



Влияние степени раскисленности полуспокойной стали на ее физико-механические свойства, структуру слитка и качества проката
Производство полуспокойной стали, как уже отмечалось, наиболее эффективно при замене ею спокойной стали. Замена спокойной стали полуспокойной возможна, естественно, только в том случае, когда эти стали близки по своим механическим свойствам. Если полуспокойная сталь не удовлетворяет требованиям, предъявляемым к спокойной стали, она может быть использована только для замены кипящей стали, что значительно снижает эффективность и ограничивает возможный объем применения полуспокойной стали.
В работах, посвященных изучению влияния степени раскисленности полуспокойной стали на структуру слитка, не исследовалось влияние этого фактора на свойства стали. В связи с этим основной целью первого этапа исследований, выполненных на заводах «Азовсталь» и Макеевском, явилось установление возможности получения физико-механических свойств полуспокойной стали, по уровню и однородности близких к соответствующим свойствам спокойной, а также определение, исходя из этого понятия, нормального слитка полуспокойной стали. Естественно предположить, что основным технологическим фактором, влияющим на механические свойства полуспокойной стали, может быть степень ее раскисленности.
Для изучения этого вопроса были проведены серии опытных плавок полуспокойной стали Ст.5пс с различной степенью раскисленности, металл которых был подвергнут исследованиям на 6—11 горизонтах по длине раската слитков. Для сравнения аналогичным исследованиям был подвергнут металл плавок спокойной стали Ст.5сп. Сталь разливали сифоном на слитки массой ~7,0 т в уширенные книзу сквозные (полуспокойная сталь) и уширенные кверху глуходонные с утепляющими надставками (спокойная сталь) изложницы. Технология выплавки полуспокойной и спокойной стали различалась только по способу раскисления.
По степени раскисленности опытные плавки полуспокойной стали были условно разделены на четыре группы, различающиеся характером поведения металла во время и после наполнения изложниц и формой головной части слитка (табл. 2).

Металл плавок группы I с наименьшей степенью раскисленности (раскисление марганцем или марганцем с небольшой добавкой кремния или алюминия) был исследован потому, что на заводе «Азовсталь» с 1955 г. производилась слабораскисленная сталь марки Ст.5кп вместо спокойной для шахтной стойки.
Однако попытка использовать сталь такого типа вместо спокойной для более ответственных назначений не увенчалась успехом вследствие большой неоднородности механических свойств по раскату слитка и неудовлетворительных показателей по ударной вязкости, особенно при низких температурах и после механического старения.
Слитки полуспокойной стали с плоской поверхностью головы наблюдались при степени раскисленности металла, отвечающей плавкам групп II, III и IV; значительно более четкая связь определилась между степенью раскисленности стали и продолжительностью ее искрения после наполнения изложниц (см. табл. 2).
Первая серия плавок была проведена для сопоставления макроструктуры, химической неоднородности и механических свойств металла по длине раската слитков группы плавок I и II.

