



Термомеханическая обработка сплава 36НХТЮ
Влияние пластической деформации на свойства сплава 36НХТЮ. В табл. 34 показано изменение тонкой структуры свойств сплава 36НХТЮ после наклепа. В результате деформации измельчается тонкая структура, возрастает плотность дефектов и изменяется атомное распределение, которое ведет к снижению электросопротивления. На характер этих изменений указывалось ранее.
Кристаллографическая текстура сплава 36НХТЮ после деформации с обжатием 50% не вполне характерна для сплавов с кубической гранецентрированной решеткой (рис. 185). Деформированный сплав 36НХТЮ отличается резкой анизотропией свойств.В частности, после деформации с обжатием 50% предел упругости (о0,002) в поперечном направлении равен 568 Мн/м2 (58 кГ/мм2), а в продольном 402 Мн/м2 (41 кГ/мм2). Существенно, что в деформированном сплаве 36НХТЮ установлена анизотропия удельного электросопротивления. Однако в отличие от деформированного никеля и бериллиевой бронзы (см. ниже) удельное электросопротивление в продольном направлении выше (1,15 мком*м), чем в поперечном (1,13 мком*м); значения предела упругости изменяются противоположным образом.


После закалки и деформации сплав 36НХТЮ имеет низкую пластичность и поэтому полуфабрикаты из него (ленты, проволока) нельзя подвергать многим операциям обработки давлением (штамповке с вытяжкой, сложной гибке, плющению и т. п.), необходимым для изготовления упругих элементов. Это, естественно, ограничивает область применения термомеханической обработки.
Влияние повторной закалки на структуру и свойства деформированного сплава 36НХТЮ. В табл. 35 показано изменение свойств сплава 36НХТЮ после повторной закалки с выдержкой различной продолжительности. Характерно, что в результате такой закалки повышается сопротивление малым пластическим деформациям, тогда как твердость почти не растет. При этом нагреве вновь возрастает удельное электросопротивление, сниженное в результате пластической деформации (см. табл. 34). Наибольшая величина предела упругости (о0,002) достигается после деформации со значительным обжатием (50%) и закалки с выдержкой в течение 3 сек.

Возможно, что после закалки с еще меньшей выдержкой предел упругости будет еще более высоким. Относительный прирост предела упругости после повторной закалки больше у сплавов, подвергнутых небольшой деформации (10%). С ростом допуска на остаточную деформацию прирост предела упругости снижается, а твердость, характеризующая сопротивление большим пластическим деформациям, почти не растет.
Нагрев сплава 36НХТЮ при 950° С в течение 3 сек после деформации с обжатием от 10 до 50% вызывает лишь дорекристаллизационные изменения тонкой структуры; только после 40 сек нагрева отчетливо выявляется рекристаллизация обработки. После нагрева при 950° С в течение 3 сек (исходная деформация с обжатием 50%) не наблюдается изменений рассеяния текстурных максимумов (см. рис. 185). Этот факт также служит признаком того, что рекристаллизации в описанных условиях нагрева действительно не происходит. Однако он свидетельствует о субструктурных изменениях, характерных, в частности, и для дорекристаллизационного отжига деформированных сплавов на основе меди.
В результате кратковременного нагрева (3 сек) деформированных сплавов (кроме предварительно обжатых на 50%) уменьшается величина областей когерентного рассеяния (табл. 36), что является признаком перераспределения дислокаций (полигонизация). Поскольку и после деформации с обжатием 50% повторный нагрев вызывает те же изменения свойств, что и после обжатия на 10—20%, можно предполагать, что во всех случаях тонкая структура (распределение дислокаций) изменяется в одном направлении. Кратковременный нагрев при повторной закалке уменьшает величину физического уширения дифракционных линий и притом в тем большей степени, чем выше степень предшествующей деформации. В результате более продолжительного нагрева снижается величина физического уширения, увеличивается размер областей когерентного рассеяния, уменьшается величина микронапряжений и одновременно снижается степень упрочнения.
О том, что кратковременный нагрев изменяет тонкую структуру (перераспределяются дислокации), свидетельствует рост предела упругости и уменьшение его анизотропии, которая была после деформации. Подобный эффект устранения анизотропии при росте сопротивления малым пластическим деформациям был обнаружен в никеле и в ряде сплавов.
