



Металлургические особенности, качество и сортамент металла при электронно-лучевом переплаве
Рафинирование металла при ЭЛП основано, как и при ВДП, на капельном наплавлении слитка в условиях вакуумирования плавильного пространства печи. Вместе с тем взаимодействие металла с разреженной газовой фазой в условиях ЭЛП отличается по ряду термодинамических и кинетических показателей.
Остаточное давление газов в камере электронно-лучевой печи поддерживается обычно в пределах 1,3*10в-6 — 1,3*10в-4 Па (10в-4—10в-2 мм рт. ст.). Уровень металлической ванны в ходе ЭЛП сохраняет неизменное положение вблизи верхнего среза кристаллизатора, а расходуемая заготовка, подаваемая сверху либо сбоку, не препятствует удалению выделяющихся из расплава газов и паров. Поэтому указанный диапазон остаточного давления газов характеризует разреженность газопаровой фазы, контактирующей с расплавом металла, которая на 2—4 порядка ниже, чем при ВДП.
Высокая концентрация энергии электронного луча позволяет обеспечить существенный перегрев поверхности металлической ванны, хотя в реальных плавках температура последней обычно не достигает максимальных значений, характерных для данного металла или сплава, но превышает этот показатель для условий ВДП примерно на 100—150 °С.
Независимый источник теплоты при ЭЛП дает возможность в широких пределах регулировать скорость наплавления слитка и, соответственно, продолжительность пребывания металла в жидком состоянии. Понятно, что уменьшение производительности переплава приведет к более длительной выдержке расплава в условиях высоких вакуума и температуры и обязательно скажется на изменении его химического состава.
Наконец, необходимо упомянуть об отличии указанных процессов еще в одном аспекте. Как известно, при переплавах расходуемого электрода или заготовки металл подвергается рафинированию на трех этапах существования его в жидком состоянии: в пленке на оплавляющемся торце, в каплях и на поверхности металлической ванны. При сопоставимых условиях (производительность, диаметр применяемого кристаллизатора) площадь межфазной поверхности газ — металл на двух последних этапах соответственно одинакова для обоих методов переплава. Площади оплавляющегося торца электрода и заготовки при этом могут отличаться в несколько раз. Так, в ходе ВДП торец расходуемого электрода обычно плоский и, следовательно, площадь этой поверхности примерно равна поперечному сечению электрода. При ЭЛП с вертикальной подачей заготовки ее оплавляющийся конец приобретает коническую форму (с углом при вершине от 30 до 60°), а площадь этой поверхности в 2—4 раза превышает площадь поперечного сечения. Заготовка, подаваемая при ЭЛП сбоку, имеет плоский торец, как и при ВДП. Однако поверхность оплавления расположена вертикально, расплавленный металл перемещается по ней вниз и толщина пленки расплава меньше, чем на плоском горизонтальном торце электрода ВДП. Поэтому полагают, что условия рафинирования металла на первом этапе при ЭЛП всегда лучше, чем при ВДП, а наиболее благоприятные — при вертикальной подаче расходуемой заготовки и конической форме поверхности оплавления.
Обобщенно перечисленные отличия можно выразить так: при ЭЛП расплав продолжительнее подвергается воздействию более глубокого вакуума и высокой температуры.
Рафинирующий эффект при вакуумировании расплава обеспечивается за счет дегазации и дистилляции последнего. В данном разделе покажем, в какой мере изменившиеся, в сравнении с ВДП, условия взаимодействия переплавляемого металла с разреженной газовой фазой сказываются на результатах его рафинирования.
Во-первых, понижение давления способствует сдвигу равновесия химических реакций в сторону образования большего числа молей газообразных продуктов. Поэтому большая глубина откачки плавильного пространства печи ЭЛП создает благоприятные термодинамические условия протекания реакций дегазации расплава по механизму экстракции газов, ВУР и диссоциации HB.
Во-вторых, разрежение газопаровой фазы над расплавом улучшает кинетические условия процессов дегазации и дистилляции, поскольку при этом увеличивается длина свободного пробега атомов и молекул. При давлении ниже 1,3*10в-4 Па (10в-2 мм рт. ст.) вязкостный режим течения продуктов через газопаровую фазу к месту конденсации или в вакуумную магистраль сменяется молекулярным и эта стадия более не лимитирует в целом скорость указанных процессов.
Повышение температуры расплава металла в общем благоприятно сказывается на условиях его рафинирования. При этом становится более отрицательным изменение свободной энергии реакции углеродного раскисления, диссоциации оксидов, увеличивается упругость паров компонентов расплава. В качестве негативного изменение этого термодинамического фактора можно рассматривать лишь в отношении дегазации железа, никеля и некоторых сплавов на их основе, поскольку растворимость водорода и азота в них увеличивается с повышением температуры. Однако отрицательное влияние повышения температуры неощутимо сказывается на результатах рафинирования, поскольку с избытком компенсируется уменьшением давления.
Наряду с улучшением термодинамических показателей, повышение температуры влияет на кинетику реакций удаления примесей из расплава. Здесь, однако, уместно выделить два основных момента.