На рис. 2 и 3 показана топография продольных разрезов слитков завода «Азовсталь», представляющих группы I и II опытных плавок полуспокойной стали. Слиток полуспокойной стали группы I плавок имел рассредоточенную усадочную раковину, защищенную металлическим «мостом» толщиной 25 мм. В слитке стали группы II плавок наблюдалась менее рассредоточенная усадочная раковина, изолированная от атмосферы металлическим «мостом» толщиной 140 мм. Протяженность усадочной рыхлости в первом слитке больше, чем во втором (52,7% от верха вместо 36,7%). Обращает на себя внимание также различие в расположении и размерах пузырей: в первом слитке протяженность зоны сотовых пузырей достигала 54% от верхнего торца (ширина 80 мм), а во втором 17,7% (ширина 60 мм). Толщина здоровой корки и ширина зоны подкорковых пузырей в первом слитке составляла 10—15 и 25—30 мм, а во втором 1 и 10—11 мм соответственно. Серные отпечатки свидетельствовали о большей химической неоднородности слитка слабораскисленной полуспокойной стали.
Слитки опытных плавок были прокатаны на шахтную стойку (завод «Азовсталь»), квадрат размером 120 мм и круг диаметром 40—45 мм (Макеевский завод).
Головная обрезь па блюминге для слитков плавок групп I и II составила соответственно 4,2—5,5 и 3,8— 4,8% для завода «Азовсталь» и 3,1—4,0 и 3,7—4,8% для Макеевского завода.
Макроструктура темплетов по длине раската слитков, оцененная путем глубокого травления, оказалась удовлетворительной, начиная с 2,5% от головного торца, и не показала различия между металлом групп I и II. На расстоянии 10—30% длины раскатов от головного торца в темплетах наблюдались следы осевой ликвации и пористости.
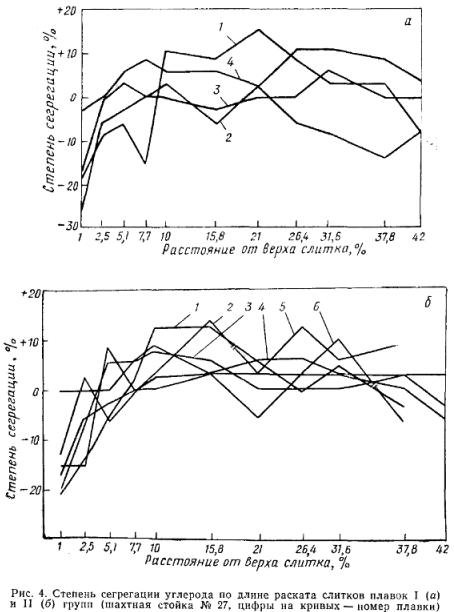
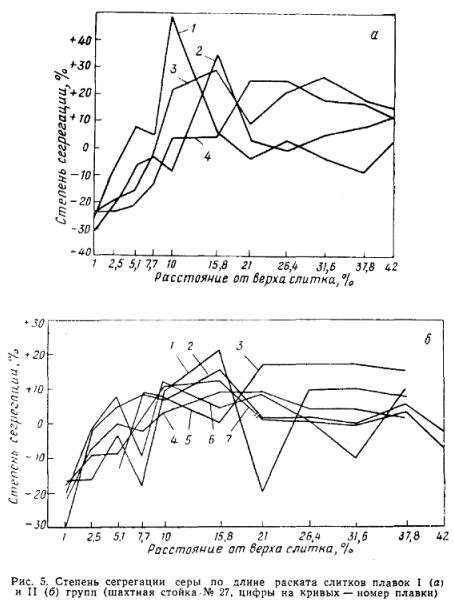
Характер изменения содержаний углерода и серы по длине раската слитков от плавок полуспокойной стали обеих групп был примерно одинаковым: с удалением от верхнего торца раската содержание примесей увеличивалось, достигая максимальных значений на расстоянии 10—30%; однако для плавок группы II степень химической неоднородности была ниже (рис. 4—6).
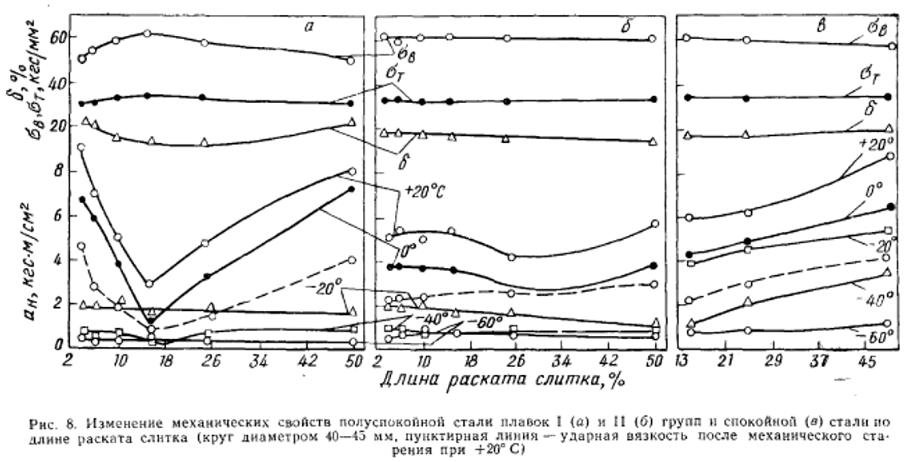
Характер изменения механических свойств соответствовал характеру изменения содержания примесей по длине раската слитков (рис. 7, 8). Для металла плавок группы I был характерен явно выраженный минимум значений относительного удлинения б10 и, особенно, ударной вязкости и максимум значений временного сопротивления и предела текучести на расстоянии 10—20% от верхнего торца раскатов слитков. В металле плавок группы II наблюдалось более равномерное изменение механических свойств по длине раската слитка.

