



Физические закономерности механической обработки резанием
Механическая обработка является сложным процессом взаимодействия режущей части инструмента и заготовки, заключающимся в деформировании и разрушении поверхностного слоя в зоне резания, тепловыделении и изнашивании инструмента. Процесс резания заготовки резцом можно упрощенно представить в виде схемы (рис. 28.2).
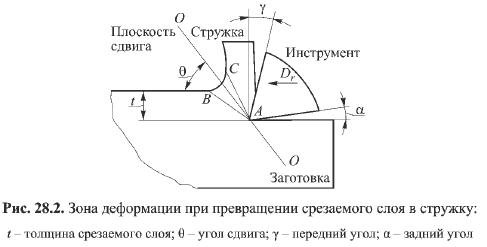
Сложное напряженное состояние металла приводит к сдвиговым деформациям, которые происходят в зоне стружкообразования ABC. Причем деформации начинаются по плоскости AB и заканчиваются по плоскости AC, в которой образуется стружка. Далее процесс повторяется и образуется следующий элемент стружки. Принято считать, что сдвиговые деформации происходят по плоскости OO, которую называют условной плоскостью сдвига или скалывания. Она располагается под углом 0 = 30° к обрабатываемой поверхности.
Срезаемые стружки имеют различную форму, зависящую от свойств материала обрабатываемой заготовки, толщины срезаемого слоя, геометрических параметров режущего инструмента, режима резания и других факторов. Все стружки по внешнему виду и строению подразделяют на четыре основных типа: сливная, суставчатая, элементная и стружка надлома (рис. 28.3).

Сливная стружка образуется при резании пластичных материалов и представляет собой сплошную ленту с гладкой прирезцовой стороной. Суставчатая стружка, образующаяся при обработке металлов средней твердости, представляет собой ленту, на внешней стороне которой имеются ярко выраженные зазубрины. Элементная стружка состоит из отдельных элементов приблизительно одинаковой формы, не связанных между собой. Стружка надлома образуется при резании хрупких металлов, состоит из отдельных, не связанных между собой элементов различной формы и размеров. При этом поверхность сдвига может располагаться ниже поверхности резания, в результате чего последняя покрыта следами выломанных из нее клочков стружки.
Тип стружки влияет на износ режущего инструмента, шероховатость обработанной поверхности и силу резания. Чтобы перевести стружку из одного состояния в другое, например суставчатую стружку в элементную, в конструкцию режущего инструмента вводят стружколомательные устройства, порожки и разделительные канавки. Иногда применяют прерывистый процесс резания или вибрационное резание металлов.
При обработке резанием большинства конструкционных материалов при определенных условиях имеет место явление, называемое наростообразованием. Под наростом понимают клиновидную область материала обрабатываемой заготовки, расположенную у лезвия инструмента перед передней поверхностью (рис. 28.4).

Образование нароста объясняется тем, что геометрическая форма инструмента не идеальна для обтекания ее металлом. Поэтому при определенных температурах и давлении, обусловленных параметрами режима резания, материал заготовки прочно удерживается силами адгезии на передней поверхности инструмента.
В процессе обработки резанием размеры и форма нароста непрерывно изменяются в результате действия сил трения между сходящей стружкой и внешней поверхностью нароста. Эксперименты показывают, что частицы нароста постоянно уносятся стружкой, увлекаются обрабатываемой поверхностью заготовки, иногда нарост целиком срывается с передней поверхности инструмента и тут же вновь образуется. Нарост существенно влияет на процесс резания и качество обработанной поверхности заготовки, так как при его наличии изменяются условия стружкообразования.
Положительное влияние нароста состоит в том, что образовавшийся нарост изменяет форму лезвия инструмента, в результате чего уменьшается сила резания. При определенных скоростях резания нарост снижает износ режущего инструмента по передней и задней поверхностям. Кроме того, нарост улучшает теплоотвод от режущего инструмента.
Отрицательное влияние нароста проявляется в том, что из-за него увеличивается шероховатость обработанной поверхности. При периодическом разрушении вершины нароста на поверхности заготовки образуются надрывы и борозды, а часть нароста внедряется в обработанную поверхность (рис. 28.5). Вследствие нестабильности нароста изменяются размеры обрабатываемой поверхности, которая получается волнистой. Нарост изменяет передний угол инструмента и, как следствие, меняется сила резания, что вызывает вибрацию узлов станка и инструмента, а это, в свою очередь, ухудшает качество обработанной поверхности.

Наростообразование зависит от физико-механических свойств обрабатываемых заготовок, скорости резания, геометрических параметров режущего инструмента и других факторов. Наиболее интенсивно нарост образуется при обработке пластичных металлов при скоростях резания 0,3...0,5 м/с. Если скорость резания до 0,2 м/с и выше1 м/с, то нарост на режущем инструменте практически не образуется.
Таким образом, нарост оказывает благоприятное воздействие при черновой обработке, когда возникают большие силы резания, срезается толстый слой металла и выделяется большое количество теплоты. Однако нарост вреден при чистовой обработке, например при протягивании, нарезании резьбы, развертывании, так как приводит к снижению качества обработанной поверхности.