



Влияние микроструктуры на статические механические свойства порошковых жаропрочных сплавов
Общие принципы упрочнения одинаково приложимы к литейным, деформируемым и порошковым жаропрочным сплавам. Подробный обзор механизмов упрочнения содержится в работах, мы же ограничимся теми аспектами проблемы, которые имеют непосредственное отношение к порошковой металлургии. Один из этих аспектов заключается в том особом значении, которое приобретает TMO как средство получения наиболее благоприятных микроструктур. Значительная часть исследований в области TMO посвящена проблеме получения оптимальных механических свойств при средних температурах, прежде всего прочности на растяжение и сопротивления ползучести. Для достижения этой цели необходимо знать основные параметры и механизмы упрочнения, которые определяют величину того или иного свойства. Рассмотрим, для примера, влияние размера зерна на кратковременную и длительную прочность (of — сопротивление разрушению; tf — время до разрушения) в трех различных температурных интервалах (рис. 5.7). Для двух заданных размеров зерна существует T эквикогезивности, ниже которой более высоким механическим свойствам благоприятствует мелкозернистая, а выше — крупнозернистая структура. Точка эквикогезивности, которую можно охарактеризовать как Т, при которой прочность границ равна прочности матрицы, зависит от диапазона приложенных напряжений и скоростей деформации. Размер зерна не является фактором, определяющим механические свойства, однако он относится к числу наиболее важных микроструктурных характеристик, влияющих на размер и распределение упрочняющих фаз в объеме матрицы и по границам зерен и определяющих, тем самым, относительную роль матрицы и границ в процессах деформации. В связи с этим представляется наиболее обоснованным разделение механизмов упрочнения на две большие группы, как это было предложено Анселлом по отношению к дисперсноупрочненным сплавам.

Прямое упрочнение растворенными элементами и дисперсными частицами. К этой группе относятся все механизмы упрочнения, перечисленные ранее. Применительно к никелевым жаропрочным сплавам сюда входят твердорастворное упрочнение, дисперсное упрочнение за счет когерентных выделений у'-фазы и дисперсное упрочнение за счет выделений карбидов по границам зерен.
По сравнению с высоким уровнем, которого достигло теоретическое изучение первых двух механизмов, роли дисперсных частиц, распределенных вдоль границ зерен, уделялось до сих пор очень мало внимания.
Косвенное упрочнение дисперсными частицами. Механизмы, относящиеся к этой группе, учитывают влияние микроструктуры в целом на деформацию материала. Механические свойства зависят от размера, формы и текстуры зерна, формы межзеренных границ (плоской или пилообразной) и дислокационной субструктуры.
Значение геометрических параметров заключается в том, что они влияют на процессы внутризеренного сдвига при низких и средних температурах и на относительный вклад в деформацию материала зернограничного проскальзывания при средних и повышенных температурах. Роль дисперсных частиц состоит в стабилизации зеренной структуры. Они способствуют также стабилизации дислокационной субструктуры, если таковая существует.
Различие между прямым и косвенным упрочнением. Для понимания различия между прямыми и косвенными механизмами упрочнения следует обратить внимание на то, что первые всегда основаны на прочности отдельных фаз и их взаимодействии, т. е. они определяются главным образом диаграммой фазового состояния, тогда как вторые не зависят от конкретного химического состава сплава.

На рис. 5.8 схематически показана относительная роль прямых и косвенных механизмов в зависимости от Т. Твердорастворное упрочнение практически не зависит от Т, в то время как эффективность механизмов, связанных с дисперсионным твердением, с ростом T сначала возрастает, а затем резко падает. Положительное влияние малого размера зерна и дислокационной субструктуры уменьшается, и, наоборот, все большее значение для повышения механической прочности приобретает грубозернистая структура. Все известные теории упрочнения сплавов исходят из предположения, что в каждый данный момент действует лишь один определенный механизм, а это, как правило, требует введения множества упрощающих допущений. Количественное предсказание прочности сплава на основе всей совокупности механизмов упрочнения, вероятно, навсегда останется труднодостижимой целью.
Исследование механизмов прямого упрочнения. Можно сказать, что общее направление развития порошковых сплавов для дисков турбин состоит в неуклонном повышении их прочности. Это достигается за счет увеличения содержания элементов, упрочняющих твердый раствор, и использования сплавов с большой объемной долей у'-фазы. На рис. 5.9 представлены значения прочности при средней T ряда промышленных и опытных дисковых сплавов в зависимости от общего содержания упрочняющих элементов, (Al+Ti+Nb), образующих у'-фазу.
Из-за нехватки стратегических элементов потребовалось тщательное количественное изучение влияния Co на механические свойства жаропрочных сплавов на никелевой основе. Кобальт, относящийся к числу наиболее дефицитных элементов, необходим в никелевых сплавах, поскольку он снижает энергию дефектов упаковки, затрудняя тем самым поперечное скольжение дислокаций. Такие дисковые порошковые сплавы, как MERL 76 и AF 115, содержат до 18% (по массе) Co. Уменьшение содержания Co в этих сплавах, как и в исходном сплаве, на основе которого создан MERL 76, существенно повышает энергию дефектов упаковки и на порядок увеличивает скорость ползучести. Кобальт оказывает разнообразное влияние на микроструктуру, как это видно из табл. 5.3. Считается, что эти сплавы должны содержать не менее 10% (по массе) Co, в противном случае их механические свойства заметно ухудшаются.