Важный результат повторной (после деформации) закалки с кратковременным нагревом — заметный рост пластичности (см. табл. 37). После закалки с нагревом в течение 3 сек пластичность достигает таких значений, что заготовки могут быть подвергнуты обработке давлением со значительной вытяжкой. Высокая пластичность — важное преимущество метода двойной термомеханической обработки по сравнению с обычным методом (закалка и деформация). Наибольшая абсолютная величина предела упругости достигнута в результате скоростной закалки сплава 36НХТЮ после предварительной деформации с обжатием 50%.
В табл. 37 показано изменение свойств сплава 36НХТЮ после деформации с обжатием 50%, повторной закалки при 910 и 950° С с выдержкой при температуре нагрева от 3 до 40 сек.
При температурах 910—950° С, обеспечивающих переход в однофазную область твердого раствора, предел упругости и твердость после начального увеличения с ростом выдержки непрерывно снижаются. Пластичность сплава тем больше, чем выше температура и больше продолжительность нагрева.
Изменение свойств при малых выдержках главным образом связано с перестройкой дислокаций по типу полигонизации, а при более длительных — с процессами рекристаллизации.
Влияние отпуска на свойства сплава 36НХТЮ, подвергнутого термомеханической обработке. Упрочнение деформированного сплава 36НХТЮ при отпуске идет со значительно большей скоростью, чем недеформированного. При низких температурах отпуска (до 500° С) происходят такие же процессы атомного перераспределения в пределах твердого раствора, как и в недеформированиом сплаве. В случае отпуска при 600—700° С в деформированном сплаве отчетливо обнаруживаются микроструктурные изменения, проявляющиеся в росте зон прерывистого выделения. По данным, рост этих зон происходит быстрее, чем в недеформированном сплаве, поскольку прерывистое выделение зарождается не только на границах, но и в пределах объема зерен, в местах скопления дефектов строения. В зонах прерывистого распада деформированного сплава в отличие от закаленного состояния ламели фазы у' из-за протекающей рекристаллизации, по-видимому, будут некогерентными, как это обычно и наблюдается в случае прерывистого распада в большинстве сплавов. Однако это изменение характера распада в деформированном сплаве не должно изменить основного механизма скольжения (при деформации) в зонах прерывистого распада — путем огибания ламелей.
Упрочнение при отпуске деформированных сплавов, как и недеформированных после низкотемпературной закалки, имеет общий характер и связано не только с ростом предела текучести (или предела упругости), но и одновременно с увеличением коэффициента упрочнения.
Наряду с прерывистым выделением при отпуске деформированных сплавов, как и закаленных, будет происходить и непрерывное выделение. Наличие этих двух типов выделения проявляется на кинетических кривых, весьма сходных с кривыми для недеформированного сплава (см. рис. 186, 187).
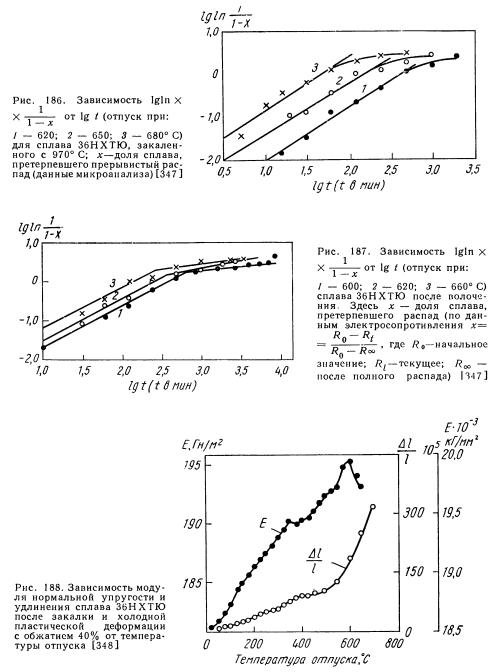
В процессе отпуска деформированного сплава 36НХТЮ, начиная от самых низких температур, наблюдается увеличение (возврат) модуля упругости, снизившегося в результате холодной пластической деформации. Этот рост модуля упругости, как и изменение электросопротивления, является многостадийным (рис. 188). Первые три стадии связаны с перераспределением дефектов строения и атомов, а четвертая (~600о С) — с распадом твердого раствора. Все эти процессы способствуют закреплению дислокаций. Эффект увеличения модуля упругости, как отмечалось выше, наблюдается и при отпуске закаленного сплава, но при этом авторы отмечают лишь две стадии роста модуля в интервале 200—650° С, причем абсолютная его величина тем выше, чем ниже температура предшествующей закалки (рис. 189).

