Штрипсовые станки
Рамные штрипсовые станки с криволинейным движением рамы наиболее распространены на отечественных камнеобрабатывающих предприятиях.
Станки этого типа отличаются от других наличием подвесок рамы, сочленяющих ее с механизмом рабочей подачи и придающих раме криволинейное движение. Taкие станки оборудуются системой подачи абразивной пульпы, необходимой при распиловке высокопрочного камня штрипсовыми неармированными пилами.
Практическое использование имеют три вида криволинейных траекторий, определяемых конструкцией подвесок: маятниковая, выпуклая и спрямленная.
Маятниковая траектория (рис. 13, а) получается при использовании простых параллельных подвесок (К-3М, СМР-043, Адидже, Тимаво, Империал) Она имеет характер дуги окружности с радиусом, равным длине подвески, обращенной выпуклостью вниз. Это обеспечивает кратковременный контакт пил с камнем и польем их над дном пропила в крайних точках рамы, благодаря чему снижается энергоемкость процесса распиловки и улучшается доступ абразива в пропилы.

Выпуклая траектория (рис. 13,б). создается путем применении простых подвесок, нижние оси крепления которых к раме сближены к центру (Супер-Бра, Супер-Макс). При движении рамы слева направо левый конец рамы поднимается, а правый опускается и наоборот, в результате чего траектория приобретает характер дуги, обращенной выпуклостью вверх. Пилы при такой траектории как бы перекатываются по дну пропила, вступая лишь в кратковременный контакт с камнем на непрерывно перемещающемся участке пропила, что положительно влияет на процесс распиловки. Прежде всего создается возможность для повышения давления распиловки при сравнительно невысокой энергоемкости процесса, улучшаются условия работы пил за счет эффективной очистки пропилов от шлама и значительного снижения ударных нагрузок, повышается качество распила, улучшается снабжение пропилов абразивом. Oпыт показывает что выпуклая траектория весьма эффективна при распиловке прочного камня штрипсовыми пилами со свободным абразивом.
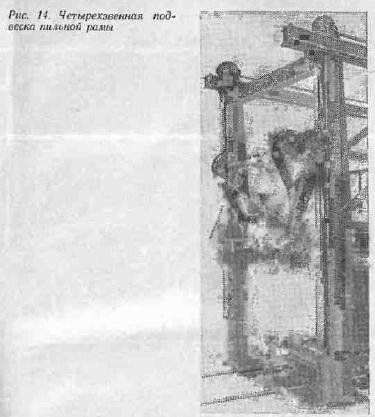
Спрямления траектории (рис. 13, в) образуется при использовании четырехзвенных подвесок (рис. 14), например на станках МЗС-2 и некоторых исполнениях станка 1925, или применении простых подвесок, сочлененных с пильной рамой посредством эксцентриков. Центральная часть такой траектории представляет собой отрезок прямой с округлениями на концах. Это обеспечивает пилам достаточно длинный контакт с камнем при хорошем питании пропилов абразивом за счет подъема рамы в крайних точках ее движения. Cпрямленная траектория позволяет использовать для распиловки также штрипсовые алмазные пилы. Однако из-за невысокой эксплуатационной надежности четырехзвенных подвесок станки с ними имеют лишь ограниченное применение.
Каждый станок с криволинейным движением рамы состоит из станины, пильной рамы с комплектом пил, закрепленной на подвесках, главного привода с кривошипнo-шатунным механизмом; механизма рабочей подачи пильной рамы, станочной тележки, системы подачи абразивной пульпы и устройств управления.
Станина выполняется в виде четырех колонн, связанных поверху распорными балками. Пильная рама в современных станках состоит из пары продольных и пары поперечных балок, образующих полый прямоугольник. В поперечных балках предусматриваются проемы для установки комплекта (постава) пил. Главный привод (привод движения пильной рамы) посредством кривошипно-шатунного механизма преобразует вращательное движение электродвигателя в возвратно-поступательное движение рамы. Механизм рабочей подачи, т. е. опускания пильной рамы с заданной скоростью, должен также обеспечивать холостое (ускоренное) перемещение рамы — опускание и подъем. Станочная тележка служит для транспортирования блоков (ставок) в рабочее пространство станка и выкатке из него распиленных блоков для передачи их в зону разборки. Система подачи абразивной пульпы в значительной мере зависит от способа подачи, который может быть эжекторным или более экономичным насосным.
