



Стали с повышенной поверхностной стойкостью
В процессе обработки и эксплуатации металлические конструкционные материалы подвергаются воздействию коррозионноактивных сред, что приводит к повреждению поверхностного слоя и разрушению изделий из металлов и сплавов в результате коррозии.
Коррозия — процесс самопроизвольной повреждаемости поверхности металлических материалов вследствие химического или электрохимического взаимодействия их с окружающей средой. Этот процесс может приводить к разрушению конструкций.
Различают два вида коррозии — электрохимическую и газовую. Электрохимическая коррозия протекает в различных средах, содержащих влагу, как результат образования множества микрогальванических элементов (анод-катод) на поверхности металла. Газовая коррозия возникает при воздействии сухих газов на поверхность металла при повышенной температуре как результат образования оксидов, не имеющих защитных свойств.
Способность стали сопротивляться электрохимической коррозии называют коррозионной стойкостью; способность стали сопротивляться газовой коррозии — жаростойкостью.
Коррозионно-стойкие стали применяют для изготовления деталей машин, оборудования и конструктивных элементов (в основном сварных), работающих в средах различной степени агрессивности (обычная атмосфера, атмосфера с повышенной влажностью, морская вода, кислоты, соли, щелочи и их растворы, др.).
Под воздействием внешней среды на поверхности металлов и сплавов возникают замкнутые гальванические элементы (анод-катод). При электрохимической коррозии анодные микроучастки сплава растворяются (так называемый анодный процесс растворения), что и является причиной коррозионного повреждения поверхности. Развитие электрохимической коррозии определяется термодинамической устойчивостью металла-основы сплава к анодному растворению, а также возможностью пассивации поверхности.
Пассивация — торможение анодного процесса вследствие образования на поверхности металла тонкой защитной пленки.
Возможность перехода металла в пассивное состояние определяется его химической природой. Железо — слабо пассивирующийся металл, поэтому углеродистые стали не являются коррозинно-стойкими сплавами.
К сильно пассивирующимся металлам относятся алюминий, хром, титан, никель, молибден и др. Данные элементы используют для легирования сталей в целях обеспечения коррозионной стойкости. Пассивное состояние, создаваемое этими элементами, связывают с образованием на поверхности сталей тонких защитных пленок.
Хром присутствует во всех марках коррозионно-стойких сталей, что связано с его высокой растворимостью в сталях и электрохимическими свойствами. Следует отметить, что коррозионная стойкость обеспечивается только при содержании хрома более 12 %.
Большинство коррозионно-стойких сталей содержит одновременно и хром, и никель (13...27 % и 9...12 % соответственно), т.е. такие стали являются высоколегированными. Они относятся либо к тройным системам Fe—Cr—Ni, либо к более сложным системам. Поэтому и фазовые превращения, и фазовый состав коррозионно-стойких сталей отличаются от данных параметров углеродистых и легированных сталей системы Fe—Fe3C.
Матричными фазами, получаемыми после нагрева в высокотемпературную область и после охлаждения на воздухе, являются либо аустенит (ГЦК-решетка), либо феррит, либо мартенсит (ОЦК-решетка), либо сочетание этих фаз. По типу этих фаз стали относят к так называемым структурным классам: ферритному (Ф), мартенситному (M), аустенитному (А) или смешанным классам (мартенситно-ферритному (М+Ф), аустенитно-ферритному (А+Ф), аустенитно-мартенситному (А+М)) в соответствии с ГОСТ 5632—72.
По свойствам прочности и коррозионной стойкости основные классы сталей можно расположить в следующей последовательности:

Стали мартенситного (30X13, 40X13, 95X18) и мартенситно-ферритного классов (08X13, 12X13, 20X13) представляют собой группу наиболее экономнолегированных коррозионно-стойких сталей. Данные стали являются наиболее прочными (до 1600 МПа) среди коррозионно-стойких сталей различных структурных классов, что обусловлено их способностью к термическому упрочнению при закалке на мартенсит и последующем отпуске.
Прочность мартенситно-ферритных сталей ниже, чем мартен-ситных, ввиду присутствия ферритной составляющей, не упрочняемой при термообработке (табл. 15.2). Аустенитные стали, не упрочняемые при старении, наименее прочные.
