник подключен к ресиверу компрессора, служащего в этом случае генератором давления. Давление сжатого воздуха в пневмосистеме, воздействующего на поршни цилиндров, обусловливает натяжение пилы с заданным усилием.
Возвратно-поступательное движение пилы под действием кривошипно-шатунного механизма вызывает соответствующие перемещения поршней со штоками, в результате часть сжатого воздуха по трубопроводу попеременно перекачивается из одного пневмоциллиндра и другой. При этом давление в пневмосистеме, а следовательно, и натяжение пилы поддерживаются постоянными. Такая конструкция систем натяжения штрипсовых пил позволяет создавать безрамные распиловочные станки, наиболее простые в конструктивном отношении.
Помимо функции натяжения пневмоцилиндры играют также роль аккумуляторов энергии и амортизаторов, способствуя гашению инерционных сил. К преимуществам пневматических средств натяжения относятся сравнительная простота эксплуатации, а также возможность смягчения ударов при входе пилы в камень за счет демпфирующих свойств сжатого воздуха. В то же время, учитывая относительно невысокое давление в пневмосистемах, натяжные механизмы должны иметь цилиндры с поршнями больших диаметров, что исключает их использование в конструкциях многоштрипсовых станков.
Комбинированные средства натяжения представляют собой сочетание двух механических средств или механического средства натяжения с гидравлическим.
Наиболее распространены устройства второго вида (рис. 50, г). Конструкция тяг при этом аналогична тягам, используемым при винтовом натяжении пил. Натяжение пил производят поштучно с помощью съемного гидродомкрата II, который может перемещаться вдоль поперечной балки пильной рамы по специальной направляющей. Сначала каждая пила гидродомкратом оттягивается до заданной величины, контролируемой по манометру, затем образовавшийся в передней тяге люфт выбирается винтом до упора в планку.
Средства фиксации пил на заданный шаг выполняют двойную функцию: обеспечение точности установки пил на заданный шаг и придание им повышенной устойчивости в процессе работы путем бокового защемления концов пил.
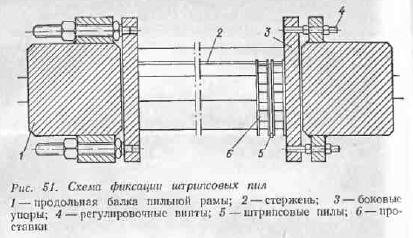
В комплект средств фиксации штрипсовых пил (рис. 51) входят наборы передних и задних проставок; передний и задний стержни для крепления проставок; две пары (передняя и задняя) боковых защемляющих упоров винтового, реже гидравлического исполнения.
При использовании в системах фиксации гидравлических защемляющих упоров они подключаются к общей системе гидронатяжного механизма через предохранительно-распределительный блок.
Толщина проставок bпр, мм, должна соответствовать требуемой толщине выпиливаемых плит-заготовок bпл с учетом технологических припусков

При определении толщины проставок для абразивной распиловки выражение 2Аb из приведенной формулы исключается. Допускаемые отклонения на толщину проставок ±0,05 мм.
Высоту проставок обычно принимают равной высоте штрипсовых пил, а длину — в пределах 20—120 мм.
Рекомендуемый материал проставок — легкие металлы или сплавы. Опыт Московского камнеобрабатывающего комбината свидетельствует о целесообразности применения проставок из литого полиуретана, отличающихся повышенной износостойкостью. Особые требования предъявляются к качеству поверхности торцов проставок, контактирующих с корпусами пил — шероховатость этой поверхности должна быть не ниже 6 класса по ГОСТ 2789—73.
На камнеобрабатывающих предприятиях еще применяют проставив из дерева (главным образом при распиловке гранита неармированными пилами). Однако несмотря на невысокую стоимость, такие проставив не обеспечивают требуемой точности распиловки из-за недостаточной чистоты контактных поверхностей, а также быстрой потери размеров в связи с набуханием древесины при увлажнении.
Средства крепления распиливаемых блоков и плит. Надежность крепления распиливаемых ставок в значительной мере влияет на производительность станка, качество распила, выход пиленых плит, а следовательно, и на эффективность процесса распиловки.

Нa многих камнеобрабатывающих предприятиях крепление ставок к станочным тележкам осуществляют без использования специальных средств технологической оснастки (замоноличивание постели блока, расклинивание блока деревянными брусьями и др.). В то же время некоторые виды распиловочного оборудования предусматривают применение для этой цели различных приспособлении в виде перекидных струбцин с винтовыми поджимами, боковых упоров-держателей (рис. 52) и др.
Большое значение имеет надежная фиксация плит, выпиливаемых из блока (особенно при допиливании ставки). Практика показывает, что плиты-заготовки при отсутствии крепления в их верхней части подвергаются значительной вибрации, приводящей к поломкам плит, снижению их количества при распиловке блока, ухудшению качества распила.
На некоторых предприятиях для крепления плит используют закладные элементы в виде деревянных клиньев, вставленных в пропилы в заключительной стадии распиловки (см. рис. 52), боковые грани блока при этом поджимаются деревянными брусьями. ВНИПИИстромсырье разработана специализированная оснастка для фиксации блоков и плит, обеспечивающая распиловку без недопилов (рис, 53). В комплект оснастки входят шарнирно-поворотные стойки 2 с домкратом, натяжные цепи 1, храповой ключ 4 и набор клиновидных элементов 3 из дюралюминия с резиновым покрытием, соединенных гибкой связью. Все узлы монтируются на станочной тележке.

