



Износостойкие стали
Износостойкие стали и сплавы необходимы для изготовления деталей машин и механизмов, работающих в условиях изнашивания: пары трения, червячные пары, подшипники скольжения, ковши экскаваторов, железнодорожные стрелки, гребные винты судовых моторов и т. п.
Изнашивание — процесс постепенной повреждаемости поверхности детали, которая работает в постоянном или периодическом контакте под нагрузкой с другой деталью (или в контакте с рабочей средой).
Износостойкость — свойство материала оказывать сопротивление изнашиванию. Износ выражается в потере веса, в изменении формы, размеров и состояния поверхности детали.
Работоспособность деталей в условиях изнашивания зависит от ряда внешних и внутренних факторов. К внешним факторам относят трение и такие условия работы, как скорость относительного перемещения, нагрузку, температуру; к внутренним — строение материала.
Различают следующие виды изнашивания: механическое, коррозионно-механическое и электроэрозионное (ГОСТ 27674—88). Механическое изнашивание имеет ряд разновидностей — абразивное, адгезионное, окислительное, эрозионное, гидроабразивное и др. Все виды механического изнашивания можно, в свою очередь, подразделить на две группы по признаку того объекта, под влиянием которого происходит этот процесс: на изнашивание в парах трения и изнашивание в контакте с рабочей средой.
В деталях, работающих в паре при постоянных контактных нагрузках, в условиях эксплуатации на поверхности возникает трение. В машиностроительных конструкциях и механизмах в условиях трения работают многочисленные детали: втулки, кулачки, червяки, пальцы поршней, фрикционные диски и др.
Для изготовления пар трения применяют стали, подвергнутые поверхностному упрочнению — XTO (цементации, нитроцементации, азотированию), и после закалки ТВЧ.
Цементуемые стали подразделяют по степени упрочнения сердцевины. При одной и той же твердости цементованного слоя работоспособность деталей повышается по мере увеличения твердости сердцевины.
В первую группу включают низкоуглеродистые стали марок сталь 10, сталь 15, сталь 20: после цементации твердость поверхности составляет 55...63 HRC, а сердцевина ввиду низкой прока-ливаемости имеет ферритно-перлитную структуру и является мягкой (250...350 HB). Вследствие этого углеродистые стали применяют для малоответственных деталей, таких как втулки, кулачки, звездочки и др.
Ко второй группе относят низкоуглеродистые низколегированные стали — хромистые и марганцовистые (15Х, 20Х, 10Г, 20Г). После цементации, закалки и низкого отпуска твердость их поверхности составляет 55...63 HRC, а сердцевина представляет собой мартенсит отпуска. Стали этой группы имеют нормальную прочность (ов = 700...800 МПа). Их применяют для производства таких деталей, как пальцы, толкатели, диски, шестерни, поршневые пальцы, фрикционные диски, кулачковые валы, плунжеры и др.
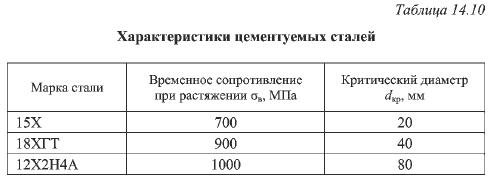
Для ответственных крупногабаритных деталей применяют цементуемые комплексно-легированные низкоуглеродистые стали (12ХН3А, 20ХГНР и др.), отличающиеся хорошей пластичностью и ударной вязкостью. При усложнении легирования в сталях повышается временное сопротивление при растяжении, увеличивается критический диаметр, т. е. увеличивается прокаливаемость (табл. 14.10).
Для производства деталей, контактирующих при эксплуатации с рабочей средой, существуют весьма разнообразные материалы: выбор их зависит от типа этих сред. Например, материалы, устойчивые к абразивному изнашиванию, необходимы для изготовления таких деталей, которые при эксплуатации контактируют с грунтом, твердой породой: буровой инструмент, шнеки, бункера, детали рудомелющих агрегатов, детали засыпных агрегатов доменных печей и др.
