



Агломерирующий обжиг металлических руд
Все описанные способы обжига позволяют получить огарки в виде порошков, крупность частиц которых не больше, чем в исходном материале. Для ряда применяемых в металлургии процессов — шахтной плавки, дистилляции цинка и других требуются крупные пористые материалы, способные фильтровать в печи значительные объемы газов.
Процесс обжига концентратов или рудной мелочи, сопровождаемый окускованием материала, называется агломерирующим обжигом.
При агломерирующем обжиге через слой шихты просасывается большое количество воздуха, обеспечивающее интенсивное горение. При этом развивается высокая температура, способствующая быстрому обжигу, размягчению и частичному расплавлению наиболее легкоплавких компонентов шихты.
Химизм окислительных процессов при агломерации такой же, что и при обжиге на порошок, только протекают эти процессы быстрее и интенсивнее.
Спекание частиц и образование агломерата — пористой, губчатой массы — происходит за счет образования при высокой температуре агломерирующего обжига относительно легкоплавких соединений, окислов металлов с кремнеземом шихты, склеивающих отдельные, более тугоплавкие части шихты.
Для обжига со спеканием повсеместно применяются ленточные агломерационные машины, на которых лежащий на решетках тонкий слой шихты омывается потоками просасываемого воздуха.
Машина (рис. 62) состоит из следующих частей: рамы 1, стальных или чугунных тележек 2, загрузочного устройства 3, зажигательной печи 4, камеры всасывания 5, приводного механизма 6.

Рама состоит из двух параллельно установленных и связанных между собой станин, на которых собраны все части машины. Тележки приводятся в движение двумя зубчатыми колесами, находящимися в головной части машины, расстояние между зубьями которых совпадает с расстоянием между колесами тележек. Поворачиваясь, колеса подхватывают зубьями тележку, подошедшую по нижней направляющей рамы и, поднимая ее на верхнюю направляющую, толкают одновременно все находящиеся впереди тележки. Тележки тесно прижаты друг к другу, цепь их имеет разрыв около 0,4 м, устраиваемый для того, чтобы тележка, движущаяся по верхней направляющей, подойдя к концу ее, могла упасть вниз. При толчке находящийся на тележке агломерат сбрасывается в бункер.
Скатившаяся с верхних направляющих тележка, упираясь в ранее упавшие тележки, продолжает катиться вместе с ними под действием собственного веса по наклонной нижней направляющей, пока вновь не достигнет приводных шестерен, после чего движение ее повторяется. Шестерни закреплены на одном валу, приводятся в движение от мотора через редуктор и обеспечивают равномерное без перекосов передвижение тележек.
Тележка представляет собой прямоугольную раму, снабженную четырьмя колесами. Боковые короткие стороны ее заканчиваются бортами, а дно представляет собой колосниковую решетку с зазорами 5—7 мм между колосниками. При движении по раме тележки плотно примыкают друг к другу длинными открытыми торцевыми сторонами, образуя желоб с решетчатым дном.
Вакуум-камера представляет собой прямоугольную коробку, укрепленную верхней частью на верхних направляющих рамы. Камера по длине разделена на несколько отсеков, каждый из которых имеет отвод к общему газоходу, соединенному с эксгаустером. В боковой стенке камера имеет плотно закрывающиеся люки, через которые из нее периодически вычищают провалившуюся мелкую шихту. Воздух просасывается через шихту, лежащую на решетке тележки, и, пройдя через камеру, удаляется по газоходам.
Зажигание шихты осуществляется с помощью печи, расположенной в головной части машины. Печи отапливаются мазутом, газом или коксом и позволяют получить пламя с температурой около 1000°.
Загрузочное устройство состоит из качающейся воронки, распределяющей шихту по всей ширине тележки, промежуточного, барабана, способствующего равномерности этого распределения, и ножа, выравнивающего толщину слоя шихты.
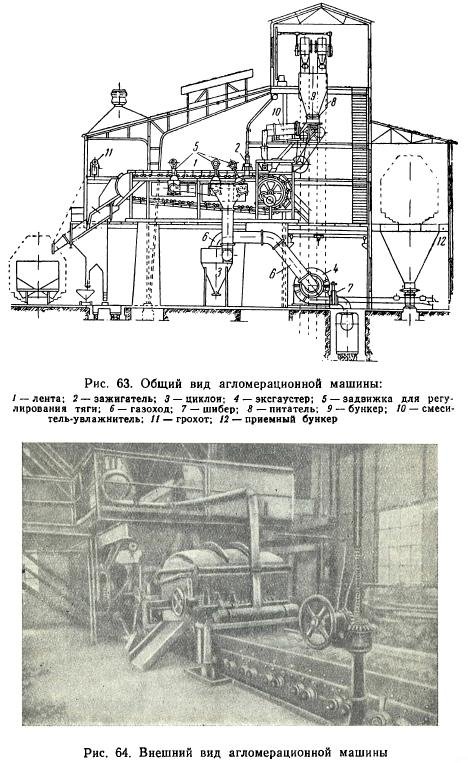
Верхняя часть машины защищена зонтом — укрытием, способствующим уменьшению потерь пыли. Стандартные машины в России имеют ширину тележек 1,5 и 2 м, а общую площадь камер всасывания (активную площадь) 18 и 50 м2. Общий вид установки приведен на рис. 63 и 64.
