



Дефекты в сварных соединениях и методы контроля
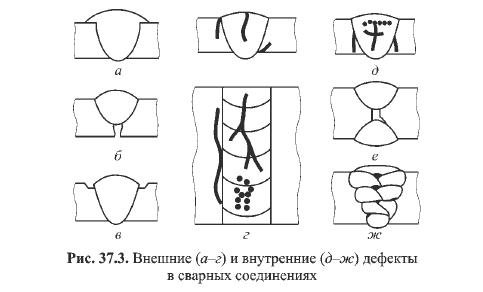
Дефекты в соединениях бывают двух типов: внешние и внутренние. К внешним дефектам относятся наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры (рис. 37.3, а—г). Внутренними дефектами являются скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. (рис. 37.3, д-ж).
Качество сварных соединений обеспечивают предварительным контролем заготовок, текущим контролем процесса сварки и приемочным контролем сварных соединений. В зависимости от нарушения целостности соединения при контроле различают разрушающие и неразрушающие методы контроля.
Разрушающие испытания проводят обычно на образцах-свидетелях, моделях и реже на самих изделиях. Образцы-свидетели изготовляют из того же материала и по той же технологии, что и сварные соединения изделий. Механические испытания соединений и металла шва проводят на растяжение, изгиб, сплющивание и т. п. По характеру нагрузки различают статические, динамические и усталостные испытания. Методы разрушающего контроля, как правило, позволяют получить численные данные, характеризующие механические свойства соединений.
При неразрушающих испытаниях, проводимых обычно на самих изделиях, оценивают физические свойства, которые косвенно характеризуют качество изделий. Методы неразрушающего контроля сварных соединений в зависимости от характера физических полей или движущихся масс, взаимодействующих с контролируемым объектом, подразделяют на пять видов: радиационный, акустический (ультразвуковой), магнитный, капиллярный и течеискателем.
В настоящее время при контроле сварных соединений и изделий применяют все описанные способы контроля. Однако ни один из них не универсален, поэтому важен не только правильный выбор метода контроля, но и их комбинирование, сочетание разрушающих и неразрушающих испытаний.