Противоречивыми остаются мнения исследователей о роли размерного несоответствия между решетками у- и у'-фаз. В то время как модели Герольда и Хаберкорна и Гляйтера предсказывают увеличение критического приведенного напряжения сдвига в двухфазных сплавах с ростом когерентных деформаций при увеличении несоответствия решеток, экспериментальмное изучение ползучести никелевых жаропрочных сплавов показывает, что различие в величине параметров решетки может иметь как положительное, так и отрицательное влияние. Лo и Блэкберн установили, что время до разрушения tf при испытаниях на ползучесть трех порошковых жаропрочных сплавов B6(MAR-M432) (1) MERL 76 (2) и AF 115 (5) — увеличивается с ростом несоответствия решеток (рис. 5.10). Указанные три сплава содержат практически одинаковое количество у'-фазы, но отличаются по содержанию элементов, упрочняющих твердый раствор, вследствие чего данные о влиянии несоответствия решеток на время до разрушения сплава AF 115 оказываются несколько завышенными. Исследование микроструктуры образцов после испытания на ползучесть показало, что сплав В5 характеризуется более высокой скоростью возврата, чем сплав AF 115. По мнению авторов, механизм упрочнения за счет размерного несоответствия решеток играет важную роль в процессах ползучести при средних температурах, однако при повышенных температурах огрубление выделений у'-фазы сводит на нет положительное влияние этого механизма.
Зернограничные выделения могут как ослаблять, так и упрочнять границу зерна. Согласно Эшби, присутствие выделений на границе способно изменить микроскопическую картину диффузионной ползучести. Имеются свидетельства о том, что выделения изменяют эффективность межзеренных границ как источников и стоков вакансий. Теоретическое рассмотрение проскальзывания по границам зерен в материалах, содержащих зернограничные выделения, показывает, что скорость проскальзывания лимитируется не образованием частиц, а размером зерна, стабилизации которого способствуют зернограничные выделения. Частицы зернограничных карбидов являются основной причиной межкристаллитного разрушения при высокотемпературной ползучести, так как служат местом преимущественного зарождения трещин. В общем виде вопрос о влиянии границ зерен, содержащих дисперсные частицы, на высокотемпературные свойства будет обсужден ниже.

Исследование механизмов косвенного упрочнения. Основным параметром, с помощью которого можно регулировать механические свойства при средних и повышенных температурах, является размер зерна. Это наглядно показано на рис. 5.11, на котором в функции T представлен предел прочности сплава MA 738 (сплав IN 738 с добавкой Y2O3) в экструдированном, мелкозернистом (0,2 мкм) состоянии и после огрубления зерна. Опубликовано мало работ, в которых изучается корреляция между размером зерна и механическими свойствами. На рис. 5.12 показано влияние размера зерна в сплаве IN 792 на величину коэффициента интенсивности напряжений, соответствующую началу роста трещины по механизму ползучести при 704 °C. При увеличении размера зерна с 10 до 100 мкм коэффициент интенсивности напряжений возрастает с 16 до 40 МПа*м1/2. Столь же сильная зависимость роста трещины от размера зерна наблюдалась и на ряде других жаропрочных сплавов.
В настоящее время является общепризнанным, что за исключением таких сплавов, как Astroloy, где устранение наследственных границ между исходными частицами представляет собой проблему, оптимальное сочетание прочности на растяжение и сопротивления ползучести достигается при мелкозернистой структуре, стабилизированной выделениями у'-фазы в процессе компактирования при температуре ниже у'-сольвуса.
Морфология границ зерен также может сильно влиять на прочность и ползучесть при средних температурах. Сопротивление росту трещины при ползучести в порошковом сплаве IN 792 увеличивается в результате формирования пилообразных границ при медленном охлаждении ниже T растворения у'-фазы (рис. 5.13). Аналогичное влияние морфологии границ на механические свойства выявлено в сплаве API.
Дислокационные субструктуры, создаваемые различными методами обработки давлением при температурах ниже сольвуса у'-фазы, способны дополнительно упрочнять материал при средних температурах. Деформацию осуществляют путем прокатки, ковки или экструзии. Рис. 5.14 демонстрирует уровень механических свойств, который может быть достигнут в порошковом сплаве IN 100 путем теплой прокатки.