Станки с криволинейным движением рамы различаются по конструкции главного привода и системе подачи пильной рамы. Одни из них имеют одношатунный привод (К-3М, Империал, Супер-Бра, Супер Макс) с шарнирным креплением шатуна к кронштейну задней поперечины рамы (см. рис. 8, а), другие (1925, СМР-043) — двухшатунный привод с креплением шатунов к пальцам по обе стороны передней части рамы (см. рис. 8, б). Вторая конструкция, с одной стороны, позволяет уменьшить длину станка путем сближения главного привода со станиной и снизить нагрузки па головку шатуна, а с другой, — приводит к увеличению ширины станка и требует особой точности как его сборки, так и регулировки длины шатунов.
Станки К-3М, МЗС-2, 1925, СМР-043. Адидже, Тимаво имеют систему принудительного опускания пильной рамы, а станки Империал, Супер-Бра, Супер-Макс — систему свободного опускания пильной рамы. Различие двух систем связано с характером сочленения подвесок рамы с ходовыми гайками подачи: при принудительном опускании рамы подвески жестко связаны с ходовыми гайками, а при свободном опускании — лежат на них без соединения.
Принудительное опускание пильной рамы обеспечивает передачу повышенных давлений в процессе пиления, что способствует увеличению скорости рабочей подачи и соответственно повышению производительности станка. Вместе с тем свободное опускание пыльцой рамы предотвращает перегрузки на станок и пилы, позволяя исключать брак из-за увода пил. Скорость подачи у таких станков зависит только от массы пильной рамы. Недостаточно высокую скорость обычно компенсируют увеличением рабочих габаритов, позволяющих распиливать крупноразмерные блоки большим количеством пил.
На камнеобрабатывающих предприятиях страны чаще всего используются станки 1925, СМР-043, СМР-043А, Супер-Бра, Cупep-Макс. Наиболее типичен станок СМР-042 с двухшатунным приводом пильной рамы (рис. 15).

Станки Супер-Бра и Супер-Макс выполнены с одношатунным приводом. Характерная особенность этих станков — нижнее размещение вариатора механизма рабочей подачи, который связан системой валов и конических передач с ходовыми винтами.
Общий недостаток рассмотренных станков — наличие дезоксиала (смешение оси качания пильной рамы), величина которого в точках ее подъема и опускания может достигать 30—40 мм. Дезоксиал обусловливает неравномерный износ пил из-за сокращения хода пильной рамы, в результате чего образующиеся на пилах уступы наносят удары по распиливаемому блоку. Уменьшение дезоксиала обычно достигается удлинением шатуна. С этой целью некоторые исполнения станка Империал имеют сборную конструкцию шатуна с механизмом автоматического изменения его длины в зависимости от положения пильной рамы но высоте. Однако такое регулирование длины шатуна очень сложно и поэтому широкого распространения не получило. Длину шатуна чаще всего регулируют посредством винтового механизма, сочленяющего его части (станки Супер-Бра. Супер-Бра ТЖ и др.), при периодических остановках станка. Для точной корректировки длины шатуна в зависимости от положения пильной рамы ПО «Житомирнерудпрои» разработано приспособление из мерной линейки и указателя, смонтированных па шатуне, с их помощью определяется требуемое изменение его длины.
Следует отметить, что станки Супер-Макс, а также другие аналогичные модели итальянских фирм — Джубо (фирма «Гаспари»), Бизонте-80 (Фирма «Мариони»), Мек СБ (фирма «Фругони») (рис. 16) — отражают общую современную тенденцию создания высокопроизводительных суперширокоставных станков, способных осуществлять распиловку ставок объемом до 18—25 м3. Их характерная особeнность — значительные рабочие габариты (прежде всего, ширина), большое число одновременно работающих пил (до 100—125), высокая жесткость пильной рамы и прочих узлов, надежная защита подвижных частей oт влаги и абразивного шлама, высокий уровень автоматизации. Благодаря повышенной жесткости основных узлов, производительность таких станков практически прямо пропорциональна габаритам распиливаемых станок, вследствие чего рациональной комплектацией ставок можно довести этот показатель при распиловке гранита до 2.5—4 м2/ч.