Каждая шарнирно-поворотная стойка выполнена в виде трубы, в которой устанавливается винтовой домкрат, крепящийся с помощью втулки и двух болтов. С помощью винта домкрата поднимают и опускают серьгу, обеспечивающую регулировку натяжной цепи. Винт домкрата защищен гофрированной трубкой и уплотнением. Нижний конец стойки посредством крестовины шарнирно соединен с рамой станочной тележки, в результате чего осуществляется поворот стойки вдоль продольной оси станочной тележки на ±15° и поперек продольной оси на 40°.
Шарнирно-поворотные стойки (две или четыре в зависимости от длины блока) устанавливаются в отверстия рамы тележки. Положение натяжных цепей регулируется минимальным зазором между стойками и боковой поверхностью блока.
При помощи винтовых домкратов храповым ключом зажимают блок (с усилием 30—40 кН), после чего тележка имеете с блоком поступает на распиловку. При заглублении пил примерно на 50% высоты блока станок останавливают, в пропилы вводят клиновидные элементы и производят окончательную распиловку блока.
Такая технологическая оснастка характеризуется незначительной массой (180 кг), простотой конструкции, легкостью монтажа и универсальностью эксплуатации.
Оснастка дисковых распиловочных станков. Средства установки и фиксации дисковых пил. Для установки пил на рабочий вал станка применяют систему фланцев, выполняющих несколько функций; передачу вращения (и соответствующего крутящего момента) с рабочего вала на инструмент; обеспечение требуемой жесткости и устойчивости инструмента, а также заданной толщины выпиливаемых плит-заготовок (па многодисковых станках). Кроме перечисленных функций система фланцев способствует рациональной подаче охлаждающей жидкости в зону резания.
Основные требования, предъявляемые к фланцам, — конструктивная простота, надежность в эксплуатации, а также легкость и быстрота замены рабочего инструмента.

Системы фланцев па однодисковых и па многодисковых распиловочных станках различаются конструктивно. Система фланцев однодискового станка состоит (рис. 54,а) из двух конусных шайб, между которыми размещается корпус дисковой пилы. Одна шайба является базовой (упорной) и неподвижно фиксируется на валу посредством шпонки и стопорного винта. Другая шайба (прижимная) может перемещаться на валу, прижимаясь к корпусу дисковой пилы с помощью гайки. Пазовая шайба имеет внутреннюю шейку, на которую посадочным отверстием одевается дисковая пила (посадка должна быть скользящей).
Рекомендуемые размеры фланцев в зависимости от наружного диаметра дисковых пил приведены в табл. 18.

Для регулировки положения пили в вертикальной плоскости обычно пользуются прокладками из фольги, перемещаемыми между кольцевым выступом шайбы и корпусом пилы. Такой способ регулировки требует много времени (недостаток описанной конструкции фланцев), поэтому в ряде случаев применяют более совершенную систему фланцев, где рать кольцевых выступов выполняют прижимные кольца, положение которых в вертикальной плоскости можно регулировать завинчиваемыми в корпусы шайб пиитами.
Другая усовершенствованная модификации системы фланцев однодискового станка представляет собой водораспределительный узел, обе шайбы которого имеют наклонные радиальные газы, обеспечивающие рациональную подачу охлаждающей жидкости па алмазный инструмент (рис. 54,б).
Характерная особенность конструкции фланцевого крепления горизонтальных (подрезных) пил дисковых ортогональных станков — отсутствие прижимной шайбы. Комплект фланцев в этом случае состоит из единственной базовой шайбы, к которой дисковая пила крепится снизу винтами впотай (рис. 54,в).
Система фланцев многодисковых станков состоит из упорной втулки, комплекта однотипных шайб-проставок, прижимной втулки, гайки и контргайки (рис. 54,г). Пилы диаметром до 800 мм включительно фиксируются на рабочем валу станка за счет силы трения, создаваемой и шайбах-проставках и корпусах лил завинчиванием гайки, а пилы большего диаметра — с помощью шпонки и индивидуальных штифтов.
Толщину шайб-проставок bпр, мм, устанавливают в зависимости от требуемой толщины выпиливаемых плит-заготовок bпл, используя выражение

Для упрощения регулирования расстояния между пилами многодискового станка разработана усовершенствованная система фланцев, у которой положение шайб-проставок изменяется посредством их резьбового соединения с винтовыми втулками (рис. 54, д).
Средства крепления распиливаемых заготовок. Cпeциальной оснасткой для крепления заготовок обычно оборудуются многодисковые станки. Для этого рабочий стол станка снабжается торцевыми упорными гребенками, одна из которых (передняя) неподвижна, а другая может перемещаться, прижимаясь к торцевой грани заготовки под действием винтового или гидравлического механизма (рис. 55,вверху). Оснастка подобного типа успешно используется на распиловочных станках CMP-004А, СМР-062 и др. Если оборудование предназначено для распиловки заготовок неправильной формы, например станки итальянской фирмы «Левн Тунизи», то средства крепления оснащаются дополнительными боковыми упорами, а торцевые гребенки выполняются с «плавающими» упорами, обеспечивающими более полный их контакт с камнем. Иногда для лучшей фиксации распиливаемой заготовки концам фиксирующих упоров придают острозаточенную форму наподобие шпунта.
На однодисковых станках, оснащенных пилами большого диаметра, рабочий стол (тележку) оборудуют боковыми упорами для повышения надежности крепления блока и предотвращения падения выпиленных заготовок (рис 55, внизу).
