



Примеры конструирования и изготовления типовых деталей с использованием механической обработки давлением и резанием
Валы и оси составляют 10...13 % общего объема производства деталей машин. Они весьма разнообразны по своему назначению, конструктивной форме, размерам и марке конструкционного материала. Эти изделия подразделяют на гладкие и ступенчатые, цельные и пустотелые; валы с фланцами, шлицевые валы и валы-шестерни, а также комбинированные с разнообразными сочетаниями указанных выше типов (рис. 32.7). По форме геометрической оси валы могут быть прямыми, коленчатыми, кривошипными и эксцентриковыми (кулачковыми).
В машиностроении наибольшее распространение получили ступенчатые валы длиной от 150 до 1200 мм. По соотношению длины l и среднего диаметра d валы подразделяют на жесткие l/d < 8...12) и нежесткие l/d > 12).

При конструировании деталей типа «вал» предъявляют следующие технологические требования.
1. Изделия должны обладать концентричными наружными и внутренними поверхностями, минимальной несоосностью отдельных обрабатываемых поверхностей и стабильностью положения оси вращения (для шпинделей).
2. В торцовых поверхностях предусматривают центровые отверстия для упрощения изготовления, контроля и ремонта изделия.
3. Ступенчатые валы и оси должны иметь небольшие перепады диаметров, при этом на разных ступенях желательно проектировать одинаковые перепады. Это особенно важно, если заготовка будет обрабатываться на многорезцовых станках.
4. При конструировании валов и осей со шпоночными пазами следует отдавать предпочтение пазам, образуемым дисковой фрезой, так как обработка концевой фрезой менее производительна (рис. 32.8).

5. При проектировании деталей типа «вал со шлицами» следует обеспечивать свободный выход режущего инструмента. Поэтому диаметр вала, прилегающего к шлицевому участку, выполняют меньше внутреннего диаметра шлицев (рис. 32.9).

Валы и оси изготовляют из углеродистых и легированных сталей, обладающих высокой прочностью, хорошей обрабатываемостью резанием, способностью упрочняться в результате термической обработки. К ним относятся стали 35, 40, 45, 40Х, 30ХН, 50Х, 40Г2, 45ХН2МФ и др.
В условиях единичного производства почти все валы получают механической обработкой резанием заготовок из сортового профиля круглого поперечного сечения и поковок для крупных изделий.
Гладкие и ступенчатые валы с перепадом между наибольшим и наименьшим диаметрами, не превышающими 15...25 %, изготавливают из сортовых профилей независимо от типа производства. Если КИМ снижается до 0,65...0,75, то перед механической обработкой резанием необходимо изменить форму первичной заготовки обработкой давлением, приближая конфигурацию заготовки к форме детали. Относительно короткие заготовки l/d < 5 изготовляют штамповкой на молотах, что позволяет получать значения КИМ в пределах 0,7...0,75.
В массовом и крупносерийном производстве внедряется профилирование заготовок методами ротационной ковки и поперечно-винтовой прокатки. Эти процессы являются высокопроизводительными, обеспечивают получение заготовок со значительным перепадом поперечных сечений, с хорошим качеством поверхностного слоя и высокой точностью размеров. При этом КИМ достигает значений 0,9...0,95, что позволяет снизить себестоимость деталей.
Заготовки валов длиной 150...1200 мм с фланцами или значительными перепадами сечений в условиях серийного и массового производств наиболее рационально изготовлять объемной штамповкой в матрицах с двумя плоскостями разъема на горизонтально-ковочных машинах. Заготовки крупных валов длиной свыше 1200 мм получают ковкой на гидравлических прессах.
Механическую обработку резанием заготовок начинают с подготовки технологических баз — подрезки торцов и их зацентровки. В зависимости от программы выпуска изделий эти технологические операции можно производить как на токарных, так и на центровальных, фрезерно-центровальных станках. Наружные поверхности ступенчатых валов обтачивают на разнообразных токарных станках.
Шлицы нарезают фрезерованием, строганием, протягиванием, а эвольвентные шлицы — холодным накатыванием. В неавтоматизированном серийном производстве шлицы получают фрезерованием на шлице- и зубофрезерных станках червячной фрезой методом обкатки. Этот процесс трудоемкий, так как выполняется на низких скоростях резания (v = 0,3...0,5 м/с) и малых подачах (s = 0,3 мм/с). Более производительными технологическими процессами являются шлицестрогание и шлицепротягивание.
Шпоночные пазы в зависимости от их формы обрабатывают концевыми или дисковыми фрезами. Точность глубины шпоночных канавок и параллельность образующих их поверхностей относительно оси вала зависит от выбора технологических баз для установки вала на станке. Наилучшие результаты получают в том случае, когда поверхности центровых отверстий при установке в центрах являются технологическими базами. Сквозные канавки наиболее производительно фрезеровать дисковой фрезой напроход.
Наружные резьбы на валах в зависимости от технических условий, программы выпуска изделий и имеющегося оборудования нарезают плашками, резцами, фрезами и др.
По конструкции втулки подразделяют на гладкие, с буртиком, фланцем, разрезные и т. п. (рис. 32.10). Главное требование, предъявляемое к подобным деталям, состоит в достижении концентричности наружных и внутренних поверхностей втулок и перпендикулярности торцов к оси центрального отверстия. Концентричность может быть обеспечена различными видами механической обработки заготовок резанием.