Если после отпуска произвести холодную пластическую деформацию, даже с очень небольшим обжатием, то модуль упругости заметно снижается, т. е. появляется дефект модуля, связанный с появлением легкоподвижных дислокаций и вакансий, а также перераспределения атомов (вплоть до обратной растворимости). Величина этого снижения зависит от температуры закалки и последующего отпуска, причем с понижением его температуры (до 600—650° С) модуль упругости под действием последующей деформации снижается меньше, чем после более высокотемпературного нагрева (рис. 190). Однако если после указанной деформации произвести повторный отпуск, то дефект модуля устранится (рис. 191). Как указывают авторы работы, после такого отпуска необходимо медленное охлаждение, чтобы получить достаточное насыщение атмосфер на дислокациях. Поэтому после операции стабилизации (массирования) или опрессовки, во время которых возникает остаточная деформация, если требуется высокая стабильность УЧЭ, необходим дополнительный отпуск при 600—650° С.
Дефект модуля может возникнуть и в процессе службы упругих элементов, если действующее напряжение приближается к пределу упругости или даже достигает его значений. Поэтому чем выше предел упругости, тем меньше опасность того, что дефект модуля вследствие развития малых (или микро) пластических деформаций достигнет такой величины, которая может оказать влияние на служебные характеристики упругих элементов. При повышении предела упругости ниже будут и величина релаксации напряжений, и деформация ползучести. Поэтому целесообразно применение двойной термомеханической обработки, повышающей предел упругости и весь комплекс прочностных свойств. При этом чем больше степень деформации, тем выше упрочнение. Особенно высокое упрочнение достигается при изготовлении лент микронной толщины, когда степень обжатия >80%. Следует, однако, учитывать, что в условиях работы упругих элементов при нагреве степень обжатия при использовании обычной схемы термомеханической обработки должна быть 30—40%. Возможно, что в условиях так называемой двойной термомеханической обработки оптимальная степень пластической деформации будет отличаться от указанных выше значений.
Свойства сплава 36НХТЮ, достигаемые после термомеханической обработки — предел упругости, релаксационная стойкость как при нормальной температуре, так и при нагреве, а также циклическая релаксация — существенно улучшаются в результате применения в качестве окончательной операции электрохимического полирования с удалением слоя толщиной 10—15 мкм. Поэтому электрополирование должно быть обязательной операцией в технологическом процессе изготовления упругих элементов.
Влияние отпуска на свойства сплава 36НХТЮ после двойной термомеханической обработки. Описанные выше субструктурные и структурные процессы, по-видимому, происходят и при отпуске сплава 36НХТЮ после термомеханической обработки по схеме закалка — холодная пластическая деформация — повторная закалка с высокой скоростью. Более равномерное распределение дефектов строения после повторной закалки создает и большую равномерность распада, (см. рис. 192), степень развития которого будет, естественно, тем меньше, чем больше выдержка при температуре закалки.


Упрочнение сплава 36НХТЮ при отпуске на 600° С (рис. 193) происходит с тем большей скоростью и максимальное упрочнение достигается тем быстрее, чем выше степень предшествующей деформации и меньше выдержка при повторной закалке. Так, если после деформации с обжатием 5% и закалки с выдержкой 3 сек максимальный предел упругости в случае отпуска при 600° С достигается после выдержки 2—4 ч, то после деформации 20% и такой же закалки он достигается уже за 1 ч, а после деформации 50% и закалки — менее чем за 0,5 ч.
Таким образом, в этом случае проявляется такая же закономерность изменения прочностных свойств, как и при отпуске сплавов, подвергнутых после закалки пластической деформации, т. е. по обычной схеме термомеханической обработки.
Прирост предела упругости (по отношению к закаленному состоянию) в результате отпуска тем выше, чем меньше было обжатие при предварительной пластической деформации и короче выдержка при повторной закалке. Этот же эффект, как отмечалось выше, выявляется и после одной только повторной скоростной закалки деформированных сплавов с изменением тонкой структуры (полигонизация).