В тех случаях, когда скорость какого-либо гетерогенного процесса лимитируется массопереносом в тонком непромешиваемом слое вблизи межфазных границ, ускорить переход примеси можно увеличением коэффициента диффузии нримеси, уменьшением толщины этого слоя или увеличением приведенной поверхности реагирования. Если процесс протекает в кинетическом режиме, то интенсифицировать его можно лишь воздействием на акт химического или физического превращения. Поскольку энергия активации диффузии в жидких металлах (40—80 кДж/моль) значительно меньше энергии активации образования молекул веществ (300—500 кДж/ моль), возрастание температуры расплава существенно влияет в основном на интенсификацию процессов, протекающих в кинетическом режиме. К последним в интересующей нас области пирометаллургических процессов можно причислить лишь испарение некоторых элементов, в частности железа, хрома, никеля, титана, ниобия, алюминия, кремния, вольфрама, молибдена из сплавов на основе железа и никеля, а также удаление азота после достижения критических концентраций. Подавляющее большинство гетерогенных физико-химических процессов, имеющих большое практическое значение с точки зрения рафинирования металлов и сплавов, осуществляется в диффузионном режиме, а их скорость лимитируется доставкой реагентов к межфазной границе.
Поэтому основным достоинством ЭЛП в металлургическом отношении, кроме отмеченного позитивного влияния повышения температуры поверхности расплава и более высокой степени разрежения газопаровой фазы, следует считать возможность регулирования продолжительности пребывания металла в жидком состоянии. При этом большое значение для повышения чистоты переплавляемого металла имеет первый этап пребывания его в жидком состоянии.
Перегрев металла над температурой ликвидуса в пленке на оплавляющейся поверхности электрода и заготовки примерно одинаков и обычно не превышает нескольких десятков градусов. Однако развитая межфазная поверхность, площадь которой при ЭЛП может быть даже в несколько раз больше площади зеркала металлической ванны в кристаллизаторе, и малая толщина слоя расплавленного металла являются теми факторами, которые способствуют интенсификации процессов, протекающих в диффузионном режиме.
Важную роль первого этапа подтверждают экспериментальные данные: рафинирование тугоплавких металлов от кислорода происходит в основном на стадии течения пленки; при ЭЛП легированных сталей и хромоникелевых сплавов на торце заготовки удаляется па 70—80 % примесей цветных металлов, 40—50 % азота и меди.
Кроме большой приведенной поверхности реагирования фаз эффективное очищение металла на стадии пленочного течения обусловливается более высокими концентрациями вредных примесей и, соответственно, более высокой скоростью относительного их изменения. По мере приближения показателей загрязненности к какому-либо термодинамически обусловленному уровню добиться дальнейшего повышения чистоты металла значительно сложнее. Поэтому полагают, что наиболее эффективными способами и конструкциями печей ЭЛП являются те, в которых в наибольшей мере используются преимущества рафинирования на стадии оплавления заготовки.
Роль третьего этапа рафинирования при ЭЛП менее значительна. Несмотря на то что поверхность расплава в кристаллизаторе имеет наибольший перегрев, а продолжительность пребывания металла в жидком состоянии достаточно велика, приведенные поверхности реагирования фаз в этой зоне и на оплавляющейся заготовке примерно одинаковы. Как отмечалось, повышение температуры не очень существенно сказывается па скорости физико-химических процессов, протекающих в диффузионном режиме. Поэтому реакции дегазации расплава и испарения многих вредных примесей осуществляются в кристаллизаторе с теми же скоростями, что и па первом этапе рафинирования. Усилить рафинирующий эффект можно лишь уменьшением производительности переплава, т. е. увеличением продолжительности выдержки расплава в кристаллизаторе. Практические результаты подтверждают этот вывод: чистота переплавленного металла действительно повышается с уменьшением скорости плавления заготовки и, соответственно, с повышением удельных затрат электроэнергии.
Однако такой путь достижения высоких металлургических показателей приводит и к негативным последствиям. Изменившиеся условия межфазного взаимодействия на поверхности металлической ванны интенсифицируют процессы, скорость которых ограничена химической стадией реакции. Как отмечалось, к таким процессам при ЭЛП относится в основном испарение. Поскольку подавляющее большинство элементов, испаряющихся в кинетическом режиме, является либо основой сплавов, либо легирующими компонентами, перегрев и длительная выдержка расплава наряду с удалением вредных примесей приводят к потерям металла (основы и легирующих элементов). Зависимость этих потерь от мощности электронно-лучевой пушки и удельных затрат электроэнергии практически линейная к широком диапазоне изменения этих параметров ЭЛП.
Выше перечислены основные отличия условий взаимодействия жидкого металла с разреженной газовой фазой при ВДП и ЭЛП и в общем показано, в какой мере эти изменения влияют на ход главных физико-химических процессов, обусловливающих рафинирование расплава при его вакуумировании. Охарактеризуем теперь подробнее особенности дистилляции и дегазации переплавляемого металла в условиях ЭЛП.
Высокие вакуум и температура, развитая реакционная поверхность и регулируемое время выдержки расплава обеспечивают большие возможности ЭЛП в деле очищения металлов от вредных цветных примесей. Испарение свинца, висмута, сурьмы, меди, олова, теллура, таллия, присутствующих в виде следов в сплавах на основе никеля, хрома, железа и с трудом удаляемых при ВДП, при ЭЛП происходит с наибольшей степенью полноты. Снижение концентрации этих элементов при однократном переплаве составляет в среднем не менее 60 % исходного содержания (табл. 68).

В соответствии с описанными термодинамическими и кинетическими закономерностями испарения показатели чистоты металла оказываются взаимосвязанными с режимом переплава и в общем улучшаются с увеличением температуры и продолжительности вакуумирования (рис. 110). Поскольку интенсивность испарения свинца и висмута ограничена скоростью их диффузии в пограничном слое металла, влияние изменения производительности ЭЛП на скорость их удаления оказывается существеннее, чем мощность облучения. Испарение меди и сурьмы, осуществляемое в переходном между диффузионным и кинетическим режиме, в большей мере зависит от температурного фактора. Также подвержена влиянию термодинамических и кинетических факторов интенсивность испарения других элементов.

