



Факторы, определяющие выбор метода получения заготовки
Метод получения той или иной заготовки зависит от служебного назначения детали и требований, предъявляемых к ней, а также от ее конфигурации и размеров, марки материала, типа производства и других факторов.
Наиболее сложные по конфигурации заготовки можно изготовлять методом литья. Изделия, получаемые методом обработки давлением, должны быть более простыми по форме. Изготовление в поковках отверстий и полостей объемной штамповкой в ряде случаев затруднено, а использование напусков резко увеличивает объем последующей механической обработки.
Размеры заготовок, получаемых методами литья и обработки давлением, практически не ограничиваются. Нередко определяющим параметром в этом случае являются минимальные размеры (например, минимальная толщина стенок отливки, минимальная масса поковки). Объемной штамповкой и большинством специальных способов литья получают заготовки массой до нескольких десятков или сотен килограммов.
Форма и размеры заготовок, изготовляемых методами порошковой металлургии, ограничены как максимальными, так и минимальными размерами. При этом площадь поперечного сечения изделий, получаемых холодным формованием порошков с после-дующим спеканием, может составлять 50...6 000 мм2, высота — 2...60 мм, а масса заготовок, как правило, не превышает 10 кг.
В процессе конструирования деталей выбор марки материала определяется не только условиями их функционирования, но и условиями изготовления в реальном производстве. В то же время технологические свойства материала существенно влияют на выбор метода и способа получения заготовок. Так, серый чугун имеет прекрасные литейные свойства, но обладает низкой деформируемостью и плохой свариваемостью.
Заготовки из одного и того же материала, полученные методами литья, обработки давлением и сваркой, обладают различными свойствами. Например, литой металл характеризуется большим размером зерен, неоднородностью химического состава и механических свойств по сечению отливки, наличием остаточных напряжений и т. д.
После обработки давлением заготовки имеют мелкозернистую структуру и определенную направленность расположения волокон (неметаллических включений). После холодной обработки давлением возникает наклеп, поэтому холоднокатаный металл прочнее литого в 1,5-3 раза. Пластическая деформация металла приводит к анизотропии свойств: прочность вдоль волокон (неметаллических включений) примерно на 10...15% выше, чем в поперечном направлении.
Сварка приводит к образованию неоднородных структур в сварном шве и околошовной зоне. Неоднородность зависит от вида и режима сварки. Наиболее резкое отличие в свойствах сварного шва возникает при ручной дуговой сварке, а электрошлаковая и автоматическая дуговая сварки обеспечивают формирование наиболее качественных однородных швов.
Программа выпуска продукции, т. е. количество изделий, выпускаемых в течение определенного времени (обычно за год), является одним из важнейших факторов, определяющих выбор метода и способа производства заготовок.
При единичном производстве и для простых по конфигурации деталей заготовками часто являются профили (сортовой прокат, трубы и т. п.), получаемые в условиях металлургического производства. Стоимость механической обработки заготовок при изготовлении деталей в этом случае высока. Однако такая заготовка может быть достаточно экономичной благодаря низкой стоимости проката, почти полному отсутствию подготовительных операций и возможности автоматизировать процесс механической обработки (рис. 24.1, б).
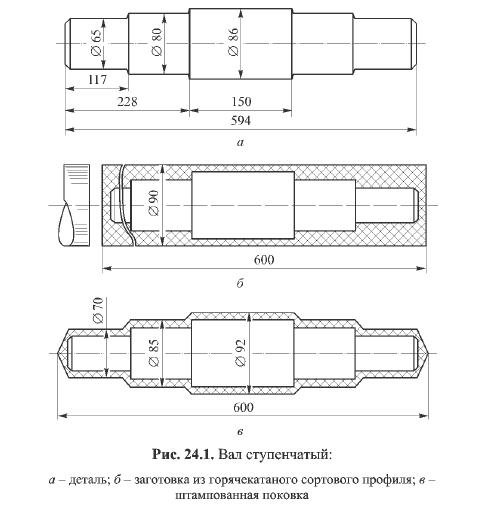
При крупносерийном и массовом производстве следует максимально приближать конструкции заготовок к конфигурациям деталей. Например, для изготовления ступенчатого вала из стали 45 (рис. 24.1, а) целесообразно применять поковку, получаемую объемной штамповкой (рис. 24.1, в).
Эффективными технологическими способами изготовления заготовок в крупносерийном и массовом производстве являются специальные виды прокатки (поперечно-винтовая, поперечноклиновая, прокатка в винтовых калибрах), которые позволяют получать периодические профили. Применение таких заготовок дает возможность повысить коэффициент использования материала и производительность труда.
При конструировании деталей следует учитывать возможности предприятия, на котором предполагается их изготовление. Для этого необходимо располагать сведениями о типе и количестве имеющегося оборудования, производственных площадях, возможностях ремонтной базы, вспомогательных служб и т. д.
Технологический процесс изготовления заготовки оказывает влияние на форму, размеры и состояние поверхностей изделия, поэтому при проектировании детали требуется определить оптимальный метод изготовления заготовки.
Рассмотрим пример проектирования заготовки детали, эскиз которой приведен на рис. 24.2. Марка материала проектируемого изделия — низколегированная сталь (сталь 40Х — поковка, сварная заготовка; сталь 40ХЛ — отливка), масса — 12,1 кг, годовая программа — 5 000 шт.

