



Переработка окисленных никелевых руд
Плавка на штейн
Плавка окисленных никелевых руд в отражательных печах возможна, но не нашла применения; плавка в шахтных печах принята повсеместно.
Подготовка руды. Шихта для шахтной плавки должна быть кусковатой, поэтому руды, представляющие собой обычно рыхлую землистую массу, перед плавкой подвергают окускованию.
Способ брикетирования состоит в прессовании из измельченной руды яйцеобразных, цилиндрических или иных по форме брикетов весом по 0,2—0,3 кг каждый. Связующим материалом служит глина, входящая в состав рудной массы. Перед брикетированием руду измельчают и подсушивают.
Гипс или пирит перед брикетированием можно смешивать с рудой, это обеспечивает равномерность состава шихты и благоприятно отражается на последующей плавке. Брикеты формуют на валковых (рис. 107) или других механизированных прессах. Брикетирование сложно и трудоемко, часто брикеты оказываются недостаточно прочными; разрушаясь в печи, они образуют мелочь, затрудняющую ход плавки; отрицательно влияют на плавку также плотность и малая газопроницаемость брикетов.

Более совершенное окускование руд спеканием впервые введено в практику металлургии никеля в России.
Для спекания окисленных никелевых руд применяют спекательные машины, описанные ранее. Шихту для спекания составляют из руды и мелкого кокса или угольной мелочи. Гипс в шихту не вводят, так как значительная часть его серы при спекании теряется с газами. Составные части шихты измельчают до 5—15 мм. Для дробления крупных фракций руды применяют молотковые дробилки. Перед спеканием руду обычно не сушат, в шихту спекания добавляют часть ранее полученного спека.
Шихта загружается питателем на тележки спекательной машины слоем 250—350 мм, температура в котором при спекании достигает 1350—1400°.
Спек получают в виде прочной пористой массы, легко разбиваемой на куски нужной крупности.
Пористость, газопроницаемость и большая реакционная поверхность спека выгодно отличают его от плотных брикетов. Замена брикетирования спеканием повысила производительность шахтных печей и позволила снизить расход топлива. Расход топлива на спекание обычно не превышает 10—12% от веса руды, при этом можно использовать низкосортные отсевы угля и кокса, не пригодные при плавке.
Производительность спекательных машин для окисленных никелевых руд составляет 16—22 т/м2 площади машины в сутки. Газы, содержащие 0,2—0,3 г/м3 пыли, очищаются в циклонах.
Спек после дробления сортируют на грохоте с прозорами в 25 мм; мелкая фракция (20—40% по весу) возвращается в шихту спекания.
Плавка. При плавке окисленных никелевых руд температура в области фурм достигает 1450—1500°, а на колошнике 300—500°. Весь столб загруженной шихты, состоящей из спека, гипса, флюсов и кокса, находится в восстановительной атмосфере; газы надфурменной области содержат до 35% CO, а на колошнике — до 12—16% CO.
Благодаря высокой температуре и восстановительной атмосфере высшие окислы железа быстро восстанавливаются до FeO, а сульфат кальция — до CaS:
CaSO4 + 4СО = CaS + 4СО2.
Никель же восстанавливается в сравнительно меньшей степени, так как содержание его в шихте мало; кроме того, соединения никеля в спеке или брикетах окружены пустой породой, препятствующей доступу восстановительных газов.
Плавление начинается образованием легкоплавких смесей в системе FeO—SiO2—CaO, т. е. при 1030—1050°. Силикаты никеля, закись железа и сернистый кальций растворяются в стекающем вниз шлаковом расплаве.
В шлаковом расплаве железо и никель сульфидируются сернистым кальцием, в результате чего из шлакового расплава выделяется самостоятельная фаза штейнового расплава, состоящая из FeS и Ni2S2:
FeO + Ca S = FeS + CaO;
3NiO + 3CaS = Ni3S2 + 3СаО + 1/2S2;
3NiO + 3FeS = Ni3S2 + 3FeO + 1/2S2.
3NiO + 3CaS = Ni3S2 + 3СаО + 1/2S2;
3NiO + 3FeS = Ni3S2 + 3FeO + 1/2S2.