Механические свойства порошкового сплава Astroloy. Порошковый Astroloy представляет собой низкоуглеродистый вариант этого сплава, специально предназначенный для изготовления дисков турбин. Это второй из числа порошковых дисковых сплавов, созданных в США фирмой «Pratt and Whitney», а также основной сплав, разработанный (под маркой API) и выпускаемый фирмой «Wiggin Alloys Ltd» для нужд фирмы «Rolls Royce» и других европейских производителей двигателей.
Разработан целый ряд промышленных и лабораторных технологических процессов, позволяющих регулировать микроструктуру и механические свойства сплава (табл. 5.4). Их многообразие отчасти обусловлено стремлением предотвратить образование нежелательных микроструктур, связанных с выделением карбидов типа MC вдоль границ исходных частиц порошка. В табл. 5.4 представлено 13 вариантов технологии, используемых для получения трех типов микроструктуры: мелкозернистой, ожерельчатой-и грубозернистой. На рис. 5.15 представлены диапазоны значений параметров ГИП, применяемого для компактирования сплава, и достигаемых при этом размеров зерна. Предварительная холодная деформация порошка позволяет проводить ГИП при весьма низких температурах. При этом в результате рекристаллизации образуется зерно размером 1,5 мкм. Мелкое зерно размером 12 мкм формируется при температуре ГИП несколько меньшей температуры сольвуса у'-фазы. При температуре ГИП несколько большей у'-сольвуса размер зерна увеличивается до 43 мкм. Основное преимущество высоких температур ГИП заключается в растворении МС-карбидов и освобождении границ зерен от непрерывной пленки карбидных выделений. В то время как первый этап технологии определяет зеренную структуру сплава, вторая группа технологических параметров, характеризующая термическую обработку, контролирует образование и распределение выделений карбидов типа М23С6 и у'-фазы. Известны три основных типа термообработки. Все они более просты, чем способы обработки обычного сплава Astroloy: 1) ГИП с медленным и быстрым охлаждением; 2) ГИП+термообработка на твердый раствор при 1070—1150 °C + обработка при 980 °C для образования выделений М23С6 + обработка при 760 °C для образования выделений у'-фазы; 3) ГИП + обработка на твердый раствор при 1070—1150 °C+обработка при 760 °C для образования выделений у'-фазы.
Очевидно, что столь значительное количество технологических параметров и параметров термообработки обусловливает большое разнообразие возможных сочетаний механических свойств. Ниже приводятся данные о механических свойствах, иллюстрирующие влияние наиболее важных факторов.

На рис. 5.15 показано влияние размера зерна (или температуры ГИП) на прочность при растяжении при 538 °С. С увеличением размера зерна прочность падает. Здесь не приводятся данные о длительной прочности (732 °С/560 МПа), возрастающей при увеличении зерна. ГИП при температурах выше у'-сольвуса благоприятно сказывается на пластичности образцов с надрезом.

