



Сущность мартеновского производства стали
С ростом металлообрабатывающей и металлургической промышленности скопилось большое количество отходов прокатных и кузнечных цехов, лом машиностроительных и других заводов, которые нельзя переработать в конвертерах, так как количество твердых добавок в них не может превышать 10—15% от веса жидкого чугуна. Кроме того, хотя применение конвертирования (кислого и основного) способствовало значительному развитию сталеплавильной промышленности во второй половине прошлого века, но полностью не решило проблему получения высококачественного металла, пригодного для производства ответственных изделий.
Переработка в конвертерах требовала либо фосфористого, либо кремнисто-марганцовистого чугуна, но в обоих случаях — малосернистого. В большинстве нее случаев получались чугуны, содержащие среднее количество фосфора, исключавшее их использование и при бессемеровском, и томасовском способах конвертирования. Кроме того, доменная плавка на коксе всегда сопровождалась переходом в чугун значительных количеств серы.
В поисках более совершенного процесса, чем бессемеровский, в 1864 г. П. Мартеном для плавки стали была предложена пламенная печь, отапливаемая газом, предварительно подогретым, как и воздух, в регенераторах. Принцип этой конструкции был заимствован из стекольной промышленности, где такая печь начала эксплуатироваться с 1856 г. по предложению Сименса.
В первой мартеновской печи сплавляли чугун с железным ломом и получали сталь с различным содержанием углерода; при кислой футеровке печи сера и фосфор не удалялись. Однако успешное применение томасовского процесса привело к сооружению мартеновской печи с основной подиной из магнезита.
Печь с основной подиной позволила перерабатывать фосфористые и сернистые чугуны и мартеновский процесс плавки смеси чугуна с железным ломом в виде твердой завалки существенно дополнил бессемеровский и томасовский способы производства стали. Особенно ценным оказался этот процесс, названный скрап-процессом, для металлообрабатывающих заводов, обладающих большим количеством стального лома.
На металлургических заводах мартеновский процесс начали широко применять для переработки чугуна без добавки стального лома. Такой процесс назвали рудным. В настоящее время широкое применение получил так называемый скрап-рудный процесс: на подину печи загружают смесь руды и извести с некоторым количеством скрапа, эта шихта подогревается и частично сплавляется, после чего в печь заливают жидкий чугун.
Современные мартеновские печи рассчитаны на единовременную загрузку (садку) до 500 т и длительность плавки от 4 до 12 час. Печи являются весьма сложными и большими сооружениями.
Мартеновская сталь в 1954 г. составила 80% мирового производства. Широкое распространение этого способа плавки объясняется меньшей ее стоимостью по сравнению со сталью, выплавляемой в электропечах, и более высокими механическими свойствами, чем у конвертерной стали.
Принцип работы мартеновской печи представлен на схеме рис. 79.

Рабочее пространство печи — плоская камера с огнеупорными стенками и набивным (из магнезита) подом. В передней стенке находятся окна для загрузки шихты; свод арочный, огнеупорный.
В торцевых стенках устроены головки для подвода каналов, по которым в печь подается газ и воздух. Каналы головок вертикальными каналами соединены с регенераторами, служащими для нагревания воздуха и газа. Между регенераторами и печью расположены небольшие камеры — шлаковики, служащие для осаждения выносимой из печи пыли.
При том положении заслонок, которое показано на рис. 79, газ и воздух поступают в предварительно нагретые регенераторы и, проходя через них, подогреваются. У устья головки они смешиваются и сгорают, горячие газы проходят через камеру печи, нагревая шихту, и удаляются через каналы головки в противоположной стороне печи. Горячие дымовые газы, проходя через вторую пару регенераторов, нагревают их и удаляются в трубу. Через некоторое время, примерно 15—20 мин., заслонки поворачивают на 90°, при этом начинается обратное движение газов. Подобная система позволяет нагревать воздух до 1100—1200° и получать факел пламени с температурой 1700—1750°, растягивающийся почти на всю длину рабочего пространства печи.
Существующие в настоящее время печи делятся на неподвижные и качающиеся. Подавляющее большинство печей относится к первому типу. Представленная на рис. 80 185-т печь с основной подиной покоится на массивном железобетонном основании, по которому проложены балки, покрытые сверху толстым котельным железом. Огнеупорная кладка крепится металлическими стойками, связанными металлической арматурой (рис. 80, 81).
Подина выкладывается из магнезитового кирпича и наваривается магнезитовой массой толщиной до 250 мм.
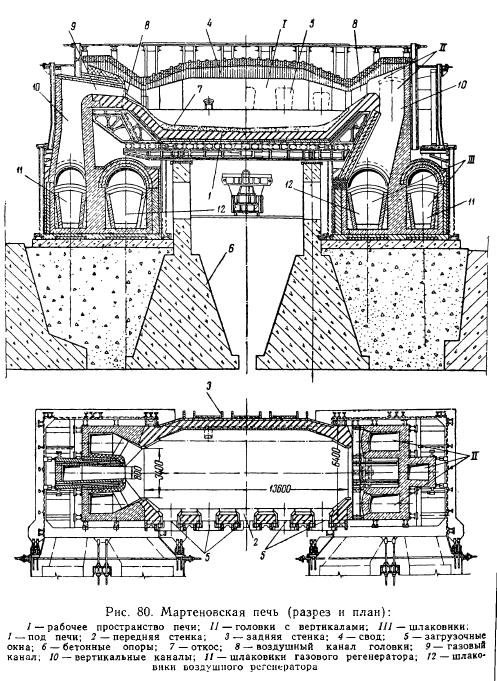

Стенки печи выкладываются из магнезитового, а арочный свод — из динасового кирпича, хотя в последнее время своды мартеновских печей стали большей частью делать подвесными из хромомагнезита.
В головках газовые и воздушные каналы расположены таким образом, что газ, подаваемый по среднему более узкому каналу головки, охватывается воздушным потоком с двух боковых сторон и сверху и, смешиваясь с ним, образует факел, стелющийся по подине.
Качающаяся мартеновская печь заключена в кожух, обрамленный массивными стальными ободьями, лежащими на катках. Печь может наклоняться на определенный угол относительно горизонтальной оси. Головки этих печей неподвижны и соединены с подвижной частью так, что и при поворачивании печи можно продолжать ее подогрев. Печи эти применяются при переделе фосфористых чугунов, так как при этом приходится часто сливать шлаки, что облегчается конструкцией качающейся печи.
Обычно в мартеновском цехе работает несколько печей; цех состоит из печного и разливочного отделений, шихтового двора в отделения подготовки изложниц.
Для отопления мартеновских печей в большинстве случаев применяют смесь коксового и доменного газов, а также мазут.