Штейн, получаемый при плавке окисленных никелевых руд, представляет собой сплав сульфидов FeS и Ni3S2; в котором растворены свободные металлы — железо и никель. Соотношение количеств сульфидной и металлической составляющих штейна зависит от соотношения скоростей сульфидирования и восстановления металлов при плавке; оба эти процесса протекают одновременно.
Штейн, насыщенный растворенными в нем свободными металлами, при охлаждении выделяет кристаллы твердого раствора никеля и железа — ферроникеля. Температура в области фурм несколько выше, чем в горне; попадая в горн, штейн охлаждается и ферроникель выкристаллизовывается из него на лещади и стенках горна. Горн постепенно зарастает ферроникелем, полезный объем его уменьшается, а ход плавки расстраивается.
Применение пирита при плавке ускоряет процессы сульфидирования, так как основная масса никеля переходит в сульфид еще во время спекания; при введении в шихту достаточного количества пирита ферроникель в горне печи почти не образуется. Гипс почти не влияет на состав штейна, так как в образовании штейна принимает участие только сернистый кальций, растворившийся в шлаке, избыток CaS окисляется в нижней части печи и оказывается бесполезным.
Устройство шахтных печей для плавки окисленных никелевых руд соответствует особенностям этой плавки.
Шлак и штейн здесь разделить отстаиванием в переднем горне нельзя, так как в результате резкого охлаждения неотапливаемый передний горн быстро зарастает кристаллами ферроникеля. Поэтому для расслаивания приспособлена нижняя часть самой печи, называемая внутренним горном.
Горн выкладывают на чугунной подовой плите, внешний слой стен его делают из бетона, а внутренний — из магнезитового кирпича. Крепят горн чугунными плитами и обвязкой из швеллеров.
Штейн выпускают через летки, расположенные на уровне лещади, а шлак — через летку, расположенную на 800—900 мм выше штейновой. Для дополнительного отстаивания шлака служат небольшие сменяемые отстойники.
Стенки печи составляют из кессонов обычной конструкции (см. плавку медных руд и штейна); однако фурменные отверстия в них должны обеспечивать подачу больших количеств воздуха, поэтому фурмы делают щелевидными.
Колошниковое устройство печи такое же, как при медной плавке.
Длина шахтных печей никелевой плавки достигает 15 м, ширина в области фурм 1,6 м, высота до 6 м.
Практика плавки на действующих заводах весьма разнообразна и во многом зависит от местных условий.
Преимущества работы на спеке уже были нами отмечены; на большинстве современных заводов брикетирование заменено спеканием. Шихту для плавки составляют из спека и флюсов; крупность этих материалов 25—100 мм. Флюсом при плавке обычно служит только известняк.
Штейн выпускают периодически, обычно 8 раз в сутки, выпуск шлака — непрерывный.
Извлечение никеля в штейн 75—80%, проплав по руде при плавке брикетов — 21—25 т/м2, а при плавке спека — 25—30 т/м2 сечения в области фурм. Расход кокса соответственно 32—35% и 20—25% от веса руды.
Продукты никелевой плавки. Состав штейнов приведен в табл. 19. Шлаки содержат 42—44% SiO2 и около 50% суммы оснований FeO, CaO и MgO. Высокое содержание в руде окиси магния компенсируется меньшей добавкой известняка, так чтобы сумма CaO и MgO в шлаке не превышала 34—35%. Шлаки никелевой плавки могут быть использованы для литья брусчатки, производства шлаковой ваты, иногда шлак гранулируют и используют в горных работах или в строительной промышленности.
Колошниковые газы после их очистки от пыли в осадительных камерах и циклонах выбрасываются в атмосферу.

Газы уносят из печи до 4—5% шихты в виде пыли, которую улавливают и возвращают на спекание.
Продувка штейна в конвертере. Для продувки никелевых штейнов применяют конвертеры, ранее описанные в металлургии меди.
Продувка штейна характеризуется здесь двумя основными реакциями — шлакованием растворенного в штейне металлического железа и сульфида железа:
2Fe + O2 + SiO2 = 2FeO * SiO2 + 137,4 ккал;
2FeS + 3О2 + SiO2 = 2FeO * SiO2 + 2SО2 + 233,4 ккал.