О дистилляционных возможностях ЭЛП и влиянии режима переплава на интенсивность испарения какого-либо элемента можно судить по сопоставлению теоретических констант скорости испарения с экспериментально полученными значениями коэффициента массопередачи. Результаты такого сопоставления, например, для ЭЛП сплавов на основе железа приведены на рис. 111. Правая часть рисунка соответствует температурным условиям на стадии плавления заготовки (низкотемпературная зона рафинирования), левая — условиям на поверхности ванны (высокотемпературная зона). В данном случае в диффузионном режиме испаряются лишь свинец, марганец, медь и олово, причем лимитирующая роль диффузии усиливается на стадии ванны. Испарение большинства элементов ограничено скоростью десорбции.
На поверхности оплавляемой заготовки испарение почти не имеет места, но интенсифицируется в высокотемпературной зоне. Константы испарения кремния, молибдена, ниобия, вольфрама располагаются ниже линии ванадия, т. е. эти элементы практически не испаряются из сплавов на основе железа.

Для сплавов на основе других металлов относительное положение соответствующих линий изменится, поскольку изменяется активность элементов в расплаве и, следовательно, движущая сила испарения. Тем не менее такое сопоставление позволяет сделать вывод о дистилляционных возможностях ЭЛП. Принципы сравнения при этом таковы: удаление элемента, константы скорости испарения которого меньше, обязательно сопровождается более интенсивным испарением компонентов, обладающих повышенными скоростями десорбции; удаление примесей, испарение которых ограничено процессом диффузии, можно усилить технологическими мероприятиями на первом этапе, а для интенсификации рафинирования расплава от элементов, испаряющихся в кинетическом режиме, полезны лишь снижение скорости переплава и повышение температуры ванны.
Испарение серы, очень вяло происходящее на первом этапе рафинирования, интенсифицируется с поверхности расплава в кристаллизаторе. Однако хром и железо имеют близкие к сере константы скорости испарения, а потенциальные возможности десорбции марганца значительно выше. Поэтому использование ЭЛП с целью десульфурации стали обязательно приведет к потерям легирующих элементов.
При оптимальных скоростях ЭЛП относительное снижение концентрации серы в низкоуглеродистых сталях и никельхромовых сплавах составляет 5—10 %, но увеличивается до 20—30 % с повышением содержания в сталях углерода и кремния, а также исходного содержания самой серы. Рафинирование расплава от фосфора ограничено еще более низкими значениями констант скорости испарения. В зависимости от типа сплава ЭЛП может сопровождаться либо незначительным снижением концентрации фосфора, либо даже некоторым повышением его содержания в слитке, обусловленным потерями основы сплава и легирующих элементов. Однако в обоих случаях эти изменения не имеют практического значения в аспекте рафинирования. Поэтому полагают, что метод ЭЛП не предназначен для проведения десульфурации и дефосфорации, а требуемое низкое содержание серы и фосфора в слитке, как и для ВДП, должно быть обеспечено еще на этапе выплавки металла для расходуемой заготовки.
Испарение легирующих элементов и основы сплава, сопровождающее его дистилляцию от вредных примесей, — негативная сторона рафинирования при ЭЛП. Хотя с этими нежелательными изменениями химического состава приходится мириться максимальные потери сплава на испарение ограничивают обычно величиной 3—5 %. Конденсат на кристаллизаторе и стенках камеры печи ЭЛП при переплаве сталей состоит преимущественно из марганца, хрома и железа.
Обобщенные результаты многолетней эксплуатации печей ЭЛП показывают, что среднее относительное изменение содержания легирующих элементов и примесей при переплаве сталей характеризуется следующими показателями:

В связи с интенсивным испарением марганца полагают, что ЭЛП сталей, содержащих этот элемент в количестве более 0,4 %, нельзя признать целесообразным.
Потери легирующих элементов и испарение железа обусловливают одновременное относительное обогащение состава стали тугоплавкими компонентами и элементами с низкой упругостью пара (вольфрам, молибден, кремний, никель).
Понятно, что при заданном конечном составе стали содержание легирующих элементов в исходном материале должно быть соответствующим образом скорректировано. Большую помощь в деле получения сталей и сплавов прецизионного состава оказывают расчетные методы прогнозирования и оптимизации параметров процесса ЭЛП, в разработку которых существенный вклад внесли ученые ИЭС им. Е.О. Патона АН Украины.
Возможности дегазации металлов и сплавов при ЭЛП, как и рафинирования их от вредных примесей цветных металлов, также очень высоки. Удаление водорода из переплавляемых материалов не представляет проблем. Его остаточные концентрации независимо от исходного содержания обычно весьма малы и близки к значениям, термодинамически обусловленным для данного металла или сплава в конкретных режимах переплава.
Достигнуть низких содержаний азота в переплавленном металле сложнее. Очищение расплава от этого диффузионно менее подвижного элемента ограничено кинетическими особенностями процесса деазотации и оказывается зависимым от режимов ЭЛП. Общие закономерности удаления азота были описаны в параграфе 5 третьей главы. При переплавах с использованием расходуемого электрода или заготовки содержание азота как исходное, так и в переплавленном металле обычно не достигает тех минимальных значений, при которых режим деазотации переходит в кинетический. Поэтому на показатели рафинирования металла от азота большое влияние оказывают мероприятия, интенсифицирующие диффузионный этап массообмена (увеличение приведенной поверхности реагирования).
