



Форма кристаллов и строение стальных слитков
Выплавленную сталь выпускают из плавильной печи в разливочный ковш, из него металл разливают в изложницы, в которых сталь затвердевает, и получаются слитки для последующей прокатки или ковки.
Изложницы — чугунные формы для изготовления слитков, которые выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями. Слитки квадратного сечения переделывают на сортовой прокат (двутавровые балки, швеллеры, уголки и т. д.). Слитки прямоугольного сечения являются заготовками для производства профилей в виде листа. Из слитков круглого сечения изготовляют трубы, колеса, многогранные слитки используют для производства поковок ковкой.
Для прокатки отливают слитки массой 200...25000 кг; для поковок — массой 300 т и более. Обычно углеродистые спокойные и кипящие стали разливают в слитки массой до 25 т, легированные и высококачественные стали — в слитки массой 500...7000 кг, а некоторые сорта высоколегированных сталей — в слитки массой несколько килограммов.
Залитая в изложницы сталь отдает теплоту стенкам, поэтому затвердевание стали начинается у стенок изложницы. Толщина закристаллизовавшейся корки непрерывно увеличивается, при этом между жидкой сердцевиной слитка и твердой коркой металла располагается зона, в которой одновременно имеются растущие кристаллы и жидкий металл между ними. Кристаллизация слитка завершается вблизи его продольной оси.
На структуру стального слитка большое влияние оказывает степень раскисления стали.
Спокойная сталь (рис. 6.6, а, г) затвердевает без выделения газов, в верхней части слитка образуется усадочная раковина 1, а в средней — усадочная осевая рыхлость.
Для устранения усадочных дефектов слитки спокойной стали отливают с прибылью, которая образуется надставкой со стенками, футерованными огнеупорной массой малой теплопроводности. Поэтому сталь в прибыли долгое время остается жидкой и питает слиток, в результате усадочная раковина формируется в прибыли (см. рис. 6.6, а). Слиток спокойной стали имеет следующее строение: тонкую наружную корку А из мелких равноосных кристаллов; зону Б крупных столбчатых кристаллов (дендритов); зону В крупных неориентированных кристаллов; конус осаждения Г — мелкокристаллическую зону у донной части слитка.
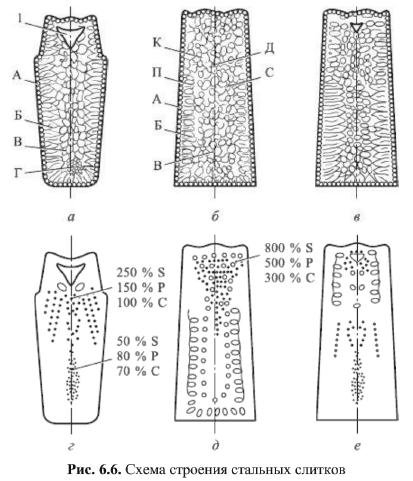
Стальные слитки неоднородны по химическому составу. Химическая неоднородность, или ликвация, возникает вследствие уменьшения растворимости примесей в железе при его переходе из жидкого состояния в твердое. Например, в результате дендритной ликвации при кристаллизации стали содержание серы на границах дендрита по сравнению с ее содержанием в центре увеличивается в 2 раза, фосфора — в 1,2 раза, а углерода — уменьшается почти наполовину.
В верхней части слитка ввиду зональной ликвации содержание серы, фосфора и углерода увеличивается в несколько раз (см. рис. 6.6, г), а в нижней части — уменьшается. Зональная ликвация приводит к отбраковке металла вследствие отклонения его свойств от заданных. Поэтому прибыльную и подприбыльную части слитка, а также донную его часть обрезают.
В слитках кипящей стали (рис. 6.6, б, д) не образуются усадочные раковины: усадка стали рассредоточена по полостям газовых пузырей, возникающих при кипении стали в изложнице. При прокатке слитка газовые пузыри завариваются. Кипение стали влияет на зональную ликвацию в слитках, которая развита в них больше, чем в слитках спокойной стали. Углерод, сера и фосфор потоком металла выносятся в верхнюю часть слитка, отчего свойства стали в этой части слитка ухудшаются. Поэтому отрезают только верхнюю часть слитка, так как в донной части ликвация мала. Для уменьшения ликвации кипение после заполнения изложницы прекращают, накрывая слиток металлической крышкой (механическое закупоривание), либо раскисляют металл алюминием или ферросилицием в верхней части слитка (химическое закупоривание).
Слиток кипящей стали имеет (см. рис. 6.6, б, д): плотную наружную корку А без пузырей, состоящую из мелких кристаллитов; зону сотовых пузырей П, вытянутых к оси слитка и располагающихся между кристаллитами Б; зону В неориентированных кристаллитов; промежуточную плотную зону С; зону вторичных круглых пузырей К и среднюю зону Д с отдельными пузырями.
Полуспокойная сталь (рис. 6.6, в, е) сохраняет преимущества спокойной и кипящей сталей при отсутствии их недостатков. Эту сталь частично раскисляют в печи и ковше, а частично — в изложницах. Слиток полуспокойной стали имеет в нижней части структуру спокойной стали, а в верхней — кипящей. Ликвация в верхней части слитка полуспокойной стали меньше, чем в кипящей, и близка к ликвации спокойной стали, но слитки полуспокойной стали не имеют усадочных раковин.