Станки К-3М, 1925, МЗС-2 отличаются конструкцией механизма подачи рамы, предусматривающего использование параллелограмма — четырехзвенника (пантографа) для передачи синхронного вращения на все четыре ходовые винта. Этот узел характеризуется конструктивной простотой и невысокой стоимостью, однако он имеет ряд существенных недостатков по сравнению с узлом, состоящим из системы валов и конических передач: повышенные габариты, меньшая плавность движения, невысокая эксплуатационная надежность при передаче на ходовые винты значительных усилий.
У станков Адидже, Тимаво, Макрум главный привод смонтирован на отдельно стоящей колонне и синхронно опускается вместе с пильной рамой. Вал главного привода па подвижных салазках с эксцентриками и опорный узел шкивов с электродвигателем установлены на этой же опоре. Указанная система, удерживаемая двумя гайками с проходящими через них ходовыми винтами, плавно перемещается по вертикали вверх или вниз в зависимости от направления вращения винтов. Такая конструкция исключает дезоксиал, что позволяет уменьшить длину шатуна и соответственно общую длину станка. Кроме того, подвески этих станков имеют укороченную длину, приводящую к более высокому подъему пил над дном пропилов, что позволяет улучшить снабжение пропилов абразивом.
В состав конструкции большинства станков с криволинейным движением рамы, работающих с неармированными пилами, входит система подачи абразивной пульпы. У станков с замкнутым циклом обращения пульпы такая система включает следующие элементы (см. рис. 15, б): насос, классификатор, дозатор дроби, верхний и нижний зумпфы (приямки), рекуперационную емкость, трубопроводы с кранами и распределитель абразива. Важнейший элемент этой системы — распределитель абразива характеризуется большим конструктивным разнообразием. Опыт показывает, что наиболее рациональна конструкция распределителя в виде бака, смонтированного на каретке над пильной рамой. Бак совершает вместе с тележкой поперечное водвратно-поступательное движение под действием электромеханического привода. Пульпа в пропилы додается через резиновые или капроновые рукава, соединенные с баком и распределяющие абразив по всей ширине распиливаемого блока.
Техническая характеристика рамных станков с криволинейным движением рамы приведена в табл. 2.

Рамные штрипсовые станки с прямолинейным движением рамы — также широко распространены на наших камнеобрабатывающих предприятиях. Среди них советские станки моделей 2992, КС-2, СМР-032, CMP-069, СМР-077 и импортные станки Диага, СВГ, ЛВГ-С, ДА4-75, ДМ-1000, ДМС-500, Днабретон, Рапидор.
Горизонтально-распиловочные станки с опусканием пильной рамы конструктивно схожи со станками с криволинейным движением рамы, но отличаются тем, что рама не имеет подвесок, а перемещается в специальных прямолинейных направляющих, размещенных в двух суппортных балках. Как в станки с криволинейным движением рамы, они могут иметь одношатунный (ДДА-75, ДМС-500, ЛВГ-С, Днабретон и др.) или двухшатунный (СМР-032, СААР-069. Диага, СВГ) главный привод. Все они, кроме ЛВГ-С, имеют систему принудительного опускания пильной рамы.
Для большинства станков с двухшатунным приводом характерна компоновка станины со смещением задних колони внутрь па размер, соответствующий сумме толщин шатуна и суппортной балки.
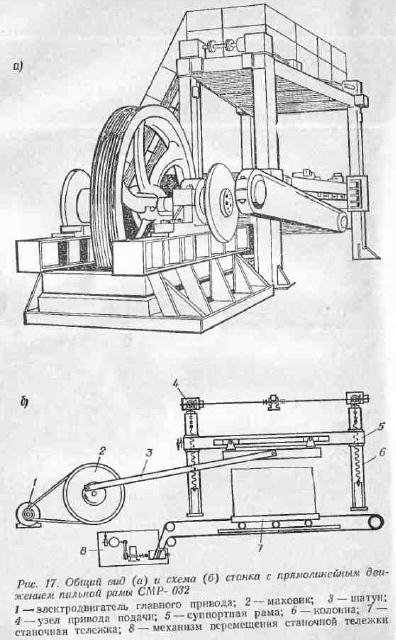
Конструкция стайка СМР-032 с двухшатунным приводом движения пильной рамы показана на рис. 17. Часть его узлов и деталей унифицирована с соответствующими узлами и деталями стайка СМР-043.