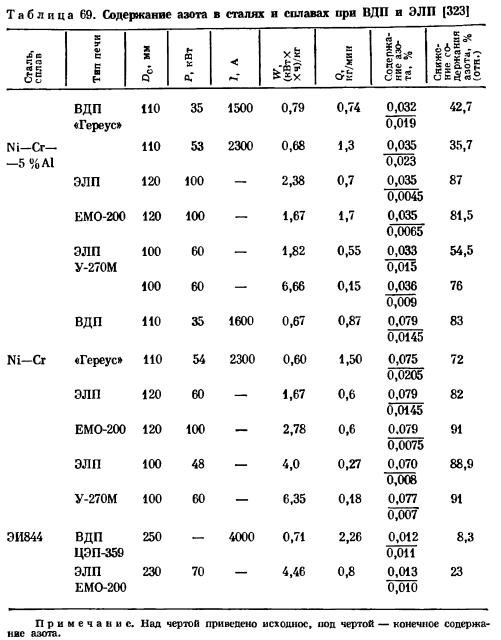
На полноту удаления азота при вакуумных процессах переплава положительно влияют уменьшение производительности и повышение мощности. Поскольку ЭЛП присущи большие возможности регулирования продолжительности пребывания металла в жидком состоянии, а также более благоприятные кинетические условия массообмена на поверхности оплавляемой заготовки, при ЭЛП достигаются пониженные в сравнении с ВДП конечные концентрации азота в переплавленном металле (табл. 69). Причем некоторые исследователи полагают, что в случае ВДП первый этап рафинирования (заготовка) имеет второстепенное значение и азот выделяется преимущественно с поверхности ванны, а при ЭЛП на стадии заготовки удаляется примерно треть всего количества экстрагированного азота.
Рафинирование металла от кислорода осуществляется при ЭЛП в общем по тем же механизмам, что и в ранее описанных методах производства высококачественных слитков. Сравнительно высокие вакуум и температура благоприятствуют диссоциации исходных неметаллических включений, восстановлению их углеродом, десорбции растворенного в расплаве кислорода в газопаровую фазу, в том числе и за счет ВУР, выделению не успевших диссоциировать HB на поверхность металла и их последующей коагуляции с обособлением шлаковой фазы.
Термодинамические расчеты и результаты экспериментов показывают, что доля участия каждого из перечисленных процессов в повышении чистоты металла по оксидным HB может быть различной и зависит от химического состава переплавляемого материала и режимов ЭЛП. Так, например, растворение гомогенных оксидных фаз кремния, марганца, алюминия, лимитируемое диффузией кислорода в жидком металле, происходит достаточно быстро и может иметь место уже на оплавляемом торце заготовки. Диссоциация термодинамически более устойчивых комплексных оксидов (типа алюминатов кальция) менее вероятна. Поэтому очищение комплексно-раскисленного переплавляемого металла или металла, имеющего сложный химический состав, в большей мере происходит путем механического выделения HB на межфазную границу газ — металл как на стадии заготовки, так и из расплава в кристаллизаторе. Десорбция растворенного кислорода, маловероятная при переплаве сталей, интенсифицируется в случае производства чистых металлов, например никеля. Однако даже в этих условиях относительное количество удаленного кислорода за счет указанного процесса не превышает 10 % исходного содержания.
Учитывая благоприятные термодинамические условия, можно было бы ожидать от процесса ВУР значительного рафинирующего эффекта при ЭЛП. Однако опыт ЭЛП показывает, что в случае переплава спокойных сталей реакция раскисления углеродом не имеет существенного значения при удалении кислорода. Путем статистической обработки показателей более 1000 плавок была найдена зависимость произведения [С]*[О] для условий ЭЛП, которая получилась практически такой, как и для других высоковакуумных плавильных агрегатов (рис. 112). Произведение [С]*[О] независимо от содержания углерода, легирующей композиции расплава и технологии переплава имеет величину в пределах от 10в-4 до 10в-5. Следовательно, несмотря на благоприятные предпосылки, ход реакции между углеродом и кислородом в электронно-лучевой печи затрудняется кинетическими факторами.

Поэтому доминирующая роль очищения сталей от кислорода при переплаве в вакууме отводится выделению включений на межфазную границу на стадии заготовки, а восстановлению углеродом — вспомогательная. По оценке специалистов, за счет последнего процесса из металла уходит лишь 20—30 % общего количества удаленного кислорода. С возрастанием содержания углерода (в интервале концентраций 0,1—1,0 %) относительное количество кислорода, удаленного в виде оксида углерода, увеличивается всего на 10 %.
Процесс ВУР, в ряде случаев недостаточно эффективный в деле уменьшения содержания кислорода, может быть, однако, с большим эффектом использован для снижения остаточных концентраций углерода в переплавляемом металле. С этой целью при выплавке исходного металла искусственно увеличивают степень его окисленности, раскисляя элементами с пониженным сродством к кислороду. Последующий ЭЛП приводит к интенсивному окислению углерода, содержание которого может уменьшаться до тысячных долей процента.
В условиях ЭЛП кислород из переплавляемого металла может удаляться и по механизму дистилляционного раскисления, т. е. в виде летучих субоксидов. Поскольку термодинамическая возможность раскисления металлов этим методом наиболее высока для элементов IVa—VIa групп, дистилляционное раскисление широко используется при ЭЛП тугоплавких металлов.
Металлы железной триады для данного способа раскисления не пригодны. Однако за счет присадок металла-раскислителя, газообразный субоксид которого обладает при температуре плавки большей летучестью, чем монооксид основного металла, может осуществляться дистилляционное раскисление также железа, никеля, кобальта и сплавов на их основе. Наиболее эффективными присадками в этих случаях служат кремний и германий.
