



Изготовление заготовок ковкой
При ковке используют универсальный инструмент и оборудование возвратно-поступательного периодического действия. Процесс ковки состоит из ряда последовательно чередующихся технологических операций. Для изготовления поковок сложной геометрической формы требуется увеличить число технологических операций, среди которых одноименные могут повторяться два и более раз. Ковку выполняют на ковочных молотах и гидравлических прессах (табл. 26.1). Фасонные заготовки массой свыше 100 кг и простые крупногабаритные поковки (т > 750 кг) предпочтительно изготовлять на гидравлических прессах.
В единичном и мелкосерийном производстве рационально изготовлять ковкой мелкие (массой 0,2...20 кг) и средние (массой 20...350 кг) поковки. При партии поковок одного наименования более 30-50 шт. применяют открытые или закрытые подкладные штампы. Это позволяет получать поковки относительно сложной формы без напусков с припусками и допусками на 15...20 % меньше, чем при ковке универсальным инструментом (бойками). Подкладные штампы применяют для получения поковок массой преимущественно до 10...15 кг.
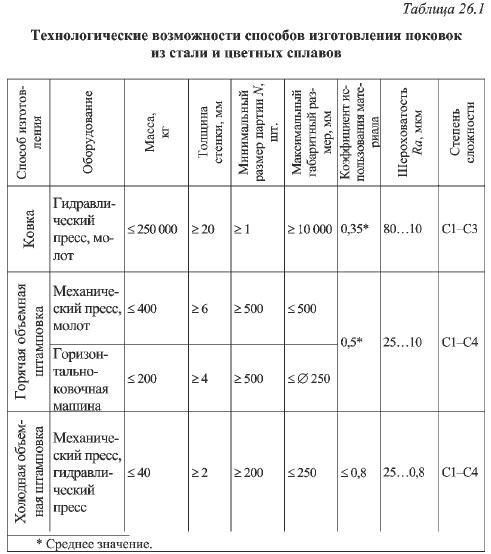
Параметр шероховатости поверхности поковок составляет Ra 80...20 мкм, а при использовании подкладных штампов — Ra 20...10 мкм. Коэффициент весовой точности Kв.т, как правило, не превышает 0,4, поэтому необходим большой объем механической обработки.
Выбор оборудования и формы инструмента зависит также от пластичности и сопротивления деформированию заготовок. Высоколегированные стали и титановые сплавы склонны к интенсивному упрочнению, поэтому для их ковки целесообразно использовать гидравлический пресс, а не молот. Ввиду малой скорости деформирования на прессах разупрочняющие процессы успевают произойти полнее, поэтому упрочнение снижается. Малопластичные алюминиевые и магниевые сплавы также предпочтительнее ковать на гидравлических прессах в вырезных бойках.
Технологический процесс ковки образуется сочетанием операций в определенной последовательности. К основным операциям ковки относятся: осадка, протяжка, прошивка, отрубка, гибка и др. Схемы и технологические возможности этих операций подробно описаны в учебниках по технологии конструкционных материалов.

Последовательность операций ковки устанавливают в зависимости от конфигурации поковки и технологических требований к ней, вида заготовки (слиток или профиль). В качестве примера в табл. 26.2 приведена последовательность операций ковки заготовки конического зубчатого колеса (рис. 26.1) из сортового проката в условиях мелкосерийного производства.
В данном примере для изготовления поковки выполняют следующие операции: отрубка заготовки, осадка, осадка в подкладном кольце, прошивка и пробивка. В табл. 26.2 приведены эскизы переходов ковки рассматриваемой заготовки с указанием основных размеров и применяемой оснастки.