Технология композиционных материалов системы тугоплавкие соединения - оксидные микросферы
При поиске оптимальных условий получения композиционных материалов, содержащих оксидные микросферы, в качестве варьируемых факторов были выбраны содержание микросфер (х1), температура (х2) и продолжительность спекания (х3), давление прессования (х4). Все смеси содержали 2 маc. % каучука, их смешивали в течение 2 ч при коэффициенте заполнения барабана смесью 0,5.
Температуру спекания при выборе ее уровня понизили на 100 °С, учитывая природу оксидных микросфер и возможность образования жидкой фазы, которая может в значительной степени уменьшить пористость композита, что нежелательно. При определении уровней давления прессования отказались от нулевого давления (свободной засыпки) на нижнем уровне, поскольку оно оказалось абсолютно неэффективным при изучении условий получения композитов с углеродными микросферами. Сформированные контакты при свободной засыпке не смогли обеспечить сколько-нибудь заметной прочности брикетов при спекании.
Пористость, привносимая микросферами из оксида алюминия, намного больше этой величины для микросфер из углерода, так как пористость углеродных микросфер составляет 40 % (Пгс = (1 - рГС/рС) * 100 = (1 - 1,02/ /1,7) * 100 = 40 %), а микросфер из Al2O3 - 80 % (П = (1 - 0,78/3,90) * 100 = 80 %). В связи с этим максимальное количество микросфер оксида алюминия было выбрано 60 об. %.

В случае натрийборсиликатных микросфер эта величина составляет 75 об. %, что связано с необходимостью получить достаточно высокую конечную пористость при использовании легкоплавких микросфер (температура начала заметного размягчения НБС-микросфер 1100-1200 °С).
В табл. 18.10 приведены уровни факторов и интервалы варьирования при получении композитов тугоплавкие соединения — оксидные микросферы. При составлении плана проведения экспериментов использовали полуреплику типа 24-1 (х1х2х3х4), формальные условия опытов: х1х2; х1х3; x1x4; х2х3; х3х4; х1х2х3х4.
В соответствии с матрицей планирования были приготовлены смеси и рассчитаны их аддитивные плотности рад (табл. 18.11).

Расчет пористости спеченных брикетов проводили по формуле

где р — плотность спеченных брикетов, определенная методом гидростатического взвешивания или обмером и взвешиванием, г/см3.
Аддитивная плотность от пикнометрической растертых спеченных образцов отличалась не более чем на 1 %, что позволило использовать рад для расчета пористости.
Результаты реализации матрицы планирования эксперимента при исследовании условий изготовления композиционных материалов тугоплавкие соединения — оксидные микросферы приведены в табл. 18.12 и 18.13.
По полученным результатам рассчитаны уравнения регрессии, доверительные интервалы и проверена адекватность моделей. Все уравнения адекватны и с учетом значимости коэффициентов имеют вид:
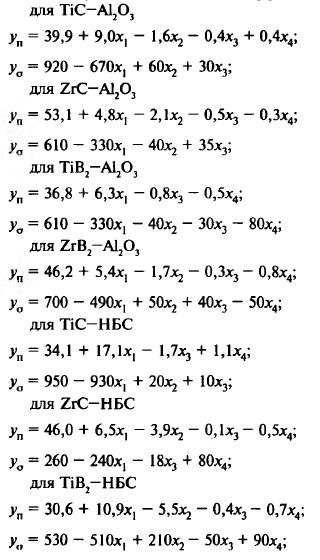

С использованием функции желательности Харрингтона был проведен поиск оптимальных условий изготовления композиционных материалов тугоплавкие соединения — оксидные микросферы с заданными значениями пористости и прочности.
Интервалы значений пористости и прочности приведены в табл. 18.14. Отдельные значения обобщенного параметра D попадают в область доверительных интервалов — «хороших и очень хороших» значений. Соответствующие этим значениям технологические параметры изготовления композитов выбраны в качестве оптимальных (табл. 18.15).


В результате проведенных исследований были определены оптимальные по сочетанию пористости и прочности на сжатие условия изготовления композиционных материалов тугоплавкие соединения — пустотелые микросферы.
Полученные композиционные материалы при плотности в два раза меньшей, чем плотность тугоплавких соединений, имеют удовлетворительную прочность (табл. 18.16). Необходимо отметить, что при одинаковом уровне пористости значения прочности композитов, имеющих в основе одно и то же тугоплавкое соединение, но разный наполнитель, заметно различаются. Это объясняется как природой микросфер, определяющей их собственные прочностные свойства, так и характером формируемых связей в контакте матрица - наполнитель.
Максимальную прочность на сжатие имеют композиты с микросферами из оксида алюминия. В работе предложен метод определения прочности пустотелых микросфер в засыпке. Схема нагружения приведена на рис. 18.2.

