



Конструирование заготовок, получаемых ковкой и объемной штамповкой
Основными этапами конструирования заготовок, получаемых ковкой, являются:
• определение массы и размеров исходной заготовки с учетом всех отходов, выбор кузнечного слитка или сортового профиля;
• назначение основных кузнечных операций и их последовательности, а также основного и вспомогательного инструмента;
• составление эскизов поковки с указанием основных размеров по переходам;
• установление режимов нагрева заготовки, расчет деформирующей силы и выбор кузнечного оборудования.
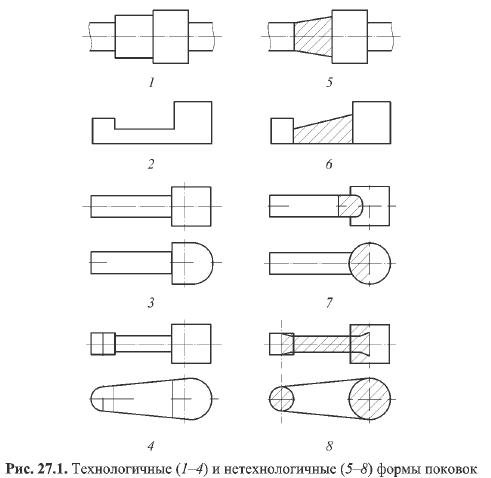
Технологические требования к деталям, получаемым из кованых заготовок, сводятся, главным образом, к тому, что поковки должны быть наиболее простыми, очерченными цилиндрическими поверхностями и плоскостями 1-4 (рис. 27.1). В поковках следует избегать конических 5 и клиновых 6 форм. Необходимо учитывать трудности выполнения ковкой участков пересечений цилиндрических поверхностей 7 между собой. В поковках следует избегать ребристых сечений, бобышек, выступов 8 и т. п., так как эти элементы в большинстве случаев изготовить ковкой невозможно. В местах сложной конфигурации приходится прибегать к напускам для упрощения конфигурации поковки, что вызывает увеличение объема механической обработки резанием при изготовлении детали.
Исходной информацией для конструирования поковок, изготовляемых объемной штамповкой, являются: эскиз проектируемой детали с указанием на нем основных размеров и марки материала, программа выпуска детали, условия эксплуатации изделия, основные сведения о технологии обработки поковки после штамповки.
В начале проектирования определяют способ штамповки, который может влиять на конфигурацию, размеры и точность поковки. Способ обработки давлением выбирают, исходя из конструктивно-технологических признаков детали, технико-экономических показателей различных способов объемной штамповки, программы выпуска изделия.
Затем определяют положение поверхности разъема штампа, предусматривая возможность свободного извлечения поковки из полости штампа. Для этого площадь поперечного сечения выше и ниже поверхности разъема штампа должна уменьшаться по мере удаления за счет конструктивных особенностей изделия и конструктивных уклонов. Например, для шара поверхность разъема может проходить через диаметральное сечение фигуры 1-1 (рис. 27.2, а). Смещение поверхности разъема в положение 2-2 (рис. 27.2, б) приводит к напускам и искажению формы поковки. Для куба возможны три положения поверхности разъема штампов (рис. 27.2, в): при выборе плоскостей 1 и 2 потребуются напуски от штамповочных уклонов по четырем боковым поверхностям; плоскость 3 создает в каждой части штампа естественные откосы, т. е. конструктивные уклоны по двум плоскостям.
Для коротких цилиндров целесообразно применять разъем по плоскости 2 (рис. 27.2, г), для длинных — по плоскости 3 (рис. 27.2, д). При изготовлении поковок, имеющих форму усеченного конуса, применяют разъем по плоскости 1 для изделия небольшой высоты, разъем по плоскости 2 — для поковок большой высоты (рис. 27.2, е).

