



Термическая обработка сталей
К сталям применяют не только отжиг I рода (универсальный), но и отжиг II рода (специальный), связанный с фазовыми превращениями в сталях:
• перекристаллизационный;
• сфероидизирующий;
• нормализация.
Все виды отжига имеют различные температурно-временные параметры, различные конечную структуру и свойства (рис. 13.4). Однако благодаря длительным выдержкам при высоких температурах и охлаждению с применением печного оборудования или на воздухе их конечный фазовый состав соответствует диаграмме состояния железо — цементит.

Для термической обработки сталей важным структурным параметром является размер зерна аустенита. Полученный при нагреве в высокотемпературную аустенитную область, размер зерна не изменяется после охлаждения до комнатной температуры: его как бы «наследуют» перлитная, перлитоферритная, перлито-цементитная структуры. Размер зерна аустенита влияет на размер пластин феррита и цементита, образующихся по эвтектоидной реакции.
Размер зерна «бывшего аустенита» определяет такие характеристики сталей, как временное сопротивление при растяжении, предел текучести, предел выносливости, а также ударную вязкость.
Зерно аустенита укрупняется («растет») при значительном превышении линии Ас3 во время нагрева. Поэтому при термообработке рекомендуется вести нагрев до температур, превышающих Ac3 не более, чем на 50 °C (табл. 13.3). Однако в практике термообработки возможно нарушение режима нагрева, в результате чего происходит укрупнение зерна ввиду существенного превышения температуры Ac3 — так называемый перегрев, который возможен и при горячей обработке давлением. В любом случае полученная после перегрева крупнозернистая структура стали является дефектной и подлежит исправлению.

Перекристаллизационный отжиг используют для измельчения зерен доэвтектоидных сталей, т. е. для устранения крупной зернистости, а также для повышения пластичности.
Технологией перекристаллизационного отжига предусмотрен нагрев до температуры Ac3 + 30...50 °С, медленное охлажденное (с печью) (см. табл. 13.3). Легированные стали охлаждают по специальному температурному графику.
Данный вид отжига применяют для обработки профилей, полученных прокаткой, поковок после горячей деформации и фасонных отливок. При устранении крупной зернистости главную роль в измельчении зерна играют два фактора: пластинчатость перлитной структуры и различие в концентрации углерода между ферритом (0,02 %) и цементитом (6,67 %).
При нагреве перлита (рис. 13.5, а) выше температуры 727 °C аустенит образуется по эвтектоидной реакции. Поскольку концентрация углерода в нем (0,8 %) является промежуточной между концентрацией углерода в феррите и цементите, то зародыши аустенита формируются на границе раздела Ф — Ц (рис. 13.5, б). Первоначально происходит полиморфное превращение Ф —> А (рис. 13.5, в), а затем в образовавшемся аустените постепенно растворяются пластины цементита (рис. 13.5, г). Пластинчатая форма исходных фаз обусловливает протяженную их границу, вследствие чего вдоль нее появляется много зародышей. При одновременном росте они сдерживают размеры друг друга, в результате чего образуется мелкозернистая структура аустенита (рис. 13.5, д).
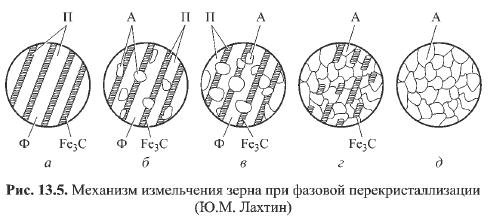
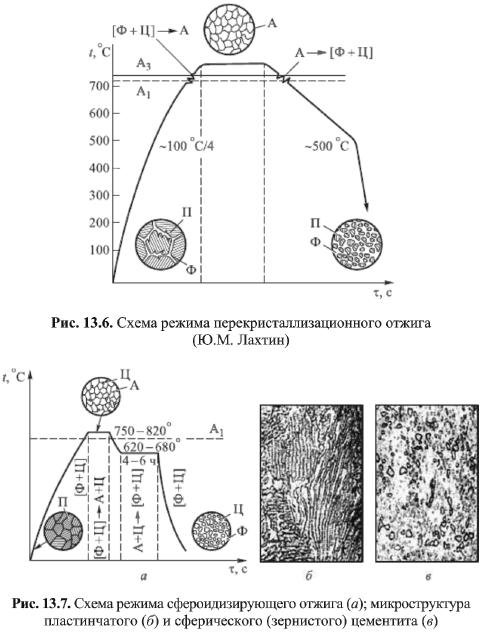
При охлаждении такого мелкозернистого аустенита получают более дисперсную по сравнению с исходной перлитную структуру, обеспечивающую благоприятный комплекс свойств. Измельчение зерна вследствие фазового превращения перлит —> аустенит —> перлит при медленном нагреве и охлаждении сталей (рис. 13.6) носит название фазовой перекристаллизации (по аналогии с рекристаллизацией при нагреве холоднодеформированного металла). Фазовая перекристаллизация имеет большое значение и широко используется на практике.
Полученная в результате мелкозернистая структура обеспечивает снижение твердости и повышение пластичности сплава. И то и другое облегчает последующую обработку металла резанием и давлением.
Сфероидизирующий отжиг применяют к заэвтектоидным сталям с целью превращения пластинчатого цементита в сферический (рис. 13.7, б и в).
Недостаток сталей с пластинчатым цементитом заключается в том, что затруднена их обрабатываемость резанием, так как хрупкие частицы цементита подвержены сколу.
Процесс сфероидизирующего отжига проводят по следующей технологии (рис. 13.7, а): нагрев при температурах Ас1 + 30...50 °С, длительная выдержка, затем охлаждение до температуры Ar1 - 30...50 °С, выдержка и последующее медленное охлаждение.
На первой ступени отжига происходит утонение и деление пластинок цементита, а при Ас1 - 30...50 °C — их сфероидизация. Формирование цементита сферической формы из пластинчатой обусловлено стремлением системы к минимальной поверхностной энергии при повышенной температуре. В стали со сферическим (глобулярным, зернистым) цементитом понижена твердость и повышена пластичность. Это приводит к снижению силы резания, уменьшению шероховатости обрабатываемых поверхностей, повышению стойкости инструмента, т. е. обрабатываемость стали резанием улучшается.
Нормализация — термическая обработка стали, заключающаяся в нагреве до аустенитного состояния (для доэвтектоидной стали t = Ac3 + 50...70 °С), выдержке и охлаждении на воздухе, которое приводит к распаду аустенита в интервале перлитного превращения (с предварительным образованием феррита).
В отличие от двух предыдущих отжигов режим проведения нормализации выбирают не по равновесной диаграмме железо — цементит, а по диаграмме, в которой учитывается то, что перлитное превращение протекает при температуре несколько ниже 727 °С, т. е. при некоторой степени переохлаждения по сравнению с температурой превращения. Такая диаграмма называется термокинетической диаграммой распада переохлажденного аустенита.
Термокинетическую диаграмму (ТКД) строят на основе экспериментальных данных в координатах температура — время. При проведении эксперимента каким-либо физическим методом (микроскопическим, магнитным, дилатометрическим) фиксируют во времени начало и окончание распада аустенита на ферритокарбидную смесь. На эту же диаграмму наносят кривые охлаждения, которые являются константой для данной среды охлаждения (воздух, вода, масло, выключенная печь) (рис. 13.8).

