



Материалы для изготовления металлорежущих инструментов
Инструментальные стали предназначены для производства таких деталей, как резцы, сверла, метчики, протяжки, пилы и т. п. Такие стали должны обладать высокой твердостью режущей кромки (63...66 HRC), высокой прочностью, износостойкостью, теплостойкостью. Для изготовления режущего инструмента в зависимости от условий его работы применяют стали нескольких групп теплостойкости.
Нетеплостойкими являются углеродистые стали У7—У13, наиболее дешевые. Они имеют невысокую прокаливаемость. Термообработка включает сфероидизирующий отжиг, закалку на мартенсит от температур выше Ac1 (760...820 °С) и низкий отпуск при значениях температуры 150...250 °С. После термообработки твердость сталей составляет 62...69 HRC. Из углеродистых нетеплостойких сталей изготовляют детали небольшого сечения (табл. 20.1).
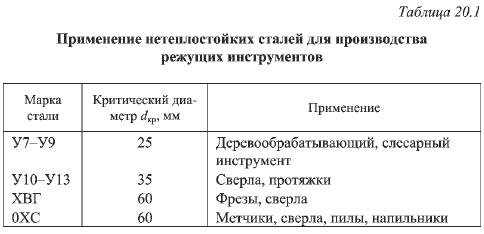
К нетеплостойким легированным относят стали марок 9ХФ, 11ХФ, 9ХС, ХВГ, ХГС и др. Закалку сталей проводят от значений температуры 820...870 °С, а отпуск — при 130...250 °C (твердость 57...63 HRC). Прокаливаемость этих сталей выше, чем углеродистых, вследствие того, что в их составе присутствуют хром, марганец, кремний, вольфрам. Данные стали применяют для изготовления фрез, сверл, протяжек, пил, ножей, штампов холодного деформирования и др. (см. табл. 20. 1).
Стали повышенной теплостойкости называются быстрорежущими. Они содержат значительное количество самого тугоплавкого металлического элемента — вольфрама (6...18 %). Именно при легировании вольфрамом твердые растворы (мартенсит и аустенит) приобретают теплостойкость, а карбиды вольфрама W2C, (Fe, W)6C обеспечивают повышенную износостойкость при высоких температурах. Легирование кобальтом способствует повышению рабочей температуры инструментов из быстрорежущих сталей (табл. 20.2).

Быстрорежущие стали имеют специальную маркировку: за буквой P указывают процентное содержание вольфрама в стали, затем следуют буква M и содержание молибдена, %, буква К и содержание кобальта, %. Содержание хрома и ванадия не приводят. Например, сталь Р6М6К5 содержит, %: 6 W; 6 Mo; 5 Co.
Быстрорежущие стали подвергают сложной термообработке. Сначала проводят высокотемпературную закалку (от 1 270... 1 290 °С), а затем трехкратный отпуск при значениях температуры 550...570 °С. Высокая температура нагрева под закалку необходима для того, чтобы растворить в аустените тугоплавкие карбиды вольфрама и хрома MC, M2C, М7С3, M23C6. После растворения карбидов аустенит становится высоколегированной фазой, у которой точка Mк окончания мартенситного превращения находится существенно ниже значения комнатной температуры. Вследствие этого после закалки быстрорежущие стали содержат кроме мартенсита и остаточный аустенит Aост, причем содержание последнего может достигать 80 %. Проведение последующего трехкратного отпуска вызвано необходимостью устранения остаточного аустенита. При высоком отпуске последовательность фазовых превращений является следующей:
При каждом последующем отпуске эти фазовые превращения повторяются, что приводит после третьего нагрева к уменьшению остаточного аустенита до 5...10 %. Проведение высокого отпуска устраняет вероятность сколов инструмента при высокой скорости резания. После термообработки твердость сталей составляет 58...64 HRC (см. табл. 20.2).
Инструмент из быстрорежущих сталей (резцы, сверла, фрезы) выдерживает большие усилия и скорости обработки при резании, а значения рабочей температуры достигают 640 °С. Обычно инструмент из этих сталей применяют для обработки резанием заготовок из легированных, высокопрочных и жаропрочных материалов.
Твердые сплавы применяют при изготовлении режущей части инструмента для труднообрабатываемых материалов. Получаемые методом порошковой металлургии, эти сплавы состоят из карбидов тугоплавких металлов, связанных кобальтом. Твердые сплавы изготовляют трех видов: вольфрамовые, титановольфрамовые, титанотанталовольфрамовые.
Вольфрамовые сплавы содержат карбид WC и кобальтовую связку. Эти сплавы маркируют буквами BK и цифрами, означающими количество кобальта, %, например: ВКЗ, BK10 и др. Сплавы имеют твердость 88...90 HRC, обладают высокой износостойкостью, теплостойкостью (до 800 °С), что позволяет применять высокие скорости резания при обработке чугуна, цветных сплавов и неметаллических материалов.
Титановолъфрамовые твердые сплавы содержат карбиды WC и TiC. В маркировке указывают букву T и процентное содержание карбида титана, затем букву К и количество кобальта, %, например: Т15К6, Т5К10 и др. Твердость сплавов составляет 87...92 HRC; они теплостойки до 900...1000 °С. Из этих твердых сплавов изготовляют инструмент, применяемый для высокоскоростного резания сталей.
Титанотанталовольфрамовые сплавы содержат карбиды TiC, TaC, WC. Маркировка сплавов включает буквы TT с последующими цифрами, соответствующими суммарному содержанию карбидов TiC и TaC, %, и буквой К с указанием количества кобальта, %, например: ТТ7К12, ТТ10К8 и др. Сплавы имеют твердость 87...90 HRC; обладают умеренной теплостойкостью, хорошим сопротивлением ударным нагрузкам. Инструмент из этих сплавов применяют для черновой и чистовой обработки жаропрочных сплавов (точения, фрезерования, строгания). Твердые сплавы изготавливают в виде стандартных пластин, которыми оснащаются резцы, фрезы, сверла и др.
Сверхтвердые инструментальные материалы изготовляют на основе синтетического алмаза и нитрида бора. Эти материалы подразделяют на две группы: порошкообразные — для изготовления абразивного инструмента; поликристаллические — для оснащения лезвийного металлорежущего инструмента.
Поликристаллы на основе алмаза теплостойки до 800 °С. Основные марки этих материалов — «баллас» (АСБ1, АСБ5 и др.) и карбонадо (АСПК, АМК, CMK и др.). Поликристаллы на основе нитрида бора (ПСТМ) обладают высокой теплостойкостью (до 1500 °С): ими оснащают лезвийный инструмент для обработки резанием закаленных и цементованных сталей и чугунов. Также их впаивают в качестве режущей кромки в одну из вершин сменных неперетачиваемых пластин.
Керамику используют как режущую кромку инструментов. Оксидную керамику производят на основе оксидов алюминия (Al2O3) с добавлением 6 % оксида магния (MgO) или оксида хрома (Cr2O3). Основные марки: ЦМ322, ВО-13, В014 и др. Оксиднокарбидную керамику получают методами порошковой металлургии, для чего используют смесь из WC, Мо2С или Мо2С + TiC. Такая керамика по свойствам занимает промежуточное положение между твердыми сплавами и оксидной керамикой.