



Обработка поверхностей тел вращения резанием
Механическую обработку резанием наружных поверхностей тел вращения выполняют точением, шлифованием, а также отделочными технологическими процессами (полированием и суперфинишированием). В процессе черновых переходов параметры шероховатости снижаются в 4—5 раз, а при отделочных — в 1,5-2 раза. Принимают такой процесс обработки или сочетание нескольких, технологические возможности которых обеспечивают выполнение технических требований к детали.
Наружные цилиндрические поверхности обтачивают на станках токарной группы (токарно-винторезные, токарно-револьверные, карусельные, многорезцовые, одно- и многошпиндельные автоматы и др.) прямыми или отогнутыми проходными резцами. Для обработки нежестких валов рекомендуется использовать проходные резцы, у которых главный угол в плане ф = 90°. При обтачивании заготовок валов такими резцами радиальная составляющая силы резания Pу равна нулю, что снижает деформирование заготовок в процессе обработки и повышает их точность.

Точение длинных пологих конусов выполняют при смещении в поперечном направлении корпуса задней бабки относительно ее основания или с использованием специального приспособления — конусной линейки. Механическую обработку на станках с ЧПУ конических поверхностей с любым углом конуса при вершине осуществляют подбором скоростей продольной и поперечной подач.
Для заготовок из закаленных сталей, обладающих высокой твердостью, шлифование является одним из наиболее распространенных технологических процессов обработки резанием. Наружные поверхности шлифуют на круглошлифовальных и бесцентрово-шлифовальных станках. Круглое шлифование цилиндрических поверхностей выполняют по одной из четырех схем (рис. 31.1):
- шлифование с продольной подачей (рис. 31.1, а) — в процессе обработки заготовка вращается равномерно Dsкр и совершает возвратно-поступательные движения Dsпр;
- врезное шлифование (рис. 31.1, б) — этот производительный вид обработки применяют в тех случаях, когда ширина шлифуемого участка жестких заготовок может быть перекрыта шириной шлифовального круга. Данный технологический процесс используют и при шлифовании фасонных поверхностей. Шлифовальный круг правят в соответствии с формой поверхности;
- глубинное шлифование (рис. 31.1, в) — в процессе обработки за один проход снимают слой материала на всю необходимую глубину;
- шлифование уступами (рис. 31.1, г) — на первом этапе обрабатывают заготовку врезанием, периодически передвигая стол на 0,8...0,9 ширины круга; на втором этапе делают несколько ходов с движением продольной подачи Dsпр для зачистки поверхности.
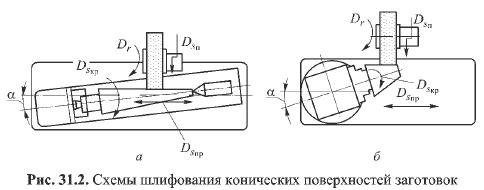
Наружные конические поверхности шлифуют по двум основным схемам. При обработке заготовок в централе (рис. 31.2, а) верхнюю часть стола поворачивают вместе с центрами на угол а так, что положение образующей конической поверхности совпадает с направлением движения продольной подачи. При шлифовании с консольным закреплением заготовок (рис. 31.2, б) на угол а поворачивают переднюю бабку. Далее шлифуют по аналогии с обработкой цилиндрических поверхностей.
На бесцентрово-шлифовальных станках заготовки обрабатывают в незакрепленном состоянии, для них не требуется центровых отверстий (рис. 31.3). Трение между ведущим кругом и заготовкой больше, чем между ней и рабочим кругом. Вследствие этого заготовка увлекается во вращение со скоростью, близкой к скорости ведущего круга. Перед шлифованием ведущий круг устанавливают наклонно под углом 0 (1...7°) к оси вращения заготовки (рис. 31.3, а). Вектор скорости vв.к этого круга разлагается на составляющие и возникает скорость движения подачи vsпр. Заготовка перемещается по ножу вдоль своей оси и может быть прошлифована на всю длину. Чем больше угол 0, тем больше подача.
Заготовки ступенчатой формы или с фасонными поверхностями шлифуют методом врезания (рис. 31.3, б). Шлифовальный круг правят в соответствии с профилем детали.

Отверстия в изделиях чаще бывают цилиндрические гладкие или ступенчатые, сквозные или глухие. Обработку отверстий могут проводить резанием лезвийными и абразивными инструментами, а также электроэрозионной обработкой. Для улучшения условий работы инструмента, снижения энергозатрат сверление отверстий большого диаметра выполняют за несколько переходов (как правило, за два). Первый переход — предварительное сверление инструментом диаметром d1 = 0,25d, где d — окончательный диаметр отверстия. Далее выполняют рассверливание отверстия сверлом диаметром d.
В серийном производстве мелкие корпусные изделия, масса которых не превышает 30 кг, можно обрабатывать на вертикальносверлильных станках. В крупносерийном и массовом производстве отверстия обрабатывают на агрегатных многошпиндельных сверлильных станках.
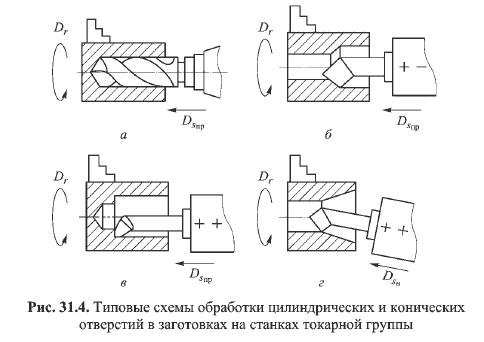
На токарно-винторезных станках обработку поверхностей выполняют сверлами (рис. 31.4, а), зенкерами и развертками. В этом случае обработку ведут с движением продольной подачи режущего инструмента. Сквозные отверстия на токарно-винторезных станках растачивают проходными расточными резцами (рис. 31.4, б), глухие — упорными (рис. 31.4, в). Внутренние конические поверхности средней длины (рис. 31.4, г) с любым углом конуса при вершине растачивают с наклоненным движением подачи резца при повороте верхнего суппорта.
Внутреннее шлифование применяют для получения высокой точности отверстий на заготовках, как правило, прошедших упрочняющую термическую обработку. Возможно шлифование сквозных, глухих, конических и фасонных отверстий. Диаметр шлифовального круга составляет 0,7...0,9 диаметра шлифуемого отверстия. Кругу сообщают высокую частоту вращения, которая тем выше, чем меньше диаметр круга. На внутришлифовальных станках обрабатывают также фасонные поверхности специально заправленным кругом методом врезания.
Отделочными операциями обработки отверстий являются тонкое растачивание, шлифование и хонингование. В единичном и мелкосерийном производстве для достижения высокой точности размеров отверстий и низкой шероховатости поверхности широко используют притирку (абразивную доводку).