Термокинетические диаграммы распада аустенита, создаваемые для каждой марки стали, используют при разработке технологии термической обработки. По этим диаграммам можно получать данные о температурных интервалах протекания фазовых превращений при непрерывном охлаждении с заданной скоростью и об образующихся при этом структурных составляющих.
На ТКД углеродистых сталей различают три области фазовых превращений:
- аустенит —> (ферритно-цементитная смесь);
- аустенит —> мартенсит (M);
- аустенит —> бейнит (Б).
При скоростях охлаждения от V1 < Vкр (малые степени переохлаждения) протекает только диффузионный распад аустенита с образованием ферритно-цементитной структуры. Однако в зависимости от степени переохлаждения этот распад приводит к образованию пластин феррита и цементита различного размера. В данном случае за размер принимают межпластиночное расстояние A0 — среднюю суммарную толщину соседних пластинок феррита и цементита (табл. 13.4). Величина, обратная размеру частиц, (1/А0) называется дисперсностью.
С повышением скорости охлаждения пластины феррита и цементита становятся более дисперсными.

Ферритно-карбидные смеси с пластинчатой формой частиц различной степени дисперсности называются перлит (наименьшая дисперсность), сорбит (средняя дисперсность) и троостит (наибольшая дисперсность). Перлит получают при охлаждении с печью, сорбит — при охлаждении на воздухе, а троостит — при больших скоростях охлаждения и даже при закалке.
На ТКД доэвтектоидной стали также показана линия начала распада аустенита с образованием феррита (см. рис. 13.8), а ТКД заэв-тектоидной стали содержит линию начала распада с образованием цементита. Нормализацию в качестве промежуточной операции применяют для устранения дефектов микроструктуры заготовок:
• крупнозернистости, полученной при ковке;
• строчечности — вытянутости зерен феррита вдоль направления прокатки.
Строчечность приводит к резкой анизотропии механических свойств и особенно низкой прочности в поперечном сечении заготовки. Устранить строчечность с помощью нормализации удается благодаря тому, что при ускоренном охлаждении вместо протяженных вытянутых зерен феррита образуется больше более мелких и равноосных зерен.
Все указанные выше дефекты устраняются при нормализации в результате фазовой перекристаллизации.
В качестве смягчающего отжига нормализацию применяют для заготовок из низкоуглеродистых сталей.
Таким образом, назначение нормализации аналогично назначению перекристаллизационного отжига. Однако нормализация является более экономичной операцией термической обработки благодаря сокращению времени на охлаждение и исключению печного оборудования для охлаждения.
В результате ускоренного (по сравнению с отжигом) охлаждения аустенит переохлаждается до более низких температур и распадается не на перлит, как при отжиге, а на среднедисперсную феррито-цементитную смесь — сорбит. Цементит при этом имеет такую же, как и при отжиге, пластинчатую форму.
Поскольку степень дисперсности сорбита выше по сравнению с перлитом, твердость и прочность стали после нормализации повышаются.
Нормализация как окончательная термическая обработка в цикле производства изделий машиностроения широко используется для углеродистых сталей. К этим сталям, по ряду причин, не может быть применена упрочняющая термическая обработка закалка + отпуск. Нормализация является своеобразной «упрочняющей» обработкой, так как обеспечивает сочетание требуемой (обычно невысокой) прочности, пластичности и ударной вязкости. В таком качестве ее используют при изготовлении следующих изделий:
• слабонагруженных деталей машин и конструкций из углеродистых сталей обыкновенного качества;
• деталей, изготовляемых с применением XTO (кулачки, толкатели и др.).
Нормализация заменяет отжиг низкоуглеродистых сталей (С < 0,3 %) в целях улучшения качества поверхностей, подвергнутых механической обработке резанием. Данный вид отжига широко распространен в практике как операция, позволяющая получать необходимые механические свойства изделий при меньших затратах.