Для изготовления втулок применяют стали 20, 25, 30, 35Х; порошковые материалы и др.
Втулки диаметром до 20...25 мм изготовляют из горячекатаных и калиброванных профилей (прутков). Заготовками для втулок диаметром 20...80 мм служат поковки, полученные горячей объемной штамповкой на прессах и горизонтально-ковочных машинах (ГКМ), а также изделия, полученные методами порошковой металлургии. Для производства втулок диаметром более 80 мм в качестве заготовок используют бесшовные трубы, поковки, полученные ковкой или объемной штамповкой на ГКМ.
Заготовки из профилей (сортовой прокат, трубы) являются наиболее технологичными для изготовления гладких или простых по конфигурации втулок.
Объемная штамповка на холодновысадочных автоматах или ГКМ применяется для изготовления втулок, имеющих выступы, фланцы, буртики и другие элементы в массовом и крупносерийном производстве. Заготовки, полученные методами порошковой металлургии, характеризуются высоким качеством поверхности с минимальным припуском на механическую обработку. В этом случае КИМ достигает 0,95...0,99. Порошковой металлургией изготовляют втулки с заданной пористостью, что позволяет, например, создавать подшипники скольжения, имеющие высокие антифрикционные свойства без подвода смазки извне.

При проектировании втулок необходимо учитывать особенности процессов обработки заготовок резанием. К деталям данного типа предъявляют следующие требования.
1. Конструкция втулки должна допускать растачивание всех внутренних поверхностей при одном установе, что обеспечивает соосность внутренних поверхностей втулки.
2. Соосные глухие отверстия, расположенные с двух сторон детали, нежелательны. Если отверстия глухие и должны быть выполнены с высокой точностью, то следует предусматривать канавки (рис. 32.11) для выхода режущего инструмента.
3. Поскольку нарезание шлицев в глухих отверстиях затруднено, то желательно, чтобы отверстия со шлицами были открытыми — это позволяет применять протягивание. Если применение сквозных шлицевых отверстий невозможно, то следует обязательно предусматривать канавки для выхода режущего инструмента (рис. 32.12).