Распад твердого раствора при наличии в нем равномерно распределенных дислокаций протекает более однородно по объему кристаллитов. В этом случае, по-видимому, усиливается и влияние полигонизованной субструктуры, образовавшейся в процессе кратковременного нагрева при повторной закалке, поскольку частицы избыточной фазы возникают в первую очередь в области стенок дислокаций, к которым так же, как и к границам зерен, идет сток вакансий. Именно поэтому наибольший относительный эффект упрочнения при отпуске (рис. 193) наблюдается в случае сплава, предварительно деформированного с обжатием 5—10% и закаленного с выдержкой 3 сек. Чем больше продолжительность выдержки при температуре закалки, тем меньше плотность дефектов, сохраняющихся в кристаллитах, и тем более длительным должен быть отпуск для достижения максимального предела упругости (табл. 38).
Как следует из данных изменения электросопротивления, приведенных на рис. 193, температурные интервалы внутрифазовых превращений в образцах после двойной термомеханической обработки на начальных стадиях отпуска при 600 или 690° С смещаются к более кратковременным выдержкам по сравнению с исходным закаленным состоянием. При этом некоторые внутрифазовые процессы, соответствующие появлению максимумов электросопротивления, протекают при отпуске после двойной термомеханической обработки либо настолько быстро, что не отмечаются даже после наиболее кратковременного отпуска, либо одновременно.

Эффект упрочнения при отпуске зависит от степени деформации и режима повторной закалки. Важно указать, что даже после того, как в сплаве в результате повторной закалки произошла первичная рекристаллизация, упрочнение после отпуска будет выше, чем в обычно закаленном сплаве, когда увеличенное время выдержки достаточно для развития более поздних стадий рекристаллизации.
Таким образом, после первичной рекристаллизации сохраняется часть дефектов строения, созданных предшествующей деформацией. Этот факт, кроме того, свидетельствует о том, что развитие начальных стадий рекристаллизации, например при осуществлении BTMO сталей, еще может сохранить упрочнение, полученное в процессе деформации аустенита, и поэтому не столь опасно, как это иногда считают.
Абсолютная величина предела упругости оказывается наиболее высокой после повторной закалки с 910° С (выдержка 3—5 сек) и отпуска при 600° С, хотя и после закалки с 950° С достигаются почти такие же значения. Однако непосредственно после закалки с 950° С пластичность сплава выше, чем после закалки с 910° С. Поэтому применение закалки с 950° С имеет определенные технологические преимущества при изготовлении упругих элементов методом штамповки.
После повторной закалки с 950 или 1000° С максимальный прирост предела упругости при отпуске отмечается после выдержки при закалке в течение 5 сек. Однако при длительном отпуске прирост оказывается максимальным после закалки с наибольшей выдержкой (40 сек), так как после этого нагрева (под закалку) сильно уменьшается плотность дислокаций.
Общие закономерности изменения свойств после отпуска при 600° С в общем сохраняются и в случае высокотемпературного отпуска — при 690° С. Однако абсолютные значения предела упругости в данном случае ниже, так как минимальная выдержка при отпуске (0,25 ч) из-за большой скорости коагуляции и преобразования тонкой структуры оказывается слишком значительной для образцов после скоростной повторной закалки.
Максимальная величина предела упругости после двойной и обычной термомеханической обработки при условии равных степеней предварительной деформации практически одинакова (см. табл. 37, 38). Однако после повторной закалки сплав обладает повышенной пластичностью (см. табл. 37) и поэтому его можно подвергать штамповке или другим операциям изготовления упругих элементов. Отпуск после этой деформации обеспечивает практически такое же высокое сопротивление малым пластическим деформациям, как и без этой дополнительной деформации.
Двойная термомеханическая обработка сплава 36НХТЮ получила практическое использование в промышленности, в частности, при изготовлении манометрических пружин по следующей технологической схеме: 1) закалка заготовок при 1040° С, выдержка 15 мин, охлаждение в воде; 2) холодная пластическая деформация (раскатка) заготовок; 3) скоростная закалка с использованием т. в. ч. (температура нагрева 900—950° С, продолжительность нагрева 10—20 сек, выдержка 3 сек); 4) гибка и плющение пружин; 5) отпуск при 690—700° С, 30 мин.
После двойной термомеханической обработки пружины обладают значительно меньшим гистерезисом и остаточной деформацией по сравнению с обычной термической обработкой — закалкой и отпуском. Так, по данным завода «Манометр», гистерезис пружин манометра ГСП [номинальное давление 98 Мн/м2 (1000 am)] после двойной TMO уменьшился с 1,5 до 0,6—0,7%, а остаточная деформация — с 6 до 1 %.