



Напряжения и деформации при сварке
В процессе изготовления сварных конструкций в них возникают напряжения и деформации. Сварочные напряжения, превышающие предел текучести металла, вызывают пластическую деформацию конструкции, что приводит к изменению размеров и формы изделия. Если сварочные напряжения превышают предел прочности, то происходит образование трещин в шве или в зоне термического влияния.
Сварочные напряжения и деформации возникают в результате неравномерного нагревания заготовок при сварке, усадке и структурных превращениях в металле в процессе охлаждения. Рассмотрим несколько примеров.
При местном нагреве стальной пластины, свободно лежащей на сварочном столе, ее длина увеличивается на AL (рис. 36.1, а). Это увеличение зависит от коэффициента линейного расширения материала заготовок, длины нагретой зоны, а также от температуры нагрева. После охлаждения пластина приобретет свои первоначальные размеры и в ней не будет ни внутренних напряжений, ни остаточных деформаций. Эта же пластина, жестко закрепленная с обоих концов (рис. 36.1, б), не сможет свободно удлиняться при местном нагреве, поэтому в ней возникнут сжимающие внутренние напряжения.

При температуре нагрева выше 600 °C сжимающие напряжения превысят предел текучести металла нагретого участка, вызовут в этой зоне пластическую деформацию сжатия, и на участке длиной L' увеличится толщина пластины. При охлаждении пластина должна укоротиться, но этому будет препятствовать жесткое закрепление, в результате чего в ней возникнут растягивающие напряжения.
Аналогичным образом возникают внутренние напряжения и деформации при наплавке валика на кромку полосы (рис. 36.2, а). Наплавленный валик и нагретая зона 1 полосы будут расширяться и растягивать холодную часть заготовки, вызывая в ней деформации растяжения с изгибом. Валик и нагретая часть образца сожмутся, поскольку тепловому расширению будут препятствовать холодные части полосы. Эпюра распределения напряжений в образце представлена на рис. 36.2, б. В результате такого распределения напряжении полоса изогнется выпуклостью вверх.

В процессе остывания наплавленный валик и нагретая часть полосы, претерпев пластические деформации сжатия, будут укорачиваться. Под действием усадочных сил полоса прогнется выпуклостью вниз (рис. 36.2, в). Этому процессу будут препятствовать слои холодного металла, поэтому в нагретой зоне полосы возникнут растягивающие напряжения, а в холодной — сжимающие (рис. 36.2, г).
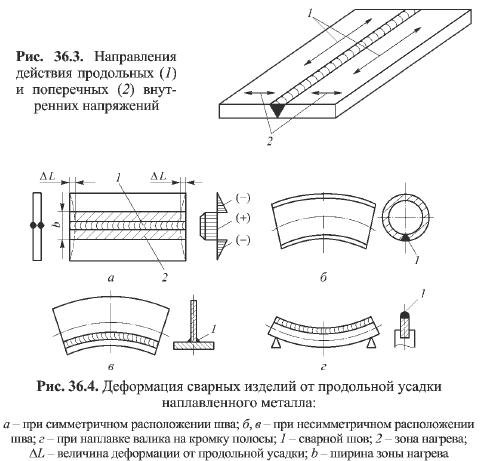
При изготовлении изделий с помощью сварки плавлением в соединении происходят продольная и поперечная усадки металла шва, поэтому образуются продольные и поперечные внутренние напряжения (рис. 36.3). Эти напряжения вызывают деформацию сварных изделий. В результате продольной усадки возникает коробление изделий в продольном направлении (рис. 36.4). Поперечная усадка, как правило, приводит к угловым деформациям, т. е. к короблению в сторону большего объема расплавленного металла (рис. 36.5).