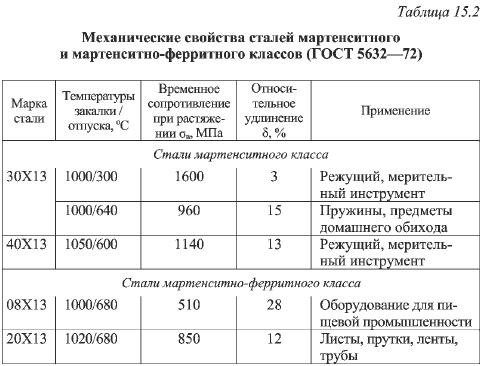
Стали мартенситного класса, в состав которых входит 13 % Cr, обладают хорошей коррозионной стойкостью в атмосферных условиях (кроме морских), в слабоагрессивных средах (растворах солей и кислот). Стали мартенситно-ферритного класса, содержащие до 17 % Cr, являются стойкими в таких агрессивных средах, как 65%-ная азотная кислота при температуре 50 °С.
Применение сталей зависит от содержания в них не только хрома, но и углерода. Низкоуглеродистые стали (08X13, 12X13, 20X13) обладают удовлетворительной деформируемостью и свариваемостью. Они широко применяются для изготовления сварных конструкций, работающих в слабоагрессивных средах. Среднеуглеродистые стали (30X13, 40X13) обладают плохой свариваемостью; как материалы с повышенной твердостью их используют для производства режущего инструмента, деталей, работающих в условиях изнашивания, а также для пружин, эксплуатируемых в агрессивных средах (см. табл. 15.2).
Стали ферритного класса (08X18Т1, 12X17, 08Х17Т, 15Х25Т, 15X28 и др.) как высокохромистые являются наиболее коррозионно-стойкими по сравнению со сталями других классов.
Высокая коррозионная стойкость ферритных сталей проявляется в таких агрессивных средах, как кипящие растворы кислот, горячие растворы щелочей. Эти стали стойки к питтинговой коррозии, к коррозии под напряжением. Легирование титаном не только повышает стойкость к МКК, но и снижает склонность к росту зерна при высокотемпературных нагревах.
Данные стали имеют наименьшую прочность среди коррозионно-стойких сталей (ов = 400...500 МПа, b = 12...20 % после отжига), так как не упрочняются термической обработкой ввиду отсутствия фазовых превращений в твердом состоянии. К ним применяют только различные виды универсального отжига.
Заготовки из ферритных сталей удовлетворительно деформируются в горячем состоянии и неудовлетворительно — в холодном. Заготовки из низкоуглеродистых сталей соединяют с применением аргонодуговой и контактной сварки.
Недостатками таких сталей, обусловленными свойствами феррита (ОЦК-решетка), являются пониженная ударная вязкость и повышенная критическая температура хрупкости.
Стали ферритного класса применяют для изготовления деталей бытовой техники, деталей и сварных конструкций, используемых в химической, пищевой, нефтехимической промышленности; для изделий, работающих в агрессивных средах (кипящих кислотах, горячих щелочах) в интервале температур -40 °...+350 °С.
Стали аустенитного класса представляют собой наиболее широко распространенную группу коррозионно-стойких сталей, известных в мировой практике под названием стали типа 18-10: числа обозначают среднее содержание хрома и никеля. Стали этого класса могут быть легированы титаном, ниобием, марганцем, молибденом, медью. Баланс легирующих элементов обеспечивает аустенитную структуру, которая имеет высокую пластичность при технологических операциях деформирования.
По химическому составу аустенитные стали подразделяют на хромоникелевые (12Х18Н10Т, 12X18Н9, 08Х12Н12Б), хромомарганцевоникелевые (10Х14Г14Н4Т), хромомарганцевые стали (12Х13АГ14Д) согласно ГОСТ 5632—72.
Прочность сталей этого класса невысокая: ов = 500...550 МПа, b = 40...60 %. Она может быть повышена почти втрое после холодной деформации со степенью обжатия 20 %. При этом пластичность и вязкость этих сталей выше даже при криогенных температурах по сравнению со сталями на основе ОЦК-решетки железа. Заготовки из сталей соединяют всеми видами сварки; это предопределяет применение стали в машиностроении для деталей и сварных конструкций, работающих в агрессивных средах.
Коррозионная стойкость сталей аустенитного класса высока в большинстве агрессивных сред, в которых развивается электрохимическая коррозия, а также в промышленной атмосфере, в окислительных средах (например, содержащих азотную кислоту), в некоторых органических кислотах средней концентрации. Исключение составляют соляно- и сернокислые растворы с ионами Cl1- и SO4, в которых разрушается защитная пассивирующая пленка, особенно при нагреве.