Аппроксимация эмпирических данных показывает, что за счет дистилляционного раскисления, например, железоникелевых сплавов может удаляться до 90 % кислорода, присутствовавшего в заготовке до ЭЛП (рис. 113). Причем степень дистилляционного раскисления повышается с возрастанием исходной концентрации кремния и увеличением продолжительности пребывания металла в жидком состоянии.
Таким образом, в зависимости от химического состава переплавляемого материала механизм рафинирования его от кислорода при ЭЛП может быть различным: механическое выделение оксидов на межфазные границы, ВУР и дистилляционное раскисление. В некоторых случаях достижение низких остаточных концентраций кислорода в переплавленном металле обусловлено преимущественным развитием какого-либо одного из перечисленных механизмов раскисления. Например, при получении тугоплавких металлов, никеля, а также прецизионных сплавов на его основе доминирует дистилляционное раскисление. Содержание кислорода в чистых меди и железе снижается в основном за счет ВУР. При переплаве сталей и сплавов, в которых активность углерода мала (например, нержавеющие стали), окисленность металла уменьшается механическим удалением исходных HB. При ЭЛП большинства сталей механическое удаление оксидов, происходящее преимущественно на стадии плавления заготовки, дополняется раскислением углеродом, для которого наиболее благоприятные условия имеются на поверхности металлической ванны в кристаллизаторе.
Познание закономерностей раскисления в условиях ЭЛП позволяет добиваться высоких показателей чистоты переплавленного металла по кислороду и оксидным HB. В связи с существованием различных механизмов удаления кислорода можно целенаправленно воздействовать на тот из них, который является доминирующим в конкретных условиях переплава. Наиболее эффективным средством такого воздействия служит рациональный способ раскисления или легирования металла, предназначенного для переплава в электроннолучевой печи. Так, преимущества дистилляционного раскисления в наибольшей мере реализуются за счет присадок титана в молибден, циркония в ниобий и гафний, ниобия в вольфрам, кремния в железо, кобальт, никель и сплавы на его основе. Остаточные концентрации кислорода в сталях снижаются в основном вследствие «вымывания» оксидов на стадии плавления заготовки. Для повышения термодинамической прочности последних при выплавке исходного металла применяют комплексные наиболее сильные раскислители.
Благоприятные условия рафинирования в сочетании с оптимальной технологией производства расходуемой заготовки позволяют достигать при ЭЛП значительного повышения металлургической чистоты различных металлов, сталей и сплавов. Для интересующей нас области производства стальных слитков обобщенные показатели рафинирования характеризуются следующими данными: содержание кислорода и азота в металле снижается на 40—60 %, HB — на 50—65 %, вредных примесей цветных металлов — на 60—90 %. Причем показатели чистоты электронно-лучевых сталей, как правило, несколько лучше, чем у металла, полученного другими методами рафинирующих переплавов.
Однако это вовсе не означает, что при правильном выборе метода раскисления исходного металла последующий ЭЛП автоматически приведет к получению высококачественного продукта. Качество металла — это обобщенное понятие. При его оценке в случаях производства конструкционных материалов руководствуются не одним, а совокупностью критериев (металлургическая чистота, соответствие требуемому химическому составу, наличие металлургических дефектов, показатели кристаллического строения), которые в итоге влияют на технологические и служебные свойства металла.
При описании других рафинирующих переплавных процессов (ВДП и ЭШП) было показано, что большинство из перечисленных показателей определяются режимами наплавления слитка. He является исключением в этом аспекте и метод ЭЛП. Так, снижение производительности ЭЛП способствует более полному очищению переплавляемого металла от газов и вредных примесей цветных металлов. В то же время это приводит к нежелательным изменениям химического состава сплавов за счет испарения некоторых легирующих элементов и необходимых микропримесей, снижению выхода годного металла, Обусловленному потерями на испарение, формированию аксиальной крупнокристаллической структуры в слитке, затрудняющей в ряде случаев его передел и ухудшающей эксплуатационные характеристики металла. Поэтому для обеспечения наиболее благоприятного сочетания показателей качества металла требуется не только правильный подход к технологии производства расходуемой заготовки, но и оптимизация режимов самого процесса ЭЛП.
Необходимо отметить также, что даже высокое качество электронно-лучевого металла еще не свидетельствует о превосходстве метода ЭЛП в сравнении с другими способами производства слитков. При обсуждении целесообразности применения его в каком-либо конкретном случае обязательно учитываются и технико-экономические показатели переплава. Немаловажное значение имеет при этом технологическая себестоимость выплавки стали. Надо сказать, что из всех перешивных рафинирующих процессов СЭМ этот показатель у ЭЛП наиболее высок. Так, если принять затраты на выплавку тонны стали ШХ15 в открытых дуговых печах за единицу, то применение ЭШП удорожает металл в 3,5 раза, ВДП — в 5,4, а ЭЛП — более чем в 6 раз.
Понятно, что использование переплавных процессов, тем более такого сложного и дорогого, как ЭЛП, должно быть оправдано либо невозможностью производить высококачественный металл другими методами, либо получением выгоды при переделе слитка, а также потребителями металла за счет повышения надежности и долговечности изготавливаемых из него изделий, компенсирующего увеличение себестоимости. Если учесть при этом, что часто качество металла ВДП и ЭШП ничуть не уступает ЭЛП, то становится понятной сложившаяся структура областей использования ЭЛП для производства слитков металлов и сплавов различного типа (табл. 70). Как следует из приведенных данных, масштабы применения электронного луча с целью переплава и рафинирования металла не очень велики. Общая установленная мощность нескольких десятков существующих в мире печей ЭЛП составляет около 30 МВт. Для сравнения напомним, что парк печей ЭШП только за рубежом насчитывает более двухсот агрегатов, общей установленной мощностью свыше 300 МВт.