Увеличение скорости охлаждения с T обработки на твердый раствор и исключение обработки, стабилизирующей карбиды, способствуют повышению прочности при низких и средних температурах. Это связано с выделением большей объемной доли у'-фазы и образованием особо тонкой у'-фазы. Недостаток такой обработки заключается в появлении хрупкости при испытаниях на растяжение при 760 °C в кислородсодержащей атмосфере. Влияние скорости охлаждения на величину объемной доли у'-фазы и механические свойства при 760 °C проявляется также и после штамповки. На рис. 5.16 представлены механические свойства сплава после ГИП при 1215 °C (вблизи T сольвуса боридов) и после ГИП с последующей изотермической штамповкой ниже или выше у'-сольвуса. После обработки сплав подвергали быстрому (в соляной ванне) или медленному (на воздухе) охлаждению. Предел текучести при 760 °C прямо пропорционален объемному содержанию у'-фазы (рис. 5.17). Ожерельчатая структура, состоящая из зерен двух разных размеров, которая образуется при штамповке ниже у'-сольвуса, обеспечивает более высокий предел текучести, чем однородная микроструктура. Это объясняется, по-видимому, присутствием дисперсной у'-фазы в рекристаллизованных зернах, а возможно также и упрочняющим влиянием мелкозернистой составляющей микроструктуры. Напротив, пластичность при растяжении, время до разрушения и относительное удлинение при испытаниях на длительную прочность ухудшаются с увеличением скорости охлаждения при термической обработке (рис. 5.18).

Предварительные данные, относящиеся к материалу, подвергнутому ГИП по двустадийному режиму, и сплаву с пилообразной формой межзеренных границ, свидетельствуют о возможности еще большего повышения характеристик прочности материалов при 760 °C.
Механические свойства порошкового сплава Rene 95. Это высоколегированный жаропрочный сплав на никелевой основе, упрочняемый выделениями у'-фазы, который из-за высокого содержания легирующих элементов склонен к ликвации, и потому его получение с помощью обычных методов связано со значительными трудностями. Порошковый вариант сплава характеризуется несколько пониженным содержанием С и Cr, что затрудняет выделение карбидов по границам исходных частиц порошка. Сплав Rene 95 разработан и применяется фирмой «General Electric Co.» США.
Различные технологические процессы, применявшиеся при разработке сплава, и соответствующие им микроструктуры представлены в табл. 5.5. Оптимальное сочетание механических свойств в сплаве Rene 95, полученном путем литья и деформации, достигается при наличии ожерельчатой структуры. Поэтому основной задачей в ранних работах было создание технологии, обеспечивающей получение именно такой микроструктуры. С целью снижения стоимости изделий были освоены технологии, позволяющие получать заготовки, по форме близкие к готовой детали: сначала обычная штамповка, затем штамповка в обогреваемых штампах, и, наконец, горячее изостатическое прессование изделий сложной формы. Трудности, связанные с повышенным разбросом характеристик малоцикловой усталости сплава Rene 95, полученного методом ГИП, способствовали более широкому применению процессов штамповки, а также методов получения заготовок под штамповку, обеспечивающих сдвиговую деформацию материала, разрушение неметаллических включений и уменьшение среднего размера дефектов.

Большая часть работ, посвященных сплаву Rene 95, носит технологический характер, имеющиеся сведения о корреляции между микроструктурой и механическими свойствами весьма ограничены. Однако качественно в среднем интервале температур наблюдаются те же закономерности, которые присущи порошковому сплаву Astroloy: прочность на растяжение растет с уменьшением размера зерна, а сопротивление ползучести и длительная прочность растут с увеличением размера зерна.
Сплав Rene 95, в отличие от сплава Astroloy, предпочтительно компактировать при T ниже у'-сольвуса. В основном это объясняется его применением в деталях авиационных двигателей, требующих повышенной прочности на растяжение. Другая причина заключается в том, что мелкозернистый материал лучше деформируется в горячем состоянии.

