



Термомеханическая обработка сплавов 42НХТЮ и 44НХТЮ
Для получения более высоких прочностных свойств и наиболее важного из них — сопротивления малым пластическим деформациям — сплавы 42НХТЮ (или Н41ХТА) и 44НХТЮ подвергаются термомеханической обработке.
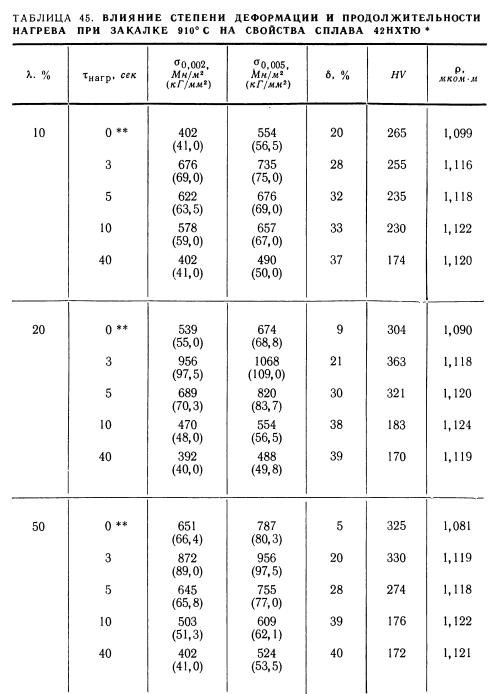
Применение холодной пластической деформации после закалки существенно повышает модуль упругости (рис. 206) и прочностные свойства этих сплавов, но снижает пластичность (табл. 45). В результате отпуска упрочнение тем выше и достигается при тем более низкой температуре, чем выше степень предшествующей деформации (рис. 207). В частности, после деформации с обжатием 99,5—99,7% максимальное упрочнение сплава 42НХТЮА достигается, по данным Н.И. Бугровой, после отпуска при 500° С. Нагрев до 600° С уже вызывает разупрочнение. Такое изменение свойств типично для дисперсионно твердеющих сплавов.

После обычной термомеханической обработки (закалка, деформация и отпуск) достигаются высокие значения предела упругости. Так, после закалки с 910° С, деформации с обжатием 12% и 2-ч отпуска при 600° С предел упругости (о0,002) сплава 42НХТЮ достигает 980 Мн/м2 (100 кГ/мм2), а после деформации с обжатием 22% и такого же отпуска 1078 Мн/м2 (110 кГ/мм2), тогда как после закалки с 910° С и отпуска при 600 или 690° С максимальное значение предела упругости 784—880 Мн/м2 (80— 90 кГ/мм2).
Минимальный температурный коэффициент пары часовая спираль (из сплава 42НХТЮА) — баланс, пропорциональный температурному коэффициенту модуля упругости сплава достигается, по данным Н.И. Бугровой, после деформации с обжатием 95—99,7% и отпуске при 720° С, 30 мин. Более высокое упрочнение при улучшении свойств стабильности часовых спиралей достигается после отпуска: при 500° С, 30 мин и при 720° С, 30 мин.
Хотя термомеханическая обработка по обычному методу и обеспечивает высокое упрочнение (высокое значение предела упругости), но после этой обработки сплав имеет ряд недостатков — сниженную пластичность и неравномерное (анизотропное) упрочнение.
Значительное улучшение свойств сплавов достигается при двойной термомеханической обработке.
Повторная скоростная закалка предварительно деформированного сплава 42НХТЮ сильно повышает сопротивление малым пластическим деформациям и значительно увеличивает пластичность (см. табл. 45). Относительный прирост предела упругости в результате повторной закалки тем больше, чем меньше продолжительность выдержки и степень предшествующей деформации.