Отмечено, что уровень и однородность свойств при испытании образцов из круга диаметром 40—45 мм (Макеевский завод) ниже, чем образцов из шахтной стойки (завод «Азовсталь»), Это объяснялось главным образом различием степени обжатия металла и формы профиля, а также методов отбора проб в соответствии с ГОСТом: от круга — по оси, а от шахтной стойки — от внешней части головки.
В связи с тем, что металл группы I плавок с наименьшей степенью раскисленности характеризовался значительно худшими и менее стабильными свойствами по сравнению со сталью группы II плавок при отсутствии преимуществ по величине головной обрези и в то же время значительно уступал спокойной стали, этот вариант раскисления при выполнении второй стадии исследования был исключен.
В этой серии плавок исследовали полуспокойную сталь марки Ст.5пс групп II—IV по степени раскисленности и спокойную сталь Ст.5сп в слитках и арматуре периодического профиля диаметром 14—32 мм.

На рис. 9, 10 приведены топографии продольных осевых разрезов слитков сталей Ст.5пс (группы плавок III и IV).
В слитке полуспокойной стали группы III имелась закрытая рассредоточенная усадочная раковина, изолированная от атмосферы пузыристым металлическим «мостом» толщиной 200 мм. Протяженность усадочной раковины составила 25%, а рыхлости 40% от верхнего торца слитка. В корковом слое слитка по всей высоте непосредственно у поверхности располагались пузыри. В головной части слитка (до 13% от верхнего торца) пузыри имели вид сотовых (диаметр 2—4 мм, длина 12—15 мм), а ниже приобретали округлую форму (диаметр 2—4 мм).
Слиток полуспокойной стали группы IV раскисленности имел плотную беспузыристую поверхностную зону по всей высоте. Усадочная раковина в слитке сообщалась с атмосферой. Протяженность усадочной раковины составила 31,8%, а зоны рыхлости — 37,0% от верхнего торца слитка.
Слиток спокойном стали имел открытую концентрированную раковину (протяженностью до 13% от верхнего торца). Под усадочной раковиной наблюдалась рыхлость (до 25%).

Химическую неоднородность оценивали в слитках полуспокойной (группы плавок III) и спокойной стали. В слитке полуспокойной стали максимальная точечная степень сегрегации ликвирующих элементов наблюдалась на расстоянии 25% от верхнего торца (под раковиной) и составляла (по отношению к ковшовому анализу) для серы и углерода 90 и 67% соответственно (рис. 11, а).
В слитке спокойной стали наибольшая концентрация углерода и серы наблюдалась в осевой части под усадочной раковиной на расстоянии 26% от верхнего торца. Максимальная точечная степень сегрегации серы и углерода в этом месте составляла 57 и 44% соответственно (рис. 11,б).
Внеосевая неоднородность («усы») в слитке полуспокойной стали составляла до 75%, а в слитке стали Ст.5сп — до 80% высоты (считая от головного торца).

Образцы после глубокого травления и серные отпечатки продольных темилетов периодического профиля из полуспокойной стали плавок группы II имели осевую сегрегацию на горизонтах, отвечающих 15—25% длины раската, считая от верха. Микроскопические исследования участков раскатов слитка с осевой ликвацией показали, что нарушений сплошности металла в этих участках нет.
С увеличением степени раскисленности макроструктура полуспокойной стали становилась более однородной как по длине раската, так и по сечению профиля. В темплстах из металла плавок группы III осевая неоднородность проявилась в значительно меньшей степени, а темплеты металла плавок группы IV по макроструктуре практически не отличались от темплетов из спокойной стали.
Микроструктура полуспокойной стали, как и спокойной, была перлито-ферритной. Размеры действительного зерна по длине раската слитка и сечению проката для плавок полуспокойной стали группы II были различными (для арматуры диаметром 32 мм — от 3 до 7 балла по ГОСТ 5639—51). Максимальный размер зерна наблюдался в осевой части проката на горизонтах, соответствующих 10—30% от верха слитка. В периферийных участках проката, а также в нижележащих горизонтах слитка, размер зерна уменьшался одновременно со снижением количества перлита в структуре. С увеличением степени раскисленности полуспокойной стали (плавки групп III—IV) размер действительного зерна и его неоднородность по длине раската слитка уменьшались. Полуспокойная сталь группы плавок III в арматуре диаметром 22—32 мм имела более крупное зерно, чем соответствующая ей спокойная (табл. 3). Уменьшение диаметра профиля способствует существенному измельчению и выравниванию размеров зерна по длине и сечению проката. В стержнях диаметром 14—16 мм размер и однородность зерен полусиокойной стали такие же, как и в спокойной (см. табл. 3).

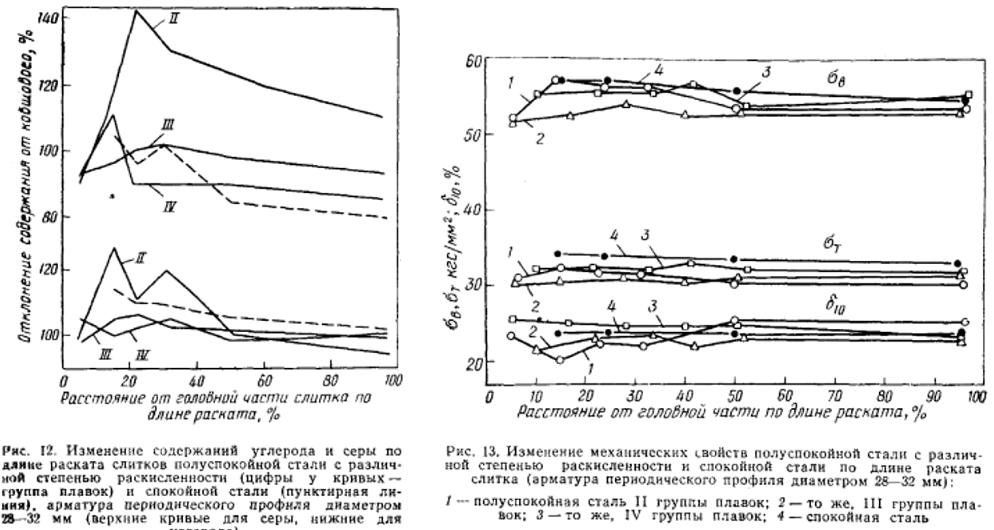
Было установлено, что химическая неоднородность и неоднородность механических свойств при испытании на растяжение на различных горизонтах по длине раската слитков полуспокойной стали групп плавок II и IV и спокойной стали примерно одинакова (рис. 12, 13). Полуспокойная сталь группы плавок II характеризуется значительно большими колебаниями химического состава и свойств в верхней части раската слитка.
Эта разница проявилась еще нагляднее при сравнении максимальных значений разброса свойств проката по длине раската слитков (табл. 4).
Таким образом, при более высокой степени раскисленности (группы плавок III и IV) однородность механических свойств при испытании на растяжение для полуспокойной стали находится на уровне спокойной.
В металле плавок группы II наблюдалось существенное снижение ударной вязкости на расстоянии 15% от головного торца при всех температурах испытаний; в металле плавок группы III это снижение наблюдалось в заметно меньшей степени, а в металле плавок группы IV — еще в меньшей (рис. 14).

При повышении степени раскисленности снижалась неоднородность значений ударной вязкости проката. Для полуспокойной стали групп плавок IlI и IV этот показатель при температурах +20° С и 0°С близок к показателю для спокойной стали (табл. 5).
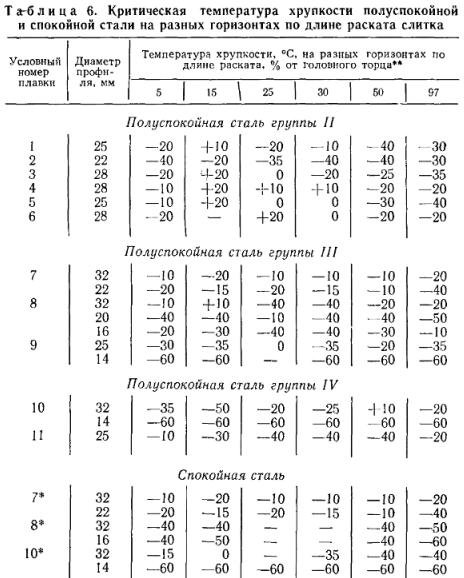
С увеличением степени раскисленности полуспокойной стали снижалась критическая температура хрупкости (tк) и повышалась стабильность значения этой характеристики по длине раската (табл. 6). Если tк арматуры диаметром 25—32 мм из металла плавок группы II на горизонте с наименее удовлетворительными результатами (15% от верхнего торца) находилась в большинстве случаев при положительной (10—20° С), то на арматуре из металла плавок групп III и IV, как правило,— при отрицательной температуре (ниже -10°С). Металлографическое исследование показало, что горизонты с наименее удовлетворительными значениями характеризовались крупнозернистой структурой и более высокой степенью сегрегации углерода и серы.