Материалами, стойкими к абразивному изнашиванию, являются высокоуглеродистые заэвтектоидные стали (1,0...1,2 % С) и карбидные сплавы.
Карбидные сплавы принадлежат к системе легирования Fe + 4%C + Cr + W + Ti + (Mn, Ni). Детали из них изготовляют литыми или в виде наплавок на изделие электродуговой сваркой. Термообработку к деталям из этих сплавов не применяют. Фазовый состав карбидных сплавов включает мартенсит, 10...50 % карбидов крупных (микронных и миллиметровых) размеров, а также в некоторых сплавах аустенит. Количество аустенита регулируют введением никеля и марганца. Карбиды в этих сплавах являются высокомодульными соединениями Сr7С3, VC, TiC, WC. Твердость сплавов 61...63 HRC.
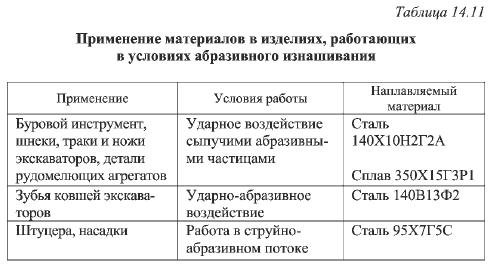
В марках данных сплавов (95Х7Г5С, 250X38, 350Х15Г3Р1, 370Х7Г7С), а также заэвтектоидных сталей указывают процентное содержание углерода, увеличенное в 100 раз (табл. 14.11).
Для работы в условиях абразивного изнашивания могут применять так называемые твердые сплавы, которые представляют собой порошковый спеченный материал, содержащий высокотвердые карбиды: основным является карбид вольфрама (80...97 %), а в качестве связующего используют кобальт (3...12 %).
Маркировка твердых сплавов включает буквы, обозначающие тип карбида и кобальта (для содержащих карбид вольфрама) либо количество других карбидов и количество кобальта. Карбид вольфрама WC обозначают буквой В, карбид титана TiC — буквой Т; две буквы TT означают, что сплав содержит одновременно карбиды титана TiC и тантала TaC. Примеры маркировки и химического состава некоторых твердых сплавов приведены ниже:

Твердые сплавы отличаются высокой износостойкостью. Их применяют в горнодобывающей, нефтеперерабатывающей промышленности, а также широко используют как инструментальный материал для изготовления режущего инструмента, узлов штампов, волочильных агрегатов и др.
Материалы, стойкие к ударно-абразивному изнашиванию, необходимы для производства деталей, работающих в условиях одновременного воздействия ударных нагрузок и трения абразивными частицами (грунт). Такие условия работы характерны для траков гусеничных машин, зубьев ковшей экскаваторов, кулаков мощных камнедробилок, крестовин железнодорожных рельсов.
Материал этих деталей должен иметь как высокую твердость поверхности для сопротивления износу в контакте с грунтом, так и вязкую сердцевину для сопротивления ударным нагрузкам. В максимальной степени таким требованиям удовлетворяет сталь Гатфильда — высоколегированная сталь системы Fe — С — Mn. Это сталь аустенитного класса: в твердом состоянии она имеет структуру аустенита, не изменяемую при термической обработке.
Износостойкость и стойкость к ударному нагружению эта сталь приобретает не в результате термообработки, а в процессе эксплуатации.
Основное свойство стали Гатфильда заключается в том, что марганцевый аустенит интенсивно упрочняется (наклепывается) под действием холодной пластической деформации, особенно сильно — при ударных нагрузках. В этих условиях твердость приповерхностных слоев детали из стали 110Г13Л возрастает примерно втрое вследствие наклепа, а сердцевина детали остается вязкой, что связано с пластичностью ГЦК-решетки аустенита. Благодаря такой макроструктуре детали обеспечивается стойкость и к абразивному изнашиванию (поверхность), и к ударным нагрузкам (сердцевина).
Сталь марки 110Г13Л содержит 0,9...1,4 % С, 11,5...14 % Mn, а также Si, Ni, Cu, Cr (< 1 % каждого). Буква Л в маркировке означает, что изделия из этой стали имеют литую макроструктуру.