Оптимальные условия ГИП: Т=1121 °С, P=103 МПа, tобр=3 ч. При такой температуре ГИП достигается наилучшее сочетание прочности на растяжение с пластичностью, а размер зерна составляет 20 мкм. Величина зерна косвенно зависит от распределения по размерам частиц исходного порошка. На рис. 5.19 приведены значения механических свойств при растяжении и времени до разрушения (650 °С) сплава Rene 95, полученного путем компактирования порошков различной крупности с помощью ГИП ниже у'-сольвуса (при одинаковых условиях последующей термообработки). С уменьшением размера частиц исходного порошка как прочность на растяжение, так и время до разрушения возрастают. Компактирование с помощью экструзии или обработка давлением компактных заготовок в значительной мере устраняют влияние размера частиц порошка на характеристики прочности при растяжении.
Механические свойства, достигаемые в результате обычной ковки компактных заготовок, полученных путем ГИП или экструзии, полностью определяются условиями деформации и образующимися в результате нее микроструктурами. Осадка на 60% при 1080 °C экструдированного материала уменьшает размер зерна до 5 мкм вследствие динамической рекристаллизации, протекающей в процессе ковки. Неудивительно, что при столь малом диаметре зерна наблюдается уменьшение времени до разрушения по сравнению с экструдированным материалом (184 ч вместо 400 ч при 650 °С/1030 МПа). Ковка при тех же условиях материала, полученного с помощью ГИП, приводила к увеличению времени до разрушения со 195 ч до 659 ч, что, по-видимому, объясняется образованием ожерельчатой структуры.
Очевидно, что, используя возможности, штамповки в изотермических условиях и применяя различные температуры штамповки, можно получить значительно более широкий ряд микроструктур, отличающихся размером зерна. Исследования изотермической штамповки после ГИП порошкового сплава Rene 95 выявили ту общую закономерность, что при достаточно больших степенях деформации получаемая микроструктура практически не зависит от исходной и определяется только выбранными условиями деформирования. Подбирая соответствующую степень деформации и температуру, можно путем изотермической штамповки получить как мелкозернистую, так и грубозернистую структуру.
Основным фактором, определяющим механические свойства порошкового материала, полученного с помощью ГИП, является термическая обработка. Главная цель термообработки сплава Rene 95 состоит в регулировании объемной доли у'-фазы и соотношения между количеством мелко- и грубодисперсных выделений этой фазы. Термообработка на твердый раствор выше температуры у'-сольвуса способствует образованию наибольшего количества у'-фазы, но ведет к образованию закалочных трещин и нежелательному росту зерна. Если T обработки на твердый раствор ниже температуры у'-сольвуса, то объемная доля выделений у'-фазы будет зависеть от скорости охлаждения.
Скорость охлаждения с Tбор на твердый раствор зависит от поперечного сечения образца, закалочной среды и скорости переноса образца в среду. Влияние скорости охлаждения с двух различных температур обработки на предел прочности и пластичности при 650 °C показано на рис. 5.20. Скорости охлаждения, достижимые при заданной величине поперечного сечения детали, могут быть определены как расчетным (по методу конечных элементов), так и экспериментальным путем, после чего их можно соотнести с соответствующими механическими свойствами. Для деталей сложной формы и переменного сечения требуемого сочетания механических свойств можно достичь путем селективной термообработки.
Наилучший комплекс механических свойств в сплаве Rene 95, полученном с помощью ГИП, достигается при следующих условиях термообработки: обработка на твердый раствор при Tу'*coльв = -15 °С, 1 ч; закалка в соляной ванне с 38 °С + 871 °С, 1 ч; охлаждение на воздухе +650 °С, 24 ч; охлаждение на воздухе.
Механические свойства порошковых сплавов типа IN 100. Это литейный сплав с высоким объемным содержанием у'-фазы и относительно большим содержанием углерода (0,18%), предназначенный для работы при повышенных температурах в качестве материала для лопаток турбин. Обладая большой жаропрочностью, он также используется (фирмой «Pratt and Whitney») как дисковый порошковый сплав, способный работать при более высоких температурах, чем Astroloy.
Многие исследователи в США и Европе использовали порошковый сплав IN 100 в качестве модельного. Этим объясняется большое разнообразие вариантов технологии, применяемых при его производстве (табл. 5.6). В ходе разработки этих технологических процессов возник целый ряд модификаций сплава (табл. 5.7), которые можно разделить на три группы:
1) порошковые сплавы, не отличающиеся по составу от литого (0,18% С);
2) модификации сплава IN 100 (0,07 С, повышенное количество Cr и Co);
3) сплав MERL 76 (0,02% С, V отсутствует; добавки Nb и Hf).