При изготовлении зубчатых колес предпочтительно расположение поверхности разъема по схеме, показанной на рис. 27.2, г, так как макроструктура поковки получается одинаковой у всех зубьев, что обеспечивает высокую и равномерную прочность.
В целях облегчения заполнения металлом полости штампа желательно выбирать полость разъема таким образом, чтобы полости штампа имели наименьшую глубину. При этом в процессе штамповки возможен сдвиг одной половины штампа относительно другой. Чтобы такой сдвиг можно было легко контролировать, плоскость разъема должна пересекать вертикальную поверхность поковки, поэтому при изготовлении поковки в открытом штампе следует применять разъем по плоскости 2 (см. рис. 27.2, г). Желательно, чтобы поверхность разъема штампа была плоской (см. рис. 26.2, а), это обеспечивает относительно простое изготовление штампов.
Затем рассчитывают массу поковки, увеличивая массу проектируемой детали примерно на 30 %, и устанавливают степень сложности поковки, группу стали, а также напуски и припуски на механическую обработку поверхности изделия.
Напуски назначают на полости, впадины, выемки, которые нельзя получить штамповкой. К напускам относят штамповочные уклоны, радиусы закругления и перемычки отверстий (рис. 27.3).

Припуски на механическую обработку назначают в зависимости от исходного индекса (массы, группы стали, степени сложности, класса точности), линейных размеров и шероховатости поверхности поковки.
Допуски и предельные отклонения линейных размеров назначают в зависимости от исходного индекса и размеров заготовки.
Далее на поверхности поковок, параллельные движению инструмента, назначают штамповочные уклоны, которые необходимы для облегчения заполнения полости штампа и извлечения поковки. Внутренние уклоны в больше наружных а (рис. 27.3, б), значения которых зависят от формы и размеров полости штампов, глубины их полости, деформируемости материала поковки, способа штамповки, наличия выталкивателей в штампах.
Радиусы закруглений назначают для снижения концентрации напряжений в углах ручьев штампа и улучшения заполнения штампа. Внутренние радиусы закругления R примерно в 3 раза больше наружных Rн (см. рис. 27.3, б).
При наличии в детали полости проектируют наметку отверстия. В случае, когда обработку давлением заготовок выполняют в штампах с одной плоскостью разъема, нельзя получить сквозное отверстие, поэтому в поковке необходимо предусмотреть наметку с тонкой перемычкой (пленкой). Толщина перемычки должна быть более 4 мм, так как при меньшем значении резко возрастают удельные силы, формирующие наметку. Обычно толщину пленки под прошивку принимают s = 0,1 Jотв, где Jотв — диаметр получаемого отверстия. При изготовлении тонких заготовок в наиболее тяжелых условиях работают выступы штампов, поэтому при Jотв < 30 мм наметку, как правило, не делают.
Рассмотренные правила и последовательность конструирования поковок, получаемых в открытых штампах с одной плоскостью разъема, в основном справедливы при изготовлении изделий другими способами штамповки. Вместе с тем каждый из способов имеет свои особенности. Например, при штамповке в закрытых штампах и штампах для выдавливания полость разъема обычно выбирают по наибольшей торцовой поверхности изделия. Штамповочные уклоны, как правило, назначают несколько меньше, чем при штамповке в открытых штампах.
Штампы с разъемными матрицами могут иметь две и более плоскости разъема (см. рис. 26.3). Поэтому поковки, получаемые с помощью такого инструмента, в большинстве своем характеризуются меньшим объемом напусков и возможностью изготовления поковок со сквозными отверстиями (см. рис. 27.3, г). Кроме того, при наличии двух плоскостей разъема не требуются напуски на поковках там, где они необходимы в случае использования штампов с одной плоскостью разъема. Штамповочные уклоны назначают значительно меньшего размера или совсем не предусматривают.
Поковки, изготовляемые холодной объемной штамповкой, имеют меньшие уклоны и радиусы закругления, чем при горячей объемной штамповке. Обычно под холодной штамповкой понимают обработку давлением без предварительного нагрева заготовки. Отсутствие окалины (толстой оксидной пленки) обеспечивает высокую точность формы, размеров и низкую шероховатость поверхностей заготовок. Это уменьшает объем механической обработки резанием при изготовлении деталей.