2FeS + 3О2 + SiO2 = 2FeO * SiO2 + 2SО2 + 233,4 ккал.
Для перевода весовой единицы железа в шлак по первой реакции требуется в три раза меньшее количество воздуха, чем по второй; скорость этой реакции в начале процесса значительно больше скорости окисления сульфида железа. Кроме того, металлическое железо может окисляться за счет сернистого газа:
3Fe + SO2 = 2FeO + FeS.
Практика показывает, что сульфидное железо начинает выгорать лишь после шлакования основной массы элементарного железа.
Никель до конца шлакования железа не окисляется, так как закись никеля, если бы она и образовалась, вновь перешла бы в сульфид по основной реакции никелевой плавки:
6NiO + 6FeS + 2О2 + 3SiО2 = 2Ni3S2 + 3(2FeO * SiO2) + 2SО2.
Штейн заливают в конвертер отдельными порциями по 4—10 г, каждый раз продувая его при подаче кварца. Таким образом накапливается количество расплава, соответствующее емкости конвертера. Слитый за это время конвертерный шлак сравнительно беден никелем и кобальтом, так как расплав в конвертере еще содержит много железа. Продолжительность продувок по мере накопления штейна постепенно возрастает с 15 до 45 мин. вследствие уменьшения соотношения между металлическим и сульфидным железом.
Во время горячего хода конвертера, соответствующего шлакованию металлического железа, дают холодные присадки ферроникеля, твердого штейна и других никельсодержащих материалов.
После накопления в конвертере нужного количества обедненного железом штейна начинают продувку на белый штейн. Закончив ее, сливают сначала шлак, а затем и белый штейн, разливая его в изложницы.
Белый никелевый штейн содержит около 77% Ni, 22—23% S и 0,15—0,3% Fe.
В конвертерном шлаке содержится 26—28% SiO2, 55—60% FeO и около 1,5% Ni. Кобальта в основной массе шлака обычно не более 0,2%, а в последних сливах до 1,5%.
Пыль, выносимая газами через горловину, содержит 15—20% Ni и улавливается в осадительных камерах. Пыль возвращают в конвертер при следующей продувке.
Емкость конвертеров никелевого производства по меди не более 20—30 т, продолжительность операции в них от 8 до 12 час., использование времени на дутье 55—85%.
Переработка белого никелевого штейна
Обжиг штейна
Для окисления сульфида никеля до закиси штейн обжигают. При этом сера должна быть возможно полней удалена, иначе остатки ее будут загрязнять получаемый никель.
Измельченный сульфид никеля при нагревании на воздухе окисляется по реакции:
Ni3S2 + 3,5О2 = 3NiO + 2SО2.
Сернистый газ, частично окисляемый при обжиге до SO3, может образовать сульфат никеля:
NiO + SO3 = NiSO4.
Наличие в обожженном продукте сульфата так же недопустимо, как и присутствие сульфида, так как при последующем восстановлении сульфат восстанавливается до Ni3S2. Образованию сульфата препятствует повышение температуры обжига до 1100—1200°, так как NiSO4 имеет при этих условиях высокое давление диссоциации. Однако начинать обжиг при 1100—1200° нельзя, так как сплавятся частицы измельченного штейна, сократится поверхность контакта материала с воздухом и замедлится выгорание серы.
Указанные обстоятельства заставляют проводить обжиг штейна в две стадии. Для первой стадии обжига применяются механические многоподовые печи, в которых обжигаемый материал постепенно нагревают при перегребании до 850—900°; при первом обжиге выгорает 90—95% всей серы.
Частично спекшийся продукт первого обжига охлаждают, измельчают и вновь обжигают в трубчатых вращающихся печах при 1200°; после второго обжига в материале остается 0,01—0,02% S.
Многоподовые печи описаны ранее. Отличительные особенности таких печей в никелевом производстве обусловлены необходимостью сжигания дополнительного топлива; для этого к нижним подам пристроены 2—3 полугазовые топки, вал печи футерован снаружи огнеупорной массой из шамота, асбеста и белой глины, а гребкодержатели и гребки сделаны из жароупорной стали. Обычно в никелевом производстве применяют десятиподовые печи диаметром 6,5—7 м.