После закалки с меньшей выдержкой, судя по данным измерения физического уширения, плотность дислокаций больше, чем после длительной. После нагрева деформированного сплава 42НХТЮ при 910° С в течение 5 сек величина физического уширения дифракционных линий составляет 14,6*10в-3 рад, а после нагрева в течение 40 сек — 1,4*10в-3 рад. Значительно меньшие изменения физического уширения отмечены на образцах после малых деформаций (5%). Повторная закалка сплава при 800— 850° С (предварительная деформация с обжатием 12%) ведет к тем большему упрочнению, чем больше продолжительность нагрева, поскольку при этих температурах идет распад твердого раствора. Повторная закалка при температурах выше границы растворимости (910—950° С) обеспечивает тем большее упрочнение, чем меньше продолжительность выдержки, так как при длительных выдержках интенсивно развивается процесс рекристаллизации. Возрастание предела упругости при кратковременном нагреве является результатом процессов полигонизационного типа. Снятие зональных напряжений не оказывает значительного влияния на прирост предела упругости, поскольку их величина, определенная по методу Н.И. Давиденкова и Е.М. Шевандина в тонкой холоднокатаной ленте, очень невелика — не превышает 23 Мн/м2 (2,3 кГ/мм2). В то же время сам факт снятия остаточных напряжений вследствие термически активируемых сдвигов свидетельствует о возможности перераспределения дислокаций, которое, судя по изменению свойств (рост предела упругости и устранение его анизотропии), приводит к полигонизации.
Как видно из данных табл. 45, повторная закалка даже с выдержкой 3 сек сильно увеличивает пластичность, и поэтому заготовки после такой закалки могут быть подвергнуты обработке давлением (штамповке).
Однако при этом возникает естественный вопрос о том, как изменятся состояние тонкой структуры и свойства, достигнутые в результате термомеханической обработки. Как показывают данные табл. 46, такая деформация после повторной закалки с 3-сек выдержкой снижает предел упругости вследствие изменения субструктуры. После закалки с выдержкой в течение 40 сек та же деформация увеличивает упрочнение, как и в случае сплавов с рекристаллизованной структурой.

Хотя дополнительная деформация с обжатием 20% (см. табл. 46) и снижает предел упругости, однако после дополнительного 2-ч отпуска при 600° С предел упругости оказывается столь же высоким, как и после термомеханической обработки и отпуска, но без повторной (после закалки) деформации.
Тонкая структура, полученная в результате деформации и последующей закалки, оказывает такое же сильное влияние на процессы превращений в сплавах при последующем отпуске (рис. 208), как и в случае сплавов 36НХТЮ и 36НХТЮМ8 (ЭП52). Наибольший относительный прирост предела упругости при отпуске достигнут после предварительной деформации с обжатием 5—10% и повторной закалки (выдержка 3 сек). Чем больше степень предшествующей деформации, тем меньше продолжительность отпуска для достижения максимума упрочнения, хотя плотность дислокаций, судя по величине физического уширения дифракционных линий, в этом случае (до отпуска) меньше.