На диаграмме нагрузка — деформация прочность засыпки соответствует пику кривой при деформации начала разрушения, образование которого связано с разрушением 1—2 слоев в объеме. При дальнейшем нагружении наблюдается пологий рост кривой, что объясняется разрушением следующих слоев и уплотнением структуры засыпки осколками микросфер.
Ниже приведены значения прочности засыпки из микросфер Al2O3 и НБС:

Определение прочности засыпки из углеродных микросфер по указанной методике представляет экспериментальные трудности, но при визуальном рассмотрении под микроскопом порошков микросфер, подвергнутых одному и тому же давлению при прессовании, установлено, что максимальное количество неразрушенных микросфер находится в засыпке из Al2O3, а минимальное — в углеродной.
При изучении диаграмм прессования смесей, составы которых были признаны оптимальными, и материалов матриц были установлены критические давления прессования. Критическое давление не вызывает массового разрушения микросфер, что было подтверждено при рассмотрении под микроскопом большого количества изломов прессовок. Как видно из табл. 18.17, величина P по крайней мере на порядок превосходит прочность засыпки микросфер, что объясняется снижением средней величины распределенной нагрузки по поверхности микросферы, находящейся в условиях всестороннего сжатия, за счет окружения ее материалом матрицы, в то время как нагрузка на контактах микросфер в засыпке велика и распределена неравномерно.

Кроме того, был обнаружен эффект повышения плотности материалов матриц при прессовании их смесей с микросферами из углерода и Al2O3, в системах с микросферами из НБС плотность матриц не отличалась от ее значений при прессовании без микросфер. Сопоставимые данные приведены в табл. 18.17 и на рис. 18.3.
Аномальный характер уплотнения пористой матрицы объясняется, как это было показано в работах С.С. Кипарисова, В.Е. Перельмана, активным течением пористой среды по поверхности недеформируемого включения, т.е. рассматривается краевая задача прессования порошка, обтекающего выступ сферической формы на пуансоне. В соответствии с этой задачей пористый материал в зонах ADFC имеет высокие градиенты скорости смещения, что приводит к его интенсивной пластической деформации (рис. 18.4). Как известно, порошковые среды, функция пластичности которых зависит от первого инварианта тензора напряжений (порошковые системы относятся к этому классу сред), в процессе деформации меняют свой объем. Плотность материала в этой зоне зависит не только от величины средних напряжений, но и от степени полученной материалом деформации.

Величина приращения плотности, вызываемого активным течением материала, может быть вычислена по уравнению

где е - степень деформации; a - угол внутреннего трения; h - осевой размер прессовки (начальный hн и конечный hк).
Поскольку степень получаемой материалом деформации определяется кривизной линии скольжения, а последняя в зоне ADFC значительна (см, рис. 18.4), то, несмотря на уменьшение о = 1/3(о1+о2+о3) (оi — нормальные напряжения), плотность среды будет выше, чем за границей этой области.
В зоне ACB (краевая задача Коши) условия уплотнения материала идентичны характеру уплотнения порошка за границей рассматриваемого локального очага деформации, но величина о в зоне ACB будет выше, так как о3* в этой зоне равно о, за границей FC, а о1* будет выше этой величины на удвоенную сдвиговую прочность прессуемого материала.
Для проверки сформулированного подхода, в соответствии с которым в кольцевой зоне с шириной, равной радиусу включения, плотность будет выше, чем при уплотнении порошка в матрице, на модельном материале было измерено на квантиметре распределение плотности. Результат, приведенный на рис. 18.5, подтверждает достоверность предложенного объяснения повышения плотности.

Отсутствие наблюдаемого эффекта при прессовании смесей с натрий-борсиликатными микросферами можно объяснить нарушением активного течения материала матрицы из-за перекрытия зон влияния микросфер. Поскольку микросферы НБС имеют минимальный размер среди рассматриваемых наполнителей, то при том же объемном содержании их количество в 64 раза превосходит количество микросфер Al2O3 (NНБС = (rAl2O3/rНБС3) * NAl2O3 = (60в3/15в3) * NAl2O3 = 64NAl2O3), т.е. расстояние между микросферами НБС может быть меньше их радиуса, и, таким образом, не выполняется условие активного течения порошка.
Спеченные образцы оптимальных составов подвергали рентгеноструктурному фазовