



Влияние давления прессования на изменение плотности порошковых тел
Для рассмотрения процессов, идущих при прессовании, удобно воспользоваться моделями, предложенными Зеелигом (рис. 70). Частицы порошка имитируются в данном случае круглыми резиновыми шайбами. В состоянии насыпки между частицами образуются в связи с арочным эффектом пустоты (рис. 70,а). После приложения давления в первую очередь заполняются эти пустоты, частицы перемещаются друг относительно друга. После достижения наиболее плотной укладки (рис. 70,б) дальнейшее уплотнение может проходить преимущественно за счет деформации частиц. Обе стадии уплотнения частично перекрываются. Уплотнение за счет деформации частиц начинается несколько раньше, чем заканчивается заполнение пустот, обусловленных прочным эффектом. Это связано с неравномерностью распределения частиц, зацеплениями между частицами, заклиниванием и т. п.

Деформация частиц вначале локализуется у контактных участков, затем постепенно распространяется вглубь частиц. Нa рис. 71 показана схема уплотнения при прессовании порошков пластичных металлов. При прессовании порошков хрупких металлов деформация проявляется в сламывании и дроблении выступов на поверхности частиц.
Характерные зависимости относительной плотности брикетов т от давления прессования для ряда металлических порошков, по данным, приведены на рис. 72 и 73. Как видно из этих данных, наиболее быстрое уплотнение протекает при приложении небольших давлений (до 3—5 т/см2), затем темп нарастания плотности уменьшается и, наконец, после 10—15 т/см2 уплотнение практически прекращается.

Замедление уплотнения с ростом давления прессования связано главным образом с увеличением площади контактных участков и соответственно с увеличением прочности прессуемого брикета, а также с прогрессирующим наклепом частиц, который, как известно, затрудняет протекание деформации.
Из данных рис. 72 и 73 видно, что порошки серебра и тория наиболее легко поддаются прессованию, а прессование порошков молибдена, урана и тугоплавких соединений требует высоких давлений; железные, медные, циркониевые, бериллиевые и никелевые порошки занимают промежуточное положение. Такой разный характер уплотнения названных порошков при Прессовании связан со способностью к деформированию соответствующих металлов: мягкое и пластичное серебро деформируется под нагрузкой гораздо в большей степени, чем такие хрупкие материалы, как молибден, уран и бориды. Однако, как уже отмечалось ранее, на прессуемость порошков во многих случаях решающее влияние оказывают такие характеристики порошков, как дисперсность частиц, форма и состояние поверхности частиц и др.

Влияние пластичности часто перекрывается более сильным влиянием гранулометрических и других характеристик порошка. Поэтому положение кривых т=f(P) на графиках прессования не является строго определенным для порошка данного металла. Например, медный порошок прессуется лучше, чем восстановленный железный, но при невысоких давлениях хуже, чем вихревой (кривые 2—4, рис. 72). Различной прессуемостью обладают также порошки тория, полученные электролитическим путем и кальциетермическим восстановлением.

Графики т=f(P), пример изображения которых приведен на рис. 72 и 73, иногда называют диаграммами прессования. С помощью их определяется нужное давление для прессования брикетов требуемой плотности.
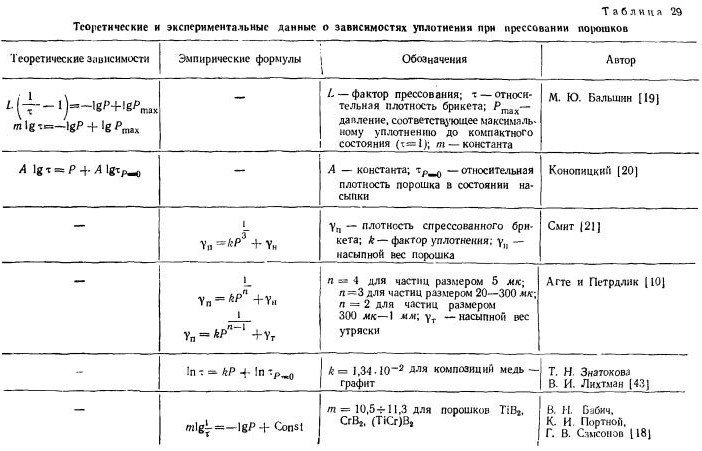
Аналитический вид зависимости плотности порошкового брикета от давления прессования изучался многими исследователями, некоторые результаты этих работ сведены в табл. 29.
Теоретические зависимости, предложенные М.Ю. Бальшиным и Конопицким, на практике подтверждаются в относительно узком интервале давлений (до 6—7 т/см2). Наиболее удовлетворительно согласуются с экспериментальными данными второе уравнение М.Ю. Бальшина и уравнение Конопицкого, хотя по форме они не совпадают между собой. Эмпирические зависимости Смита, Агте, Петрдлика и других исследователей соответствуют в большинстве случаев второму уравнению М.Ю. Бальшина.
Однако несмотря на отчасти удовлетворительное совпадение теоретических и экспериментальных результатов, необходимо подчеркнуть, что строгое описание поведения порошка при прессовании еще не разработано.
Такое описание должно учитывать изменение плотности при прессовании вследствие как смещения порошковых частиц, так и деформации (сдвиг и сжатие). При выводе же теоретических зависимостей учитывался только последний фактор, причем принимался линейный закон изменения деформации, который, как отмечается в монографиях по механике дисперсных тел, в общем случае не характерен для последних. Можно добавить еще и то, что процесс прессования должен рассматриваться в условиях объемного напряженного состояния с учетом сил трения, а при сравнении с экспериментальными результатами нужно учитывать непостоянство напряжений на контактных участках в связи с ростом площади последних. Суммируя все изложенное выше, следует отметить, что количественное описание прессования металлических порошков нуждается в дальнейшей детальной разработке.