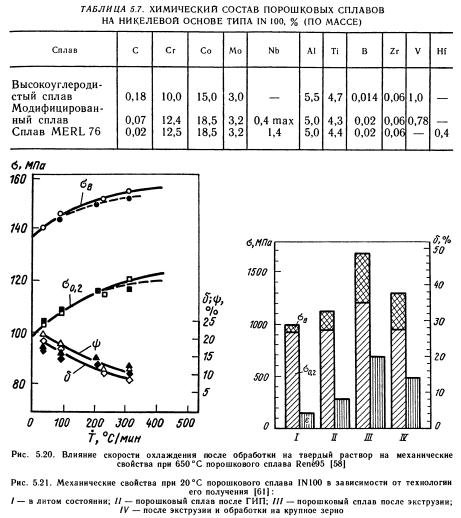
Большое содержание углерода в сплавах первой группы приводит к образованию карбида TiC вдоль границ исходных частиц, что ограничивает скорость роста зерна. Ларсон исследовал рост зерна и механические свойства порошкового высокоуглеродистого сплава IN 100. Механические свойства этого материала после экструзии и обычной термической обработки, как правило, выше свойств как литого, так и деформированного сплава. Непрерывная пленка карбидов несколько снижает пластичность при средних температурах. Центрами разрушения во всех случаях служат выделения карбидов, расположенные на межчастичных границах. Московитц и др. применяли различные сочетания технологических процессов и в основном подтвердили результаты Ларсона. На рис. 5.21 представлены механические свойства сплава при комнатной T в зависимости от способа его получения. При повышении температуры до 650 °C соотношения между прочностными свойствами материалов различных способов производства существенно не изменяются.
Разработка сплавов второй группы (с пониженным содержанием углерода) была связана не только с необходимостью дальнейшего увеличения пластичности при испытаниях на растяжение и длительную прочность в среднем интервале температур. Одна из задач на раннем этапе исследований состояла в получении материала с размером зерна не менее 200 мкм, который обладал бы повышенным сопротивлением высокотемпературной ползучести и мог быть применен для изготовления турбинных лопаток.
Наибольшее значение с точки зрения промышленного использования имела разработка фирмой «Pratt and Whitney» процесса Геторайзинг (штамповки в условиях сверхпластичности), обеспечивающего оптимальное сочетание прочности на растяжение и длительной прочности при средних температурах. Поскольку выделение МС-карбидов по границам частиц начинается выше 1093 °С, в промышленной практике применяется двустадийный метод компактирования, включающий предварительное компактирование при 1010 °C и последующую экструзию при 1080 °C и вытяжке 6. После штамповки материал подвергают четырехстадийной термической обработке, первым этапом которой является обработка на твёрдый раствор при T ниже у'-сольвуса: 1121 °С, 2 ч; закалка в масле + 871 °С, 0,67 ч; охлаждение на воздухе + 649 °С, 24 ч; охлаждение на воздухе + 760 °C, 4 ч; охлаждение на воздухе.
В Европе также применяются (в лабораторных условиях) различные варианты технологии. Бетц и др. осуществляли компактирование путем ГИП по двустадийному режиму с последующей штамповкой при T ниже у'-сольвуса. Выбранный режим компактирования (980 °С, 15 ч + 980 °С, 3 ч, 187 МПа + 1100 (1160) °С, 3 ч, 195 МПа) обеспечивал выделение карбидов типа М23С6 внутри частиц порошка, снижая тем самым количество углерода, способного участвовать в образовании карбидов на межчастичных границах. При повышенной температуре ГИП (1160 °C вместо 1100 °C) наблюдается некоторое укрупнение зерна. После штамповки следует термообработка на твердый раствор при 1220 °C (выше у'-сольвуса).
Механические свойства сплава в данном случае ниже, чем при использовании процесса Геторайзинг. Увеличение размера зерна в результате повышения T компактирования до 1160 °C снижает пластичность при испытаниях на длительную прочность при 730 °С.
Рэйссон и Хоннорат применяли одноступенчатый режим ГИП, проводя компактирование выше T растворения у'-фазы. В микроструктуре материала, полученного по любой из трех технологий (ГИП; ГИП + штамповка ниже у'-сольвуса; ГИП + экструзия выше у'-сольвуса), всегда присутствовали грубые выделения М23С6 по границам исходных частиц. Для их устранения применялась обработка на твердый раствор при 1200°С, которая приводила к заметному огрублению зерна (80—135 мкм) при условии, что порошок был получен методом центробежного распыления (процесс CLET). Как и в случае высокоуглеродистого сплава, метод распыления расплава аргоном приводит к получению материала, в котором рост зерна замедлен [24 мкм]. Такой сплав обычно имеет пониженную пластичность, что может быть связано с образованием более тонкой и непрерывной пленки карбидов по границам зерен. Пластичность материала после ГИП снижается при увеличении температуры ГИП; дополнительная деформация увеличивает время до разрушения и пластичность при длительных испытаниях.
Дальнейшее снижение содержания углерода до 0,004—0,006% приводит к образованию зерна размером до 300 мкм при полном отсутствии наследственных межчастичных границ и карбидных выделений на границах зерен. Так как большая величина зерна еще недостаточна для замедления зернограничного проскальзывания при повышенных температурах (рис. 5.22), Райхман и Смит подвергали компактный материал науглероживанию для стабилизации границ зерен и увеличения времени до разрушения. По их данным для такой стабилизации необходимо ввести в сплав 0,1% С.

