



Общие технологические требования к деталям
Для повышения качества проектирования, сокращения цикла и затрат на технологическую подготовку производства изделий необходимо одновременно создавать конструкторскую и технологическую документацию. При конструировании детали следует обеспечить требуемый уровень эксплуатационных характеристик с учетом заданных массы, конфигурации, точности размеров и шероховатости поверхностей. При проектировании изделий необходимо учитывать свойства материалов, технологию получения заготовок и их последующие термическую и механическую обработки.
Технологичность конструкции — понятие в значительной степени относительное. Для одной и той же детали она будет разной в условиях различных типов производства. Например, изделие, технологичное при изготовлении в единичном производстве, может оказаться нетехнологичным в массовом производстве.
Важнейшим условием создания технологичной конструкции является стандартизация и унификация геометрических форм и размеров детали. Это позволяет широко внедрять в производство автоматизацию и механизацию. Помимо этого унификация элементов деталей и их размеров создает предпосылки для унификации применяемых инструментов.
Для обеспечения точности и стабильности размеров, формы и взаимного расположения поверхностей детали следует избегать обработки нежестких заготовок, так как возникающие силы резания приводят к значительным деформациям таких заготовок. Kpoме того, необходимо использовать заготовки с формой, близкой к форме детали, что позволяет уменьшить число обрабатываемых поверхностей. Это дает возможность повышать точность обработки, поскольку снижает влияние фактора износа режущего инструмента, тепловых деформаций и т. п.
При проектировании заготовок следует заменять сложные поверхности более простыми, так как для механической обработки резанием фасонных поверхностей требуется более сложная кинематика станка, специальный режущий инструмент и повышение их жесткости. В случаях, когда это возможно, рекомендуется использовать сборные элементы конструкций.
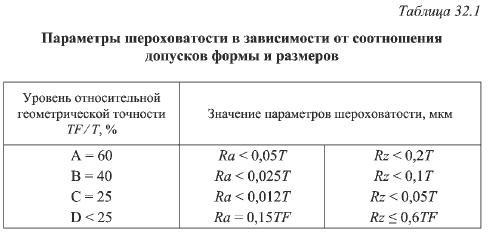
Допустимые значения шероховатости обрабатываемых поверхностей можно определить по четырем уровням (A-D) относительной геометрической точности в зависимости от соотношения допусков формы (TF) и размеров (Т).
Во всех случаях необходимо соотносить рекомендации табл. 32.1 с характеристиками обрабатываемости материала заготовки.
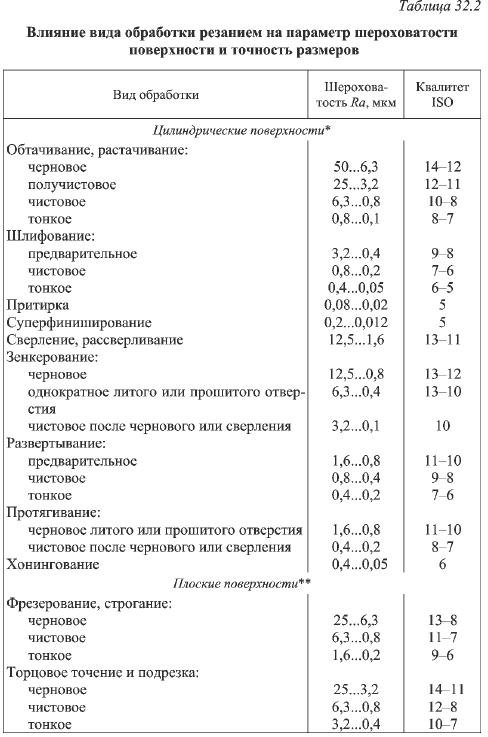
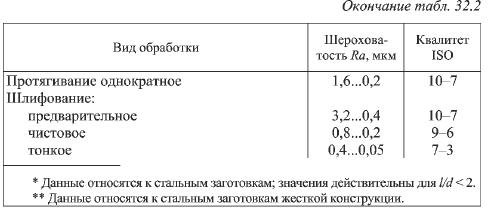
Выбор вида обработки резанием цилиндрических и плоских поверхностей, обеспечивающих требуемые параметры шероховатости и точности размеров (квалитета), может быть выполнен с учетом данных, приведенных в табл. 32.2.
Количественную оценку технологичности детали проводят по трудоемкости изготовления, металлоемкости детали, себестоимости, КИМ и др.
Трудоемкость механической обработки резанием повышается при увеличении числа обрабатываемых поверхностей, сложности их геометрических форм, протяженности, а также при высоких требованиях к качеству поверхностного слоя. В связи с этим при конструировании деталей следует предусматривать возможно большее число поверхностей, не подлежащих последующей механической обработке. Кроме того, поверхности заготовок, подвергаемые обработке резанием, должны иметь минимально допустимые припуски.
Снижение металлоемкости деталей может быть достигнуто повышением точности расчетов при проектировании и применением материалов с улучшенными механическими и технологическими свойствами. Прогрессивные технологические процессы получения заготовок и последующая обработка резанием также позволяют уменьшить металлоемкость деталей.
Себестоимость изготовления детали в значительной степени определяется точностью заготовки, выраженной допуском соответствующего квалитета. Себестоимость детали можно представить как сумму стоимостей исходного материала, изготовления из него заготовки и последующей обработки. При снижении точности получаемых заготовок уменьшаются затраты на их изготовление, но возрастают расходы на исходный материал и обработку резанием. С уменьшением допуска снижаются расходы на исходный материал и обработку резанием, но возрастают затраты на получение заготовок.
Технологичность конструкции детали по КИМ окончательно устанавливается после выбора метода (способа) получения заготовки и определения припусков на механическую обработку резанием.
Конструкция проектируемых деталей должна отражать требования обработки на станках с ЧПУ. В этом случае следует считать технологичными такие изделия, форма и размеры которых отвечают условиям обработки в непрерывном автоматическом цикле. Для облегчения программирования необходимо упрощать форму поверхностей и типизировать основные повторяющиеся геометрические поверхности заготовки. Желательно, чтобы обрабатываемые поверхности представляли собой тела вращения, плоскости или криволинейные поверхности, профиль которых образован сопряжением прямых с дугами окружностей. В том случае, когда конструкция заготовки отвечает общим требованиям обработки резанием и программирования, повышение технологичности конструкции должно быть направлено на сокращение типоразмеров режущих инструментов, необходимых для полной обработки заготовки. При этом следует стремиться использовать стандартный режущий инструмент.
При проектировании деталей необходимо учитывать технологичность сборочной единицы, в которую они входят как составные части. Механизация сборочных процессов на основе современных средств технологического оснащения в значительной степени зависит от обеспечения технологичности конструкций сборочных единиц. Например, придание деталям симметричных простых форм, применение специальных баз и направляющих элементов, отражающих специфику сборочных операций, повышают технологичность конструкции сборочной единицы.