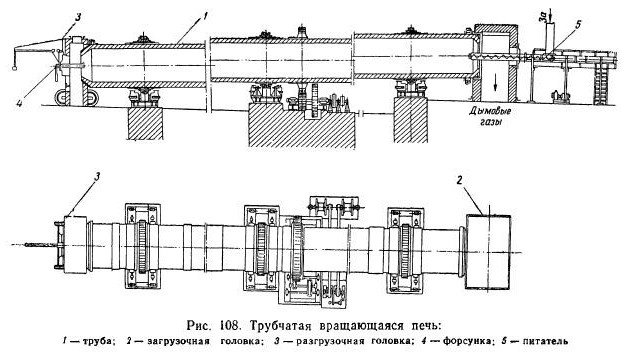
Вращающаяся трубчатая печь (рис. 108) для второго обжига представляет собой стальную трубу длиной около 20 м диаметром 1,6 м. Труба наклонена под углом 2° к горизонту, опирается несколькими кольцевыми бандажами на ролики, вращается со скоростью около одного оборота в 5—7 мин. и футерована шамотным кирпичом. Концы трубы входят в камеры из огнеупорного кирпича, называемые головками. Головка приподнятого конца соединена с отводящим газоходом, в ней же смонтировано загрузочное устройство, подающее перерабатываемый материал. Головка нижнего конца примыкает к топке, работающей на малозольном каменном угле или мазуте. Продукты горения проходят через печь и отводятся через верхнюю головку. Непрерывно загружаемый материал движется навстречу потоку горячих газов, пересыпаясь при вращении трубы.
Практика обжига. Штейн, измельченный примерно до величины зерна 0,1 мм, непрерывно загружают в механическую многоподовую печь. Температура при первом обжиге не превышает 850—900°. С нижнего пода печи выгружается материал, содержащий 1,5—3% S. Он попадает в трубчатый холодильник, представляющий собой наклонно установленную вращающуюся стальную трубу.
Из холодильника огарок направляется на вибрационный грохот. Крупный отсев его измельчают в шаровой мельнице и вместе с подрешетным продуктом загружают в трубчатую печь. После второго обжига материал поступает во второй трубчатый холодильник, куда одновременно добавляется измельченный уголь, необходимый для последующего восстановления закиси никеля.
Отходящие газы первого и второго обжигов очищаются от пыли в электрофильтрах. Аппаратура для измельчения и транспортирования герметизируется, а отсасываемые здесь газы пропускаются через рукавные фильтры. Уловленная пыль возвращается на обжиг.
Печь первого обжига с площадью подов 250 м2 обжигает в сутки 50 т штейна при расходе топлива 30% от веса перерабатываемого материала. Около 8—9% материала переходит в пыль.
Трубчатая печь указанного выше размера может обжечь огарок, полученный из одной многоподовой печи. Расход топлива составляет 40% от веса полупродукта.
Восстановление закиси никеля до металла. В качестве восстановителя применяют древесный уголь или нефтяной кокс, так как он не содержит серы.
Восстановление закиси никеля возможно при низких температурах (порядка 600—700°), однако восстановленный металл необходимо получить в жидком виде, поэтому плавку заканчивают при температуре, несколько превышающей точку плавления никеля.
Около 40% закиси никеля восстанавливается еще при охлаждении ее в трубчатом холодильнике после выгрузки из обжиговой печи; это оказывает существенное влияние на повышение производительности электропечей.
Для плавки применяются дуговые электрические печи, известные из сталеплавильного производства, например типа РНВ-5 или ДСТ-5 емкостью от 3,5 до 8 т никеля; они работают периодически с продолжительностью операции от 6 до 8 часов.
Для шлакования примесей и удаления из металла серы добавляют известняк. Кремнезем, глинозем и другие окислы, попавшие в закись никеля из футеровки обжиговых печей, шлакуются, образуя небольшое количество основного известковистого шлака.
В шлак переходит 0,2—0,4% Ni, содержание его в шлаке 10—12%.
После расплавления садки снимают шлак, металл раскисляют, а затем разливают в изложницы или гранулируют.
Для получения гранул расплавленный никель выливают тонкой струей в бассейн с водой, содержимое которого во избежание взрывов необходимо энергично перемешивать.