Исходя из экономических соображений и учитывая, что ГИП низкоуглеродистого сплава IN 100 не дало обнадеживающих результатов, фирма «Pratt and Whitney» развернула широкую программу исследований, направленных на его дальнейшее усовершенствование. Целью программы было получение материала, который имел бы после ГИП механические свойства, близкие к свойствам сплава IN 100, достигаемым с помощью Геторайзинг-процесса. Опыт работы с порошковым сплавом LC Astroloy указывал на важность выбора температуры ГИП в непосредственной близости к у'-сольвусу (выше или ниже сольвуса). В сплаве IN 100 точка растворения у'-фазы лежит очень близко к температуре ликвидуса. Усовершенствование состава сплава позволило увеличить температуру ликвидуса и снизить температуру у'-сольвуса. Это было достигнуто путем уменьшения содержания С до 0,02% и введения 1,4% Nb и 0,4% Hf. Изменение состава преследовало также цель повышения пластичности за счет ограничения карбидообразования. Сплав, предназначенный для долгосрочной работы в промышленных турбинных двигателях, должен обладать большим сопротивлением высокотемпературной коррозии. Для улучшения этой характеристики из состава сплава был исключен V (являющийся легирующим элементом в сплаве IN 100). Созданный таким образом сплав MERL 76 имеет температуру у'-сольвуса 1191 °С. После ГИП при 1182 °C, 103 МПа в течение 3 ч размер зерна сплава равен 14 мкм. При температурах ГИП 1 173 °C и 1203 °C образуется зерно размером 7 мкм и 28 мкм соответственно. В качестве оптимальной была принята температура ГИП 1 182 °C, что позволило увеличить время до разрушения при испытаниях на длительную прочность образцов с надрезом без ухудшения свойств при растяжении.
При медленном охлаждении с температуры ГИП наблюдается перестаривание, приводящее к формированию крупных выделений у'-фазы размером от 2,5 мкм в теле зерна до 10 мкм на границах. Для исправления этой структуры применяют обработку на твердый раствор при повышенной температуре 1163 °C в течение 2 ч. Приведенные в табл. 5.8 значения механических свойств достигаются в результате следующей четырехступенчатой термообработки: 1163 °С, 2 ч — закалка в масле + 871 °С, 0,67 ч — охлаждение на воздухе +992 °С, 0,75 ч — охлаждение на воздухе + 649 °C, 16 ч — охлаждение на воздухе + 760 °С; 16 ч — охлаждение на воздухе.