Применяют стали аустенитного класса в химической промышленности для изготовления теплообменного оборудования, а также деталей и сварных конструкций в криогенной технике, работающих при температуре до -269 °С.
К недостаткам аустенитных сталей относят их склонность к местным видам коррозии — MKK (если стали не легированы титаном или ниобием), щелевой, питтинговой, а также к коррозионному растрескиванию. Стали этого класса имеют низкий предел текучести и низкую теплопроводность, вследствие чего заготовки из аустенитных сталей плохо обрабатываются резанием.
Стали, в которых никель полностью или частично заменен марганцем, более экономичны и прочны, что позволяет снизить металлоемкость конструкций. Однако их коррозионная стойкость ниже, чем у хромоникелевых сталей.
Аустенитно-ферритные стали разработаны как материал более прочный (в 1,5-2 раза) и более коррозионно-стойкий, чем стали аустенитного класса, в таких средах, как щелочные растворы и растворы серной кислоты. Стали данного класса содержат больше хрома и меньше никеля по сравнению со сталями аустенитного класса, что обеспечивает им двухфазную матричную структуру, в которой количество каждой фазы составляет 40...60 %. Основными марками являются 08Х22Н6Т (ЭП53) и 08Х21Н6М2Т (ЭП54) (ГОСТ 5632—72, ГОСТ 9941—81).
Аустенитно-ферритные стали, подобно аустенитным, не упрочняются при термической обработке. Повышения прочности достигают за счет применения холодной пластической деформации.
Эти стали применяют для изготовления сварной химической аппаратуры (емкостей, испарителей, теплообменников, трубопроводов, арматуры), работающей в диапазоне значений температур -70...+300 °C. В судо- и авиастроении их используют взамен стали 08Х18Н10Т.
Жаростойкие стали должны противостоять газовой коррозии, которой подвержены все металлы и сплавы за исключением золота, платины и серебра. Этот процесс особенно опасен для изделий и деталей в составе различных двигателей, турбин, печного оборудования, энергетических установок.
Высокотемпературное окисление имеет место в атмосферах с кислородосодержащими газами: чистый кислород, сухой воздух, водяной пар Н2О, углекислый газ СО2, диоксид серы SO2.
Жаростойкость сталей в широком интервале температур объясняется наличием защитных оксидов, формирующихся на поверхности сталей. Легирование сталей хромом, алюминием и кремнием способствует образованию таких оксидов. Эти элементы имеют большее сродство к кислороду, чем железо, поэтому при нагреве кинетически раньше по сравнению с оксидами железа образуются сложные оксиды состава FeCr2O4 и FeAlO4, которые называются шпинелями (химическая формула — Ме3O4).
К жаростойким относят стали и сплавы, обладающие стойкостью против химического разрушения поверхности в газовых средах при температурах выше 550 °С, работающие в ненагруженном или слабонагруженном состоянии (ГОСТ 5632—72).
В качестве жаростойких сталей в различных отраслях машиностроения используют хромистые и хромоникелевые стали таких же структурных классов, которые характерны для коррозионно-стойких сталей, — мартенситного, ферритного, аустенитного.
Стали мартенситного класса содержат 6...13 % Cr, являются наименее жаростойкими, но наиболее прочными, так как к ним можно применять упрочняющую термическую обработку (табл. 15.3). Стали ферритного класса содержат 13...28 % Cr (ОЦК-решетка), обладают высокой жаростойкостью, но наименьшей прочностью. Стали аустенитного класса по основному химическому составу являются хромоникелевыми с 18...25 % Cr; благодаря ГЦК-решетке такие стали более прочные и пластичные, чем стали ферритного класса.

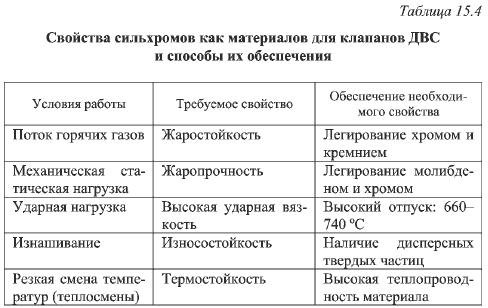
К специальным жаростойким сталям мартенситного класса принадлежат сильхромы — стали (например, 15Х6СЮ, 40Х9С2, 40Х10С2М), легированные кремнием (1...2 %) и хромом (6...13 %). Сильхромы предназначены в основном для изготовления клапанов двигателей внутреннего сгорания (ДВС), рабочие температуры которых не превышают 800 °C: детали из стали марки 15Х6СЮ работают до температур 750...800 °С, из сталей марок 40Х9С2 и 40Х10С2М — до 700 °С; из стали марки 30Х13Н7С2 — до 600 °С. Сильхромы — наглядный пример материала, в котором основное свойство — жаростойкость — сочетается с высокой ударной вязкостью, износо- и теплостойкостью (табл. 15.4). Таким свойством, как термостойкость, сильхромы обладают благодаря физическим свойствам железа с ОЦК-решеткой: высокой теплопроводностью и низким коэффициентом линейного расширения. Все другие свойства обеспечивают за счет соответствующего легирования и термической обработки.