Изменения электросопротивления показывают, что различия в величине исходной деформации влияют на характер превращений при отпуске на 600° С, тогда как продолжительность выдержки при повторной закалке оказывает значительно меньшее воздействие. Однако при отпуске на 690° С, как и в случае сплава 36НХТЮ, продолжительность выдержки при повторной закалке (см. рис. 208) сказывается на характере изменения электросопротивления. Абсолютная величина предела упругости о0,002 достигает максимального значения 1070 Мн/м2 (109 кГ/мм2) в результате предварительной пластической деформации с обжатием 10—20%, закалки при 910° С (выдержка 3 сек) и отпуска при 600° С. Практически такие же высокие значения предела упругости могут быть достигнуты и после деформации и повторной закалки при более низких температурах (850° С) и отпуска при 600° С. Нагрев при 800—850° С приводит к распаду твердого раствора и соответственно к росту упрочнения и снижению пластичности; при отпуске идет лишь дополнительный распад.
Упрочнение сплава 42НХТЮ после двойной термомеханической обработки, включающей повторную закалку при 800—850° С и отпуск при 600° С, оказывается выше, чем после отпуска деформированного сплава, т. е. после обычной термомеханической обработки.
Абсолютная величина предела упругости после повторной закалки при 910 и 950° С и отпуска при 600° С ниже, чем после низкотемпературной 800—850° С, но не уступает величине, получаемой после обычной термомеханической обработки.
Основные закономерности влияния деформации, повторной закалки и отпуска как при 600, так и 690° С практически одинаковы (см. рис. 208). Однако скорости структурных превращений и упрочнения при более высокой температуре отпуска заметно выше. Максимум упрочнения после отпуска при 690° С достигается за 1 ч, а при 600° С — за 2 ч.
Максимальное значение предела упругости (о0,002) после двойной термомеханической обработки (деформация с обжатием 12%) при условии сохранения после повторной закалки повышенной пластичности (закалка с 910° С) составляет 1020 Мн/м2 (104 кГ/мм2), т. е. оказывается практически таким же, как и после обычной термомеханической обработки: о0,002 = 1030 Мн/м2 (105 кГ/мм2). Эти величины заметно выше, чем после закалки и отпуска, когда о0,002 = 800 Мн/м2 (81,5 кГ/мм2).
Таким образом, двойная термомеханическая обработка обеспечивает значительный прирост предела упругости и повышенную технологическую пластичность. Повышение сопротивления малым пластическим деформациям обусловливает уменьшение упругого гистерезиса и снижение величины остаточной деформации.
Гистерезис мембран после двойной термомеханической обработки (деформация с обжатием 50%, закалка при 910° С, 10 сек и отпуск при 690° С, 2 ч) оказался равным 8 мкм; после обычной обработки (закалка при 910° С, 40 сек и отпуск при 690° С, 2 ч) он был равен 45 мкм.
Двойная термомеханическая обработка повышает свойства сплава не только при кратковременном, но и при длительном нагружении.
Так, после двойной термомеханической обработки повышается релаксационная стойкость сплава 42НХТЮ при 20 и 400° С: за 1000 ч при 20° С после обычной обработки (деформация с обжатием 20%, закалка при 910° С с выдержкой 40 сек и отпуск при 600° С, 2 ч) напряжения у образцов снизились [исходное значение 714 Мн/м2 (73 кГ/мм2)] на 6,8%, после деформации 20% и закалки при 910° С с выдержкой 3 сек (без отпуска) — на 15% [исходное напряжение 882 Мн/м2 (90 кГ/мм2)], а после двойной термомеханической обработки, включая отпуск (600° С, 2 ч), — на 2,8% [исходное напряжение 1070 Мн/м2 (109 к Г/мм2)].
Опыты по релаксации напряжений при 400° С — о0 = 560 Мн/м2 (57 кГ/мм2), продолжительность до 40 ч — показали, что и в данном случае образцы из сплава 42НХТЮ после двойной термомеханической обработки с отпуском обладают большей релаксационной стойкостью (снижение напряжений на 5,2%), чем после обычной (снижение напряжений на 13%). У сплава 36НХТЮ снижение напряжений на образцах после двойной термомеханической обработки и отпуска составило 15,5%, тогда как после обычной обработки 19,5%.
Приведенные данные свидетельствуют о том, что применение нового метода двойной термомеханической обработки обеспечивает увеличение стабильности тонкой структуры.
Двойная термомеханическая обработка повышает свойства сплава 42НХТЮ и при циклическом нагружении. Усталостная прочность сплава 42НХТЮ в условиях пульсационного цикла после двойной термомеханической обработки выше, чем после обычной. Это повышение, как и в случае стали после высокотемпературной термомеханической обработки, особенно заметно в области так называемой ограниченной выносливости, тогда как предел выносливости повышается на относительно небольшую величину —40 Мн/м2 (—4,1 кПмм2).
Двойная термомеханическая обработка сплава 42НХТЮ по предложенной технологической схеме нашла практическое применение при изготовлении гофрированных мембран. Л.Ш. Гилис, Б.И. Застенкер и Р.Я. Белюговский показали, что лучшие результаты дает этот вид TMO по режиму: закалка с 910° С, холодная пластическая деформация с обжатием 50%, повторная скоростная закалка с 910° С, штамповка и отпуск при 700° С, 0,5 ч. После двойной термомеханической обработки свойства сплава 42НХТЮ оказались на том же уровне, что и после обычной TMO (закалка, деформация с обжатием 50%, штамповка и отпуск при 650° С, 0,5 ч), но в первом случае устраняются технологические трудности при штамповке мембран. Применение двойной TMO значительно повышает метрологическую точность упругих чувствительных элементов и расширяет диапазон измеряемых давлений.