4. Внутренние выточки, особенно если их необходимо выполнять с высокой точностью, нежелательны. Втулки целесообразно конструировать со сквозными отверстиями.
5. Фланец в конструкции втулки по возможности должен иметь круглую форму.
Производство втулок, как правило, отличается сравнительно низким КИМ. Поэтому для них стремятся использовать штучные заготовки, получаемые объемной штамповкой на ГКМ, методами порошковой металлургии.
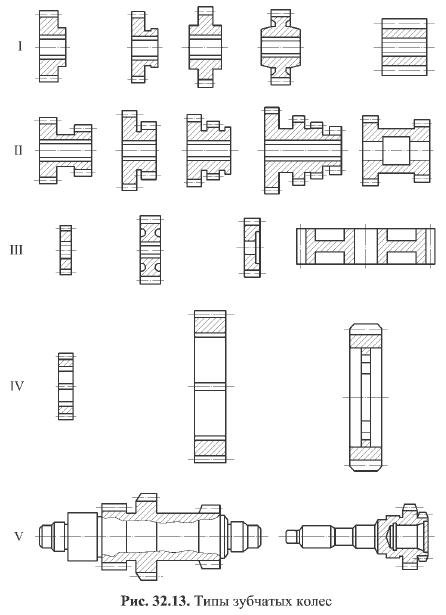
В зависимости от конструкции и служебного назначения зубчатые колеса подразделяют на несколько типов, конструкция которых приведена на рис. 32.13. Изделия должны быть износостойкими, работать плавно и бесшумно. Этого достигают за счет высокой точности размеров и низкой шероховатости поверхности зубьев.
При проектировании зубчатых колес выполняют следующие технологические требования.
1. Конструкция заготовки должна обеспечивать ее надежное базирование при зубонарезании. Торцовая поверхность, являющаяся базой, должна быть перпендикулярной оси отверстия.
2. Все взаимосвязанные обрабатываемые поверхности зубчатого колеса следует располагать таким образом, чтобы их можно было обрабатывать за один установ. Например, отверстие в колесе и торцовую поверхность ступицы обрабатывают за один установ.
3. Проектирование зубчатых колес как одно целое с валом или втулкой целесообразно для условий крупносерийного или массового производства. В мелкосерийном и единичном производстве в целях сокращения расхода металла и уменьшения объема обработки резанием этого делать не следует.
4. Проектирование зубчатых колес, точность которых может быть обеспечена только зубошлифованием, допустимо лишь при отсутствии другого конструктивного решения.
Зубчатые колеса работают в тяжелых условиях, поэтому предъявляются высокие требования к материалу заготовок: к однородности физико-механических свойств, макро- и микроструктуры, остаточных напряжений и т. д. В зависимости от условий работы и назначения зубчатые колеса изготовляют из сталей 40Х, 50Г, 40ХН, 12Х2Н4А.
Заготовками колес простой формы малых и средних размеров служат сортовой прокат или прессованные профили. Крупные колеса в условиях единичного и мелкосерийного производства изготовляют из кованых заготовок.
Большинство заготовок зубчатых колес производится объемной штамповкой, которая позволяет повысить КИМ и получить благоприятную макроструктуру. Для изготовления поковок колес I и II типов (см. рис. 32.13) применяют штамповку в закрытых и открытых штампах на молотах и кривошипных горячештамповочных прессах. Заготовки колес II и V типов чаще изготовляют штамповкой на ГКМ. Крупные заготовки колес IV типа получают ковкой. Значительную часть заготовок производят методом накатки зубьев в холодном и горячем состоянии. В этом случае исключается черновое зубонарезание и формируется наиболее благоприятная макроструктура. Заготовки зубчатых колес небольшого размера изготовляют методами порошковой металлургии.
Основным процессом механической обработки заготовок при изготовлении цилиндрических и конических зубчатых колес является зубофрезерование червячной фрезой на зубофрезерных станках. В том случае, когда колесо узкое или отсутствует свободный выход для фрезы, применяют зубодолбление. После фрезерования применяют шевингование или упрочняющую накатку, которые улучшают точность профиля зуба, снижают шероховатость поверхностей, повышают усталостную прочность и износостойкость зубчатых колес.
Винтовая поверхность цилиндрических червяков в зависимости от программы выпуска изделий может быть нарезана с помощью профильных резцов на токарно-винторезных станках или с помощью дисковых фрез на универсально-фрезерных, резьбофрезерных и специальных червячно-фрезерных станках. Шлифование червяков выполняют дисковыми и пальцевыми кругами, а шевингование — червячным шевером.