Сильхромы не содержат дорогих легирующих элементов, поэтому обладают низкой себестоимостью. Их применяют для изготовления клапанов автомобильных, тракторных и дизельных двигателей с воздушным охлаждением, но они не применимы в форсированных двигателях. Также сильхромы используют для крепежных деталей моторов.
Стали ферритного и аустенитного классов являются основным материалом для изготовления деталей печного и котельного оборудования.
Детали, эксплуатируемые в конструкциях печного оборудования, в паровых котлах и устройствах для переработки нефти, подвергаются длительному воздействию повышенных температур (700...1100 °С), при этом механические нагрузки являются либо незначительными (вспомогательное оборудование), либо умеренными (основное оборудование). К основному оборудованию относятся такие детали, как трубы пароперегревателей, воздухонагреватели, теплообменники, чехлы термопар, муфели (емкости для отжига или цементации), кожуха печей, горелки, поддоны; к вспомогательному — экраны, корпуса горелок, транспортные элементы конвейеров и рольгангов.
К материалам этих деталей предъявляют требования высокой жаростойкости и определенного уровня жаропрочности. Жаропрочность необходима для того, чтобы детали не деформировались под действием собственного веса (вспомогательное оборудование) или при умеренных нагрузках (основное оборудование).
Кроме того, жаростойкие стали должны обладать высокими технологическими свойствами при горячей и холодной деформациях и сварке таких типов деталей, как трубы, кожухи, перегородки.
Стали ферритного класса (08X13, 12X17, 15Х25Т, 15X28) содержат 13...28 % Cr и 0,08...0,15 % С для обеспечения удовлетворительной свариваемости. Легирование титаном (до 0,25 %) исключает развитие MKK.
Стали аустенитного класса по основным легирующим элементам являются хромоникелевыми и хромоникельмарганцевыми. Дополнительное легирование кремнием улучшает защитные свойства оксидной пленки, что позволяет применять эти стали при более высоких рабочих температурах (табл. 15.5).

Уровень прочности сталей обоих классов обеспечивается свойствами ОЦК- и ГЦК-решеток железа и твердорастворным механизмом упрочнения. Ферритные стали относятся к сплавам с пониженными прочностью (ав = 380...540 МПа) и пластичностью (b = 17...20 %). Аустенитные стали отличаются не только более высокими прочностью (ов = 480...610 МПа) и пластичностью (b = 35...47 %) при комнатной температуре, но и повышенной жаропрочностью по сравнению с ферритными сталями. Для дополнительного упрочнения этих сталей применяют легирование ванадием и азотом (сталь 07Х25Н16АГ6Ф), что вызывает образование частиц нитрида хрома и реализацию механизма дисперсионного упрочнения.
Жаростойкость сталей ферритного класса сохраняется при температуре до 1200 °C в атмосфере сухого воздуха и сернистых газов и не сохраняется в восстановительных средах (водород, оксид углерода). Стали аустенитного класса обладают жаростойкостью до 1100 °C во всех газовых средах, кроме серосодержащих.
Поскольку стали аустенитного класса характеризуются высокой пластичностью, то из них изготовляют обработкой давлением листы, ленты, трубы, полосы и прутки.
Главным недостатком ферритных сталей является вероятность охрупчивания в случае длительного нагрева стали в диапазоне температур 450...750 °С. Это связано с развитием при данных температурах фазовых превращений, свойственных сталям системы Fe—Cr: расслоением твердого раствора («хрупкость при 475 °С») и выделением хрупкого интерметаллидного соединения — о-фазы (CrFe).
Основным недостатком сталей аустенитного класса является их высокая стоимость ввиду наличия дефицитного никеля. Кроме того, они имеют высокий коэффициент линейного расширения, что приводит к необходимости увеличения зазоров между деталями при проектировании конструкций.