Станок СМР-069, имеющий увеличенное рабочее пространство, относится к группе широкоставных. Этим советским станкам конструктивно аналогичны импортные станки, эксплуатируемые на отечественных, камнеобрабатывающих предприятиях: Диага, СВГ, CBH и др. На широкоставных станках Диага180жск, СВГ-V и др. можно устанавливать до 70—80 штрипсовых алмазных пил.
Горизонтально-распиловочные станки с опусканием пильной рамы и одношатунным приводом ДАА-75, ДМС-500, ДМЖ, ЛВГ-С также являются широкоставными.
Горизонтально-распиловочные станки с подъемом рабочего стола отличаются характером рабочей подачи, которая обеспечивается подъемом стола с распиливаемым блоком к пильной раме. К достоинствам этих станков относятся отсутствие у них дезоксиала и высокая жесткость и точность работы пильной рамы. Среди таких станков (СМР-077, Рапидор, Тэ солл, TЛ-15 и др.) наиболее распространен станок Рапидор в разнообразных исполнениях. Станина его выполнена в виде опорной П-образной рамы, закрепленной неподвижно в железобетонных опорах. В направляющих рамы под действием привода, находящегося на индивидуальной железобетонной тумбе, перемещается в горизонтальном направлении пильная рама. Механизм рабочей подачи станка состоит из электродвигателя, вариатора и системы валов и конических передач, смонтированных па опорной раме, а также из ходовых винтов, маточных гаек и суппортов. Тележка-платформа с распиливаемым блоком закатывается на поперечные балки-держатели, соединенные попарно с суппортами, и поднимается к пильной раме действием механизма подачи.
Стайку Рапидор конструктивно аналогичны станки КС-2 и TЛ-15. Новый отечественный станок этой группы — СМР-077, осваиваемый в серийном производстве, характеризуется гидравлическим приводом подтема рабочего стола (рис. 18).

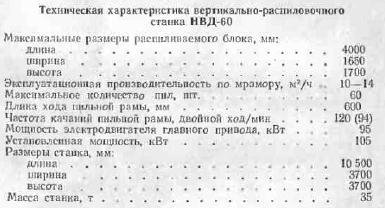
Вертикально-распиловочные станки имеют облегченную пильную раму с укороченными пилами, что способствует увеличению скорости ее движения и соответственно повышению производительности станков. Это происходит за счет сокращения примерно вдвое длины пил и поперечных балок рамы с уменьшением их сечения при пилении вдоль высоты блока, которая в 2 раза меньше его длины. К преимуществам таких станков относятся благоприятные условия работы алмазных пил из-за легкости удаления шлама из пропилов, поточный характер работы, небольшие потери сырья. Однако вертикально-распиловочные станки не получили широкого применения, главным образом, из-за сложного крепления распиливаемого блока.
Станок НВД-60 (фирма «Морденти», Италия) с пильной рамой, установленной под углом 10° к вертикали, имеет главный привод с двумя маховиками и одним шатуном. Оригинально решена конструкция механизма рабочей подачи: распиливаемый блок перемещается по гладкой поверхности неподвижного стола под действием торцевого толкателя, скорость движения которого регулируется вариатором.
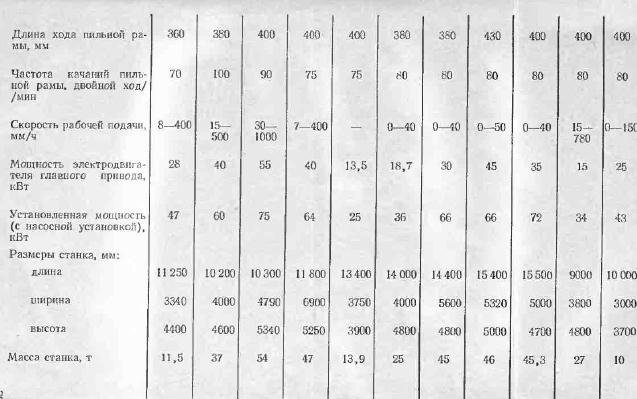
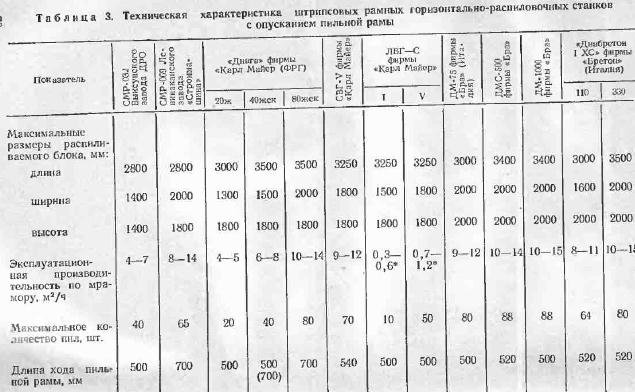
Технические характеристики наиболее распространенных рамных станков с прямолинейным движением рамы приведены в табл. 3, 4.