В производстве ниобия и тантала ЭЛП занимает прочные позиции. Существующие мощности установок позволяют получать эти металлы в слитках диаметром до 400 мм, длиной до 2 м и массой до 2,5 т. В металлургии титана, других высокоактивных и тугоплавких металлов и сплавов на их основе, а также кремния возрастает значение ЭЛП как способа переработки возвратных отходов производства.
Главной целью рафинирования тугоплавких и реакционных металлов является достижение их высокой пластичности и низких значений твердости, что обеспечивается в первую очередь за счет снижения газонасыщенности металлов и сплавов (табл. 71). Если однократное рафинирование не приносит желаемого эффекта, то часто полученный слиток подвергают повторному ЭЛП. Результаты электронно-лучевого рафинирования этих металлов, а также особенности производства слитков чистого железа, кобальта, никеля, меди подробно изложены в работах.
Масштабы применения электронного луча для получения слитков сталей и сплавов на основе железа и никеля значительно скромнее. Необходимо учесть, что в табл. 71 включены сведения об электронно-лучевой установке так называемого холодноподового рафинирования исходной жидкой стали, которая была пущена в США в 1970 г. Этот способ представляет собой один из вариантов ЭЛП с промежуточной емкостью (см. рис. 102, г), отличающийся тем, однако, что в указанном агрегате используется несколько промежуточных емкостей. Общая мощность электронно-лучевых пушек, задействованных в этой каскадной печи, составляет 3,2 МВт. Таким образом, суммарная мощность печей, предназначенных для производства сталей и сплавов на основе никеля методом переплава расходуемой заготовки, составляет немногим более 10 % всех установленных мощностей парка печей ЭЛП.

Судя по опубликованным данным, эти производственные мощности сосредоточены преимущественно в ГДР. На металлургическом заводе в Дрездене имеется несколько печей ЭЛП мощностью до 1200 кВт. Здесь же получают самые крупные до сих пор стальные слитки ЭЛП массой до 20 т, хотя сведения о проектировании печей ЭЛП, рассчитанных для производства слитков массой 100 т, появились в печати очень давно.
Как указывалось, ЭЛП преимущественно применяется для производства высококачественных слитков тугоплавких и высокореакционных металлов. Вместе с тем, принимая во внимание изложенные выше металлургические особенности этого процесса, в период промышленного освоения ЭЛП были проведены широкие исследования возможности его использования и для повышения качества сталей и сплавов различного сортамента. Ниже на примерах ряда основных типов сталей кратко представлены полученные результаты.
Нержавеющие стали. Ранее отмечалось, что к этой группе относятся хромистые и хромоникелевые стали различных классов. Они применяются не только как нержавеющий, но и как окалиностойкий и жаропрочный материал для эксплуатации при умеренно высоких температурах. Сопротивляемость нержавеющих сталей общей коррозии и коррозионному растрескиванию под напряжением зависит от содержания в них примесей внедрения: углерода и азота. Уменьшение содержания этих элементов в сталях, а также снижение загрязненности последних HB улучшает не только коррозионную стойкость, но и, что не менее важно, их технологические свойства (горячую деформируемость, свариваемость, полируемость).
Поскольку при ВДП и ЭШП нет возможности изменить содержание углерода в нержавеющих сталях, весь прирост свойств этих материалов по сравнению со сталями обычной выплавки обеспечивается за счет формирования при переплавах бездефектного слитка и снижения загрязненности металла HB.
Освоение электронно-лучевой плавки позволило производить подобные стали в промышленном масштабе с использованием не высокочистых, а обычных шихтовых материалов. При этом за счет процесса ВУР в ферритных сталях электронно-лучевой выплавки содержание углерода можно снизить до очень малых значений (0,001 %). Благодаря этому, а также чистоте по HB, ферритные нержавеющие стали с содержанием хрома 10—30 % и молибдена 1—5 % приобретают высокие пластические свойства, легко подвергаются горячей и холодной деформации, хорошо свариваются и после электронно-лучевой обработки становятся достойными заменителями дорогостоящих хромоникелевых аустенитных сталей. Следует, однако, отметить, что достигнутые успехи связаны не с каноническим методом ЭЛП, а лишь с появлением холодноподовой электроннолучевой плавки или ЭЛП с промежуточной емкостью. Необходимо также напомнить, что с освоением металлургической промышленностью методов внепечной обработки стали, в частности вакуумно-кислородного обезуглероживания задача получения особо низкоуглеродистых высокохромистых нержавеющих сталей может быть успешно решена и без использования ЭЛП.
Электронно-лучевой переплав улучшает служебные и технологические свойства и аустенитных нержавеющих сталей 000Х18Н10, 000X20H25 и других марок. Повышение чистоты по HB и, что весьма важно, карбонитридным включениям, измельчение и равномерное распределение последних обеспечивают уменьшение газопроницаемости и улучшение полируемости, повышение пластичности сталей и выравнивает механические характеристики в различных направлениях деформации.
Однако исследователи отмечают, что качество нержавеющих аустенитных сталей после ЭЛП повышается лишь в сравнении с металлом открытой выплавки. В случае использования расходуемых заготовок, изготовленных из стали ВИП, существенного снижения загрязненности металла вредными примесями, газами и HB после переплава не обнаружено и в этом аспекте ЭЛП не имеет ощутимых преимуществ по сравнению с методами ВДП и ЭШП.