Заметного различия в tк между полуспокойной сталью групп плавок III и IV и спокойной сталью, особенно в арматуре диаметром 14 мм, не наблюдалось.
Проведенные исследования позволили установить, что, чем больше степень раскисленности полуспокойной стали, тем выше уровень и однородность физико-механических свойств по длине раската слитка и тем она ближе по свойствам к спокойной стали. Однако при прокатке слитков группы плавок IV наблюдалась повышенная головная обрезь (в среднем 7,5% в сравнении с 3,5% для слитков плавок группы III), которая в отдельных случаях превышала обрезь, получаемую при производстве спокойной стали. Это было связано с образованием сосредоточенной и не всегда изолированной усадочной раковины, стенки которой окислялись во время нагрева слитков в колодцах и поэтому не сваривались при прокатке.

Таким образом, полуспокойная сталь со степенью раскисленности, отвечающей плавкам группы IV, которая характеризовалась отсутствием искрения металла после наполнения изложниц, не обеспечивала получения устойчивых результатов по снижению головной обрези, в связи с чем не достигалась основная цель замены спокойной стали полуспокойной. Степень раскисленности, отвечающая плавкам группы I, слитки которой характеризовались длительным искрением после наполнения изложницы металлом с образованием рослой со свищами головы слитка, обеспечивала устойчивое снижение величины головной обрези, однако не гарантировала получения однородных свойств проката и необходимого их уровня, приближаясь в этом отношении к кипящей, а не к спокойной стали.
Для получения устойчивых результатов по снижению головной обрези при прокатке слитков полуспокойной стали и максимального ее приближения по свойствам к соответствующей спокойной стали, оптимальной следовало считать степень раскисленности, отвечающую плавкам группы III.

Для дополнительного изучения эффективности значительного увеличения степени раскисленности полуспокойной стали для повышения ее физико-механических свойств в условиях Криворожского и Коммунарского заводов было проведено исследование ее разливки в изложницы бутылочной формы (рис. 15). Предполагалось, что благодаря энергичному замораживающему действию сферической крышки и горловины в таких изложницах можно будет создать благоприятные условия для образования достаточно плотного «моста» металла, обеспечивающего надежную изоляцию сосредоточенной усадочной полости в слитке полуспокойной стали со степенью раскисленности, превышающей оптимальную группу плавок III для обычных изложниц.
Повышения степени раскисленности металла достигали путем увеличения расхода алюминия и ковш с 50 г/т (обычный расход) до 100—350 г/т при содержании кремния в стали в пределах 0,08—0,11% (Криворожский завод) или вводом разных количеств (80—200 г/т) алюминия в центровую во время разливки при постоянных расходах 45%-ного ферросилиция (2,1—2,2 кг/т) и алюминия (230—240 г/т) в ковш (Коммунарский завод).
Было установлено, что необходимыми условиями получения слитков полуспокойной стали с повышенной степенью раскисленности без открытой усадочной раковины являются заполнение бутылочных изложниц металлом до уровня соприкосновения с крышкой и тщательная допрессовка его в течение 3—5 мин, что возможно только при сифонной разливке. При выполнении этих требований даже при расходе алюминии 250—350 г/т, когда сталь по степени раскисленности приближается к спокойной, в раскатах слитков после головной обрези 2,0—3,0% не было обнаружено усадочных дефектов.
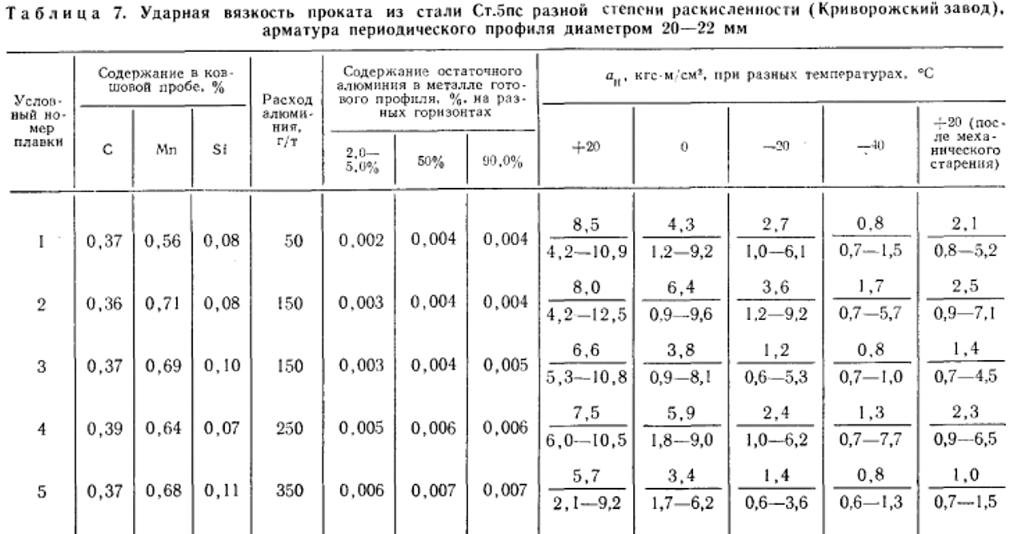
В результате получения плотной головной части и отсутствия утяжки головного торца раската дополнительная экономия металла на головной обрези при разливке в бутылочные изложницы составила >2%. Макроструктура промежуточного (80x80 мм) и готового (арматура диаметром 20—22 мм и лист толщиной 20 мм) проката из полуспокойной стали с различной степенью раскисленности характеризовалась удовлетворительной плотностью. С повышением степени раскисленности сверх оптимальной путем увеличения присадок алюминия в ковш или в изложницу ударная вязкость сталей Ст.5пс и Ст.3пс при различных температурах и после механического старения (табл. 7, 8), а также механические свойства при испытании на растяжение практически не изменялись.

Таким образом, в результате первого этапа исследований было определено понятие нормально раскисленной полуспокойной стали с позиций обеспечения необходимых физико-механических свойств и минимальной головной обрези, а также установлен надежный критерий визуальной оценки ее раскисленности во время разливки.
He менее важно получение оптимальной структуры коркового слоя и определение понятия нормальной раскисленности металла с учетом и этого фактора. Если пузыри в слитке полностью отсутствуют, что типично для слитка спокойной стали, или если они расположены на достаточном расстоянии от поверхности слитка и при нагреве в колодцах не вскрываются и не окисляются, что характерно для нормального слитка кипящей стали, то на раскате слитка не образуются поверхностные дефекты, связанные с наличием пузырей. Дефекты такого происхождения могут не образовываться и на раскате слитка полуспокойной стали в том случае, когда ширина зоны подкорковых пузырей (включая «здоровую» корку) в слитке не превышает толщины слоя окалины, образующейся и удаляемой в процессе его нагрева и прокатки (3—4 мм). При прокатке слитков полуспокойной стали на фасонные и сортовые профили или при огневой зачистке металла в потоке обжимных станов поверхностные дефекты могут не наблюдаться и при большей ширине зоны подкорковых пузырей.
Исследования продольных разрезов и угловых темплетов слитков полуспокойной стали, проведенные на ряде металлургических заводов, показали, что независимо от массы слитка и марки стали периферийная зона, особенно при сифонной разливке, характеризуется наличием по всей высоте подкорковых пузырей длиной 2—10 мм, переходящих в верхней части слитка (15—20% от головного торца) в сотовые длиной 15—30 мм. В связи с этим головная часть, а при неблагоприятных условиях — и нижележащие горизонты раската слитка полуспокойной стали характеризовались наличием рванин, вызванных вскрытием и окислением пузырей.
Необходимо было установить условия получения такого сливка полуспокойной стали, после прокатки которого не повышается трудоемкость зачистки промежуточного проката по сравнению со слитками спокойной стали при одновременном обеспечении минимальной головной обрези и надлежащего уровня механических свойств. Изучение корковой зоны проводили вначале при сифонной разливке полуспокойной стали (линейная скорость 0,25—0,40 м/мин) в листовые слитки массой 8,5 т., т. е. в наименее благоприятных условиях, так как при прокатке листовых слитков наружные дефекты, связанные со вскрытием пузырей, получают наибольшее развитие.

При проведении этой серии опытных плавок полуспокойной стали Ст.3пс на Коммунарском заводе были отобраны пробы металла в изложницах для определения общего содержания кислорода методом вакуум-плавления. Для этого закрытые пробницы опускали до 1/2 высоты изложницы в тот момент, когда металл наполнял ее на 3/4 высоты. При снижении содержания кислорода в жидкой полуспокойной стали уменьшались размеры подкорковых пузырей в слитке. Это особенно проявлялось в его верхней части, поэтому с увеличением степени раскисленности уменьшалась разница в длине пузырей по высоте слитка (рис. 16). Поскольку была установлена также достаточно четкая зависимость между общим содержанием кислорода в полуспокойной стали и длительностью ее искрения после наполнения изложницы металлом (рис. 17), то такая связь имелась между продолжительностью искрения металла в изложнице и длиной подкорковых пузырей (см. рис. 16).

Таким образом, длительность искрения металла после наполнения изложницы довольно четко характеризовала степень раскисленности полуспокойной стали и длину подкорковых пузырей в слитке.
Повышение степени раскисленности полуспокойной стали, приводившее к уменьшению длины подкорковых пузырей, способствовало уменьшению количества слябов с рванинами от их вскрытия. Однако при значительном повышении степени раскисленности, которое осуществлялось путем увеличения расхода алюминия (при постоянном содержании кремния), наблюдалось получение слитков с недостаточно изолированной усадочной раковиной, что сопровождалось увеличением головной обрези и расходного коэффициента металла (табл. 9).

Кроме того, с повышением степени раскисленности стали увеличивалось количество слябов, пораженных рванинами от трещин, поэтому минимальное общее количество дефектных слябов соответствовало оптимальному, а не максимальному расходу раскислителей (рис. 18). Оптимальному расходу раскислителей соответствовала и наименьшая величина брака на первом переделе (~0,3%). При расходе раскислителей ниже оптимального брак увеличивался из-за рванин от пузырей, а выше оптимального — из-за трещин.
Таким образом, степень раскисленности полуспокойной стали существенно влияет на уровень и однородность физико-механических свойств и характер расположения пузырей и усадочной раковины в слитке, а следовательно, на качество поверхности раската, трудоемкость зачистки и расходный коэффициент металла при прокатке слитка.
Представление, что слиток полуспокойной стали должен застывать с образованием ровной или слегка выпуклой поверхности головы является недостаточным критерием для визуальной оценки нормальной раскисленности полуспокойной стали во время разливки, так как этим признаком охватывается широкая группа структур, включая и слиток перераскисленной стали. Продолжительность искрения металла после наполнения изложницы более четко отражает степень ее раскисленности. Если металл после наполнения изложницы искрит на протяжении 10—40 с, застывая с образованием ровной или слегка выпуклой головы, без больших свищей и наплывов, можно рассчитывать на получение слитка полуспокойной стали, при котором обеспечивается минимальная головная обрезь, максимальное приближение к спокойной стали по физико-механическим свойствам и минимальный объем зачистки металла.

Зависимость между продолжительностью искрения и содержанием кремния в стали установлена в работе.
Репаси также отмечает, что продолжительность искрения металла характеризует степень раскисленности полуспокойной стали и рекомендует оптимальные ее пределы 20—60 с.
Эта характеристика получила подтверждение в практике отечественных металлургических заводов и вошла в качестве обязательного критерия оценки нормально раскисленной полуспокойной стали в типовую инструкцию по ее производству.
Однако выполнение этого требования не гарантировало от образования дефектов, связанных со вскрытием подкорковых пузырей. В связи с этим возникла необходимость изыскания способов уменьшения размеров подкорковых пузырей без увеличения степени раскисленности стали сверх оптимальной.