Шихта, поступившая на тележки машины, поджигается пламенем из зажигательной печи и далее горит за счет просасываемого через нее воздуха, перемещаясь вдоль камеры всасывания. Чтобы правильно вести процесс агломерации на машине, нужно найти необходимое соотношение между скоростью горения шихты и скоростью движения тележек. Скорость перемещения горящего слоя в шихте от верхней ее части к колосникам равна 1—2,5 см/мин, При обычной толщине слоя шихты на тележках, равной 20—25 см, шихта может быть обожжена и спечена за 17—20 мин. За этот же промежуток времени тележки должны пройти над камерой всасывания.
При спекании свинцовых концентратов, содержащих большое количество легкоплавких силикатов свинца (температура плавления 700—900°), процесс агломерации проводят при температуре 950—1100°. При этом тепла, выделяющегося от сгорания серы, бывает достаточно для ведения процесса без добавки горючего.
При спекании никелевых и железных руд, бедных серой, с преобладающим содержанием силикатов железа, имеющих температуру плавления около 1200°, для получения в слое спекаемой шихты необходимой температуры 1300—1400° в шихту вводят мелкий уголь или кокс.
Избыток и недостаток топлива одинаково вредны для процесса обжига с агломерацией.
При недостатке топлива, и соответственно недостатке тепла, процесс образования и размягчения силикатов и сульфидов протекает в малой степени; эти соединения не цементируют частицы шихты и процесс агломерации не идет.
При избытке топлива в шихте развивается такое количество тепла, которое очень быстро повышает температуру до полного расплавления силикатов и сульфидов. Эти соединения обволакивают частицы шихты, покрывают их плотным, непроницаемым для воздуха слоем и сплавляют между собой, поэтому выгорание серы прекращается и получается камневидный, малопористый, содержащий большое количество серы агломерат, не пригодный для последующей плавки.
Обжиг со спеканием проходит настолько интенсивно, что при обычном содержании серы в концентрате сернистого топлива оказывается слишком много и приходится либо разубоживать шихту различными, не содержащими серы, добавками, либо проводить предварительный обжиг, при котором часть серы выгорает, а на агломерацию поступает шихта, содержащая необходимое для процесса количество горючей серы.
Наиболее эффективной добавкой для разубоживания шихты и поглощения избыточного тепла является известняк.
Столь же полезна вода, которой обязательно должна быть смочена шихта перед агломерацией. Ho роль воды не исчерпывается поглощением тепла при испарении. Ранее указывалось, что в процессе обжига с дутьем перемешивание шихты заменено интенсивным просасыванием воздуха через слой шихты, при котором обеспечивается необходимый контакт кислорода с мелкими, плотно слеживающимися частицами концентрата. Испаряющаяся влага образует в шихте бесчисленное количество мельчайших пор, облегчающих доступ воздуха ко всем частицам шихты. Сухая шихта плохо обжигается и не спекается. Кроме того, смачивание шихты уменьшает пылеобразование.
Если шихта не содержит достаточного количества легкоплавких компонентов, то обжит успеет пройти полностью, а агломерации не произойдет. Если шихта содержит слишком много легкоплавких компонентов, то они сплавятся до того, как успеет пройти обжиг, и в агломерате останется много серы.
Если шихта составлена правильно, то процесс должен протекать так: после обжига, сопровождающегося интенсивным выгоранием серы, тепло от сгорания серы поднимет в обжигаемом слое температуру до такого уровня, при котором начинается размягчение образовавшихся силикатов и цементирование ими отдельных частиц уже обожженной шихты.
Одним из наиболее эффективных способов приготовления пористой, хорошо подготовленной шихты для агломерации является способ окатывания, который в последние годы получил весьма широкое распространение.
Способ заключается в том, что концентрат или смесь его с другими составляющими шихты пропускается через вращающийся железный барабан или по поверхности вращающейся тарели, расположенной под некоторым углом к горизонту. Материал предварительно увлажняется и частицы его, перекатываясь по поверхности гранулятора (так называют приборы для окатывания), постепенно, подобно снежной лавине, увеличиваются в диаметре и приобретают довольно правильную шарообразную форму. Размер получающихся частиц может быть получен в соответствии с требованиями технологии их последующей переработки и колеблется в широких пределах — от 1 мм до 15—20 мм. Гранулы достаточно прочны, чтобы выдержать необходимое транспортирование, и, будучи насыпаны на ленту агломерационной машины, образуют легко проницаемый для воздуха, хорошо обжигающийся и спекающийся слой.
Гранулированная шихта полезна не только при агломерации, но и при обжиге в кипящем слое.
Чашевые грануляторы, хорошо контролируемые и позволяющие получить равномерные по крупности окатыши, применяются более широко, чем барабанные. Диаметр чаш достигает 5 м при производительности до 40—50 т в час.