Конструкционные стали. Результаты многочисленных исследований качества электронно-лучевых сталей этой группы обобщены в работах. Благодаря рафинированию металла и благоприятным условиям его затвердевания конструкционные стали ЭЛП приобретают в сравнении с металлом открытой выплавки дополнительный запас пластичности и вязкости, причем в наибольшей мере для поперечных образцов, так что анизотропия механических характеристик металла резко уменьшается.
Как отмечалось ранее, большой интерес представляет применение рафинирующих переплавов для получения высококачественных слитков высокопрочных конструкционных сталей. Их служебные свойства в наибольшей мере подвержены негативному влиянию водорода, HB, микропримесей цветных металлов, а мартенситно-стареющих сталей — еще и влиянию углерода. Поэтому вакуумный переплав таких сталей, в том числе и ЭЛП, придает им не только наилучший комплекс служебных свойств, но и повышает их деформируемость в горячем состоянии.
Надо сказать, что большинство опубликованных результатов исследований качества конструкционных сталей относится к раннему этапу развития ЭЛП. Сопоставление качества конструкционных сталей, полученных в маломощных электронно-лучевых установках в небольших слитках и выплавленных открытым способом или даже в вакуумных индукционных печах, свидетельствует, как правило, о превосходстве электронно-лучевого металла. Иногда обнаруживали некоторые преимущества ЭЛП отдельных марок конструкционных сталей также в сравнении с ВДП и ЭШП. При этом, однако, отмечалось, что служебные свойства металла ЭЛП в значительной мере подвержены влиянию режима (скорости) наплавления слитка и улучшаются при уменьшении производительности переплава. Из этих сравнительных данных можно сделать вывод, что различия служебных свойств конструкционных сталей, полученных разными методами переплава расходуемых электродов или заготовок, не очень существенны, тем более что сопоставлялось, как правило, качество металла относительно небольших слитков ЭЛП с металлом более крупных слитков ВДП и ЭШП.
Вместе с тем более важной задачей в области производства конструкционных сталей является получение крупных передельных, а также кузнечных слитков. Удается ли сохранить преимущества метода ЭЛП и в этих случаях, сказать трудно, поскольку данных сравнения служебных свойств такого металла ВДП, ЭШП и ЭЛП не имеется.
Результаты исследований конструкционных сталей 9Х2МФ и 34XH3M, полученных в электронно-лучевой печи с кристаллизатором диаметром 800 мм, показали, что проблемы обеспечения высокого качества такого металла не так уж просты и не решаются автоматически в условиях ЭЛП. Однозначной зависимости изменения газонасыщенности металла от скорости переплава не было обнаружено: в диапазоне производительности процесса от 350 до 950 кг/ч содержание кислорода в стали снижается в 1,5—2 раза, азота — на 40—60 %. Общее количество HB уменьшается в 2 раза, хотя состав оксидов существенно не изменяется. Преобладающим типом включений были сульфиды, причем с увеличением скорости наплавления слитка загрязненность стали сульфидами и неравномерность их распределения по сечению слитка возрастают.
Характерны последствия дистилляции: концентрации свинца и олова снижаются в 3—8 раз, цинка — изменяется мало, обнаружено сильное испарение марганца и неравномерное его распределение по сечению слитка.
Установлена отчетливая тенденция к снижению всех пластических характеристик металла с повышением скорости наплавления. Особенно заметным оказалось резкое (в 1,5 раза) уменьшение относительного сужения и удлинения поперечных образцов при увеличении скорости плавления до 900 кг/ч. При этом возрастает анизотропия свойств металла.
Необходимо также учесть, что в случае превышения определенного предела производительности ЭЛП ухудшается качество макроструктуры металла такого слитка, появляется резко выраженная зональная сегрегация.
Таким образом, с увеличением массы слитков конструкционных сталей преимущества дегазации и дистилляции расплава в условиях ЭЛП становятся менее явными и задача обеспечения качества металла в сравнении с обычными методами производства слитков решается (как, впрочем, при ВДП и ЭШП) в большей мере не за счет повышения его чистоты, а путем поиска оптимальных условий формирования бездефектного слитка.
Подшипниковые стали. Возможности ЭЛП в деле повышения металлургической чистоты сталей, обеспечения плотной, однородной,, бездефектной структуры металла и снижения тем самым показателей дендритной сегрегации и карбидной неоднородности были выявлены и в случае переплава подшипниковых сталей.

Эффективное рафинирование подшипниковых сталей от кислорода способствует уменьшению общего количества оксидов и их измельчению при равномерном распределении в металле (рис. 114). По этим показателям металл ЭЛП с использованием кристаллизаторов малого диаметра (100—150 мм) удовлетворяет самым жестким техническим условиям на подшипниковую сталь для сверхпрецизионных приборных подшипников. В этих случаях отмечается наименьшая (в сравнении даже с другими способами переплава) загрязненность подшипниковой стали азотом и нитридами, вредными примесями, наибольшая физическая плотность металла. В то же время отмечается снижение прокаливаемости подшипниковой стали ЭЛП, объясняемое испарением марганца. Поэтому такой металл рекомендуется использовать для малогабаритных подшипников.
Прецизионные сплавы. Благодаря комплексу специальных физических свойств прецизионные сплавы широко применяются в электронной промышленности, общем и специальном приборостроении. Уровень свойств, задаваемых точным химическим составом и структурным состоянием сплавов, в ряде случаев подвержен негативному влиянию загрязненности их HB, газами, вредными примесями. Поэтому прецизионные сплавы выплавляют в основном в индукционных печах.