На предварительном этапе выбора метода изготовления заготовки можно воспользоваться матрицей влияния факторов (табл. 24.1), в которой каждый фактор оценивают с помощью коэффициента удельного веса (0 или 1). Лучшим считают метод, набравший большую сумму коэффициентов. В том случае, когда ни один из рассмотренных методов изготовления заготовки не имеет явных преимуществ, проектируют несколько эскизов заготовок, изготовляемых наиболее приемлемыми методами.

Анализ формы, размеров и массы детали, требуемой точности и состояния поверхностей, технологических свойств материала и годовой программы ее изготовления показал, что неэффективно применять профили круглого сечения (ГОСТ 2590—2006), поскольку большое количество металла при механической обработке заготовки резанием удаляется в виде стружки (КИМ < 0,5). Применение методов порошковой металлургии является неприемлемым, так как масса заготовки превышает 10 кг, а высота — более 60 мм. Поэтому в соответствии с данными матрицы влияния факторов (см. табл. 24.1) целесообразно рассмотреть три метода получения заготовки проектируемой детали: обработкой давлением, литьем и сваркой.
С учетом особенностей конструкции детали и технологических свойств низколегированной стали для изготовления поковки выбираем горячую объемную штамповку на горизонтально-ковочной машине. Ввиду большой глубины центрального отверстия целесообразна односторонняя наметка. В соответствии с технологическими рекомендациями назначают припуск на механическую обработку, штамповочные уклоны и радиусы закругления. Эскиз штампованной заготовки приведен на рис. 24.3, а. Марка материала — сталь 40Х, расчетная масса поковки — 12,8 кг.
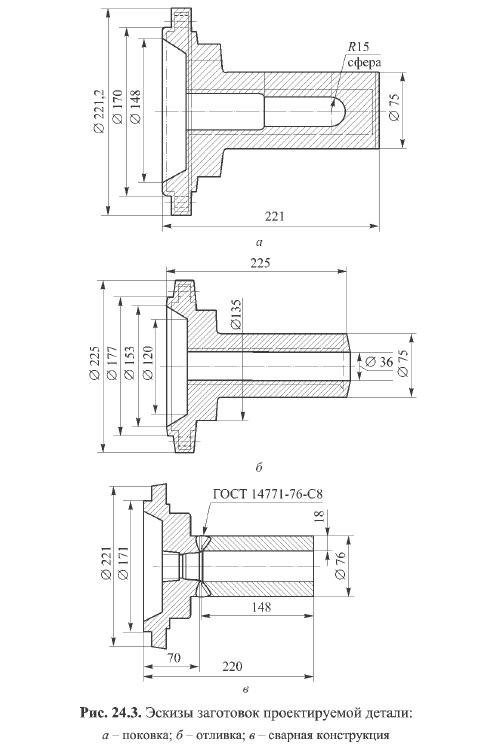
Отливку проектируемой детали изготовляют литьем в песчаные формы. Для уменьшения высоты литейной формы ось отливки располагают горизонтально. В соответствии с расчетными данными и рекомендациями в отливке может быть изготовлено только центральное отверстие, а на отверстия диаметром 12 мм назначен напуск, формовочные уклоны составляют 1°, а литейные радиусы — 5 мм. Эскиз отливки приведен на рис. 24.3, б, марка материала — сталь 40XЛ, расчетная масса — 13,8 кг.
Для повышения технологичности сварной заготовки проектируемой детали фланец целесообразно изготовлять горячей объемной штамповкой на механическом прессе, а цилиндрическую часть (хвостовик) получать из трубы (ГОСТ 8732—78). Для формирования неразмеченного соединения элементов заготовки применена полуавтоматическая аргонодуговая сварка. Эскиз сварной заготовки из стали 40Х массой 12,4 кг приведен на рис. 24.3, в.
Оптимальный метод и способ изготовления заготовки устанавливают на основе анализа:
• конструктивно-технологических признаков проектируемой детали;
• технико-экономических показателей способов заготовительного производства, имеющихся на предприятии;
• технологических требований, предъявляемых при механической обработке заготовки резанием;
• годовой программы выпуска изделия.
После выбора оптимального метода определяют способ изготовления заготовки (поковки, отливки, сварной конструкции и др.), используемое оборудование, инструмент и технологическую оснастку. Затем изготовляют чертежи заготовки и детали, конструкция которой отвечает требованиям технологичности.