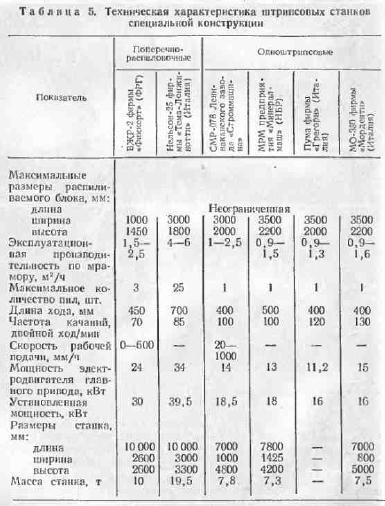
Станки специальной конструкции — сравнительно небольшая группа штрипсового оборудования, представленная поперечно-распиловочными и одноштрипсовыми ставками.
Поперечно-распиловочные станки отличаются исполнительным органом в виде вертикальной рамы, совершающей возвратно-поступательное движение в горизонтальном направлении под действием главного привода. Внутри рамы устанавливаются одна или несколько штрипсовых пил, концы которых крепятся к кареткам, cинxpoннo перемещающимся по вертикальным направляющим рамы вместе с пилами под действием ходовых винтов механизма подачи. Типичным примером такой конструкции может служить станок Нельсон фирмы «Тема-Лонджинотти» (Италия) (рис. 19).

Одноштрипсовые станки выполняются без рамы. Исполнительным органом в зависимости от типа станка служат: лучок в виде П-образной скобы, между нижними свободными концами которой натянута штрипсовая пила (PKБ-1, СМР-078), параллелограмм, нижняя сторона которого образована штрипсовой пилой (MPM-1), пневмоцилиндры в суппортах, между штоками которых натянута штрипсовая пила (МО-350).


Станок СМР-078 (рис. 20) имеет скобу-лучок, между нижними концами которой натянута штрипсовая пила. Кривошипно шатунный или кулисный привод скобы размещается на одном из суппортов, в направляющих которых и перемещается скоба-лучок с пилой. Суппорты передвигаются по направляющим колони станины под действием ходовых винтов механизма подачи.
У станка MPM-1 (рис. 21) рабочим органом служит параллелограммное звено, нижняя горизонтальная сторона которого образована штрипсовой пилой, верхняя — натяжной полосой, а боковые стороны — коромыслами, поворачивающимися на осях под действием кривошипно-шатунного или кулисного привода.

Станок МО-350 (рис. 22) отличается наличием в конструкции рабочего органа пневматической натяжной системы. Станина станка состоит из двух массивных колони, связанных поверху горизонтальной балкон. На колоннах установлены суппорты, синхронно перемещающиеся по вертикали под действием ходовых винтов механизма подачи В суппортах размещены пневмоцилиндры, снабжаемые сжатым воздухом и связанные между собой воздухопроводом через распределительный реверсивный золотник. Между штоками пневмоцилиндров в специальных держателях натянута штрипсовая пила, возвратно-поступательное движение которой обеспечивается спаренным кривошипно-шатунным механизмом с приводом от электродвигателя. Пила перемещается по направляющим роликам, укрепленным в верхней части держателей пилы и перекатываемым по обработанной поверхности кронштейнов. Распиливаемый блок устанавливается из столе-тележке, верхняя платформа которого может поворачиваться на 90°.
Техническая характеристика станков специальной конструкции приведена в табл. 5.