Интенсивное развитие средств автоматизации, систем управления и вычислительной техники требует постоянно повышать надежность приборов, уменьшать их массу, габариты, потребляемую электрическую мощность, что возможно лишь за счет повышения уровня служебных свойств существующих прецизионных сплавов. Основное средство решения этой задачи — использование шихтовых материалов высокой чистоты, что, однако, в ряде случаев оказывается недостаточным, и дополнительный эффект получают путем вторичных рафинирующих переплавов. В этом отношении применение ЭЛП для производства высококачественных слитков разнообразных прецизионных сплавов считают очень эффективным, и они прочно вошли в сортамент металла ЭЛП.
Электронно-лучевой переплав магнитно-мягких сплавов открытой индукционной выплавки приводит к значительному снижению содержания в них газов и, что особенно важно, концентрации кислорода (табл. 72). Резко уменьшается степень загрязненности металла HB, например, сплава 50НП — от 0,0170 до 0,0017 %, сплава 80НХС — от 0,0214 до 0,0009 %. Эффективно удаляются примеси цветных металлов: в сплаве 79НМ концентрация свинца уменьшается от 0,0014 до 0,0003 %, висмута — от 0,0010 до 0,0001 %, меди — от 0,13 до 0,06 %.


В результате эффективного рафинирования и обеспечения крупнозернистой кристаллической структуры переплавленного металла улучшаются основные эксплуатационные свойства магнитно-мягких сплавов: повышается магнитная проницаемость и снижается коэрцитивная сила. Причем наиболее значительно влияние ЭЛП на качество особо тонкой (менее 0,05 мм) ленты (табл. 73).
В результате ЭЛП улучшаются свойства сплавов и при намагничивании в переменных полях. Так, потери на гистерезис в области насыщения снижаются для сплавов 50Н, 50НП и 68НМП в 1,5— 2 раза, а для сплава 79НМ — более чем в 3 раза.
Весьма эффективен ЭЛП при производстве сплавов с заданным коэффициентом термического расширения. Основным технологическим свойством таких сплавов является их высокая полируемость, поскольку из них изготовляют высокоточные штриховые меры для станков с программным управлением, где отсчет делений шкалы производится с помощью фотоэлемента. В этих случаях имеющиеся в металле HB должны быть соизмеримы с шириной штрихов (4—5 мкм). В результате ЭЛП сплава 58Н значительно снижается содержание кислорода (от 0,003—0,009 % после ВИП до 0,0008—0,0025 % после ЭЛП), азота (соответственно от 0,0008—0,0017 до 0,0002—0,0008%), НB (от 0,01—0,03 до 0,004—0,006 %). Очень важно, что наряду с уменьшением объемного содержания последних происходит их измельчение и полное устранение включений размером более 7,5 мкм.
Как отмечалось ранее, при ЭЛП можно сравнительно легко обеспечить условия формирования в слитке аксиальной столбчатой кристаллической структуры металла. В связи с этим весьма заманчиво использование метода ЭЛП для производства магнитно-твердых сплавов, свойства которых наряду с точным химическим составом определяются указанным структурным состоянием.
Результаты таких исследований, например, показывают, что ЭЛП обеспечивает не только требуемую структуру сплава ЮНДК, но и эффективное его рафинирование. В переплавленном металле содержится в 4—6 раз меньше кислорода, на 40—50 % меньше азота и водорода, степень загрязненности его HB в 4 раза ниже, чем сплава вакуумной индукционной выплавки. Это позволило увеличить магнитную энергию на 40 % против оговоренной техническими условиями производства. Однако возникают серьезные затруднения сохранения требуемого химического состава сплава, поскольку при ЭЛП интенсивно испаряются медь и алюминий. И хотя потери этих элементов компенсируют дополнительным легированием сплава при его выплавке, негативные последствия дистилляции ограничивают возможность использования ЭЛП для производства слитков магнитнотвердых и некоторых других прецизионных сплавов.
Несмотря на значительный опыт ЭЛП, накопленный, в частности, советскими и немецкими исследователями (самая крупная печь ЭЛП мощностью 1200 кВт была пущена в ГДР в 1965 г.), расширения промышленного применения этого процесса для получения слитков сталей и сплавов на основе железа и никеля не наблюдается. Это объясняется прежде всего быстрым развитием и постоянным совершенствованием процессов ВДП и ЭШП. Использование этих методов позволяет получать стальные слитки проще и с меньшими затратами, по качеству ничуть не уступающие продукции ЭЛП. Существенным резервом повышения металлургической чистоты и, соответственно, служебных свойств металла ВДП и ЭШП является использование расходуемых электродов, изготовленных из металла ВИП. В особо ответственных случаях рафинирующий эффект усиливают повторным переплавом в печах ВДП и ЭШП, либо комбинацией этих способов.
Другая причина ограниченной применимости ЭЛП — возможное нежелательное изменение химического состава переплавляемых сталей и сплавов. Поэтому ЭЛП, осуществляемый по канонической схеме (переплав расходуемой заготовки в кристаллизатор), не составил конкуренции ВДП и ЭШП как метод крупномасштабного промышленного производства высококачественных стальных слитков. Его применение целесообразно лишь в отдельных случаях, когда требования, предъявляемые к металлу в аспекте его металлургической чистоты, чрезвычайно высоки.
В настоящее время главной областью использования ЭЛП было и остается производство высококачественных слитков тугоплавких и высокореакционных, а также некоторых других особочистых металлов. Определенные возможности имеет применение электронного луча как независимого источника теплоты для переработки некомпактной шихты или рафинирования жидкого металла с использованием одной или нескольких промежуточных емкостей.