Механические свойства сплавов типа RSR. Главная задача, на разрешение которой направлена разработка составов и технологии сплавов ускоренной кристаллизации, заключается в создании материалов с высокими механическими свойствами при повышенных температурах, пригодных для изготовления таких деталей, как лопатки турбин. Этим требованиям могут удовлетворять лишь материалы с грубозернистой структурой, структурой направленной кристаллизации или монокристаллы, тогда как сплавы для турбинных дисков имеют мелкозернистую структуру.
Первоначально технология ускоренного затвердевания была применена к четырем группам никелевых жаропрочных сплавов: 1) традиционные дисперсионнотвердеющие жаропрочные сплавы, например сплав IN 100; 2) эвтектические жаропрочные сплавы, например сплав Ni — 6,2 Al — 31,5 Mo; 3) сплавы относительно простого состава с большим объемным содержанием у'-фазы, например, Ni — 10 Cr — 9 AL — 1 Ti — 0,2 С; 4) сплавы на основе тройной системы Ni—Al—Mo.
Компактирование и горячая обработка давлением осуществляются принципиально теми же методами, которые применяются в производстве обычных порошков жаропрочных сплавов, однако экструзия как способ компактирования в данном случае предпочтительнее ГИП. Компактирование методом ГИП или ГИП с последующей изотермической штамповкой проводят при температуре, составляющей от 0,8 до 1,0 от T сольвуса основной избыточной фазы.
Микрокристаллические порошки, получаемые методами ускоренной кристаллизации, могут проявлять сверхпластичность в процессе ГИП и при последующей изотермической штамповке. Хотя отжиг при очень высокой температуре (около 0,9 Tm) позволяет устранить литую структуру, рост зерна чрезвычайно затруднен. С другой стороны, сочетание ГИП с последующей экструзией или экструзия свободно насыпанного порошка обеспечивают формирование однородной рекристаллизованной зеренной структуры. Наилучшие результаты дает экструзия при T в интервале от 0,8 до 1,0 от Г сольвуса основной избыточной фазы и вытяжке более 8. Полученный таким образом материал имеет чрезвычайно однородное строение, и его T начала плавления более чем на 90° выше, чем у сплава обычной технологии. В этих сплавах может происходить аномальный рост зерна при условии, что препятствующие рекристаллизации частицы избыточных фаз полностью растворятся до начала плавления. При помощи зонного отжига можно получать вытянутую зеренную структуру.
Свойства в отожженном состоянии первых трех групп сплавов в лучшем случае сравнимы со свойствами тех же сплавов, полученных традиционными методами, например, литьем:
1. Сплавы обычных составов проявляют наилучшие прочностные свойства в термообработанном состоянии после направленной рекристаллизации. Повышение содержания углерода, тугоплавких элементов или элементов, участвующих в образовании у'-фазы, приводит к упрочнению сплава подобно тому как это происходит в аналогичных литых сплавах направленной кристаллизации. В этих порошковых сплавах наблюдается ориентировка осей зерен вдоль направления отжига, вследствие чего их модуль упругости примерно вдвое больше, чем у сплавов направленной кристаллизации. Считается, что это способствует повышению стойкости турбинных лопаток в условиях вибрации. Однако высокий модуль упругости является нежелательным с точки зрения характеристик термической усталости.
2. В сплавах эвтектических составов не удается вызвать направленный рост зерна, и при T>0,8 Tm в них наблюдается быстрая коагуляция избыточных фаз, приводящая к снижению высокотемпературных механических свойств.
3. Сплавы системы Ni—Al—Cr с высоким содержанием у'-фазы по уровню прочности приближаются к сплавам направленной кристаллизации типа MAR-M200 и благодаря наличию в них больших количеств Al и Cr обладают чрезвычайно высокой стойкостью к окислению.
Наибольший интерес, несомненно, представляют механические свойства трех- и четырехкомпонентных сплавов на основе системы Ni—Al—Mo. В ходе широкой программы исследований по усовершенствованию составов фирмой «Pratt and Whitney» были разработаны материалы, которые по механическим свойствам превосходят лучшие монокристаллические жаропрочные сплавы.
Составы четырех сплавов были приведены в табл. 5.2. Основное различие между четырехкомпонентными сплавами состоит в использовании в качестве элемента, стабилизирующего промежуточную фазу Ni3Mo, Ta или W.
На рис. 5.23 представлены кривые ползучести сплава 143 в монокристаллическом состоянии, построенные для различных кристаллографических направлений. Кривые наглядно демонстрируют потенциальные возможности сплава этого состава. Сравнение этих результатов со свойствами сплава RSR 143 показывает, что по отношению к данному материалу порошковая технология сама по себе не дает каких-либо преимуществ с точки зрения высокотемпературных механических свойств. Это объясняется, по-видимому, тем, что сплав, полученный методами порошковой металлургии, все же содержит границы зерен. Сопротивление ползучести в этом сплаве может быть дополнительно улучшено за счет создания особой структуры у'-фазы, так называемой структуры «плота».

Для этого сплав после обработки на твердый раствор подвергают деформации в условиях ползучести при 1038 °C в направлении 100 (рис. 5.24). Полагают, что эта структура возникает под влиянием межфазных напряжений, связанных с несоответствием решеток у и у'-фаз и деформаций, вызванных внешними нагрузками (рис. 5.25).
С помощью технологии ускоренного затвердевания можно достичь более высоких механических свойств, чем свойства сплавов направленной кристаллизации (рис. 5.26, сплав 104). Сплавы типа RSR также прочнее ныне существующих монокристаллических жаропрочных сплавов (рис. 5.27). Более высокая прочность сплава RSR 104 по сравнению с аналогичным сплавом направленной кристаллизации по-видимому объясняется большей степенью гомогенности порошкового сплава. Сплав RSR 185 по прочности превосходит RSR 104 и обычный MAR-M200, что обусловлено совместным влиянием твердорастворного упрочнения и наличия дисперсных метастабильных выделений типа Ni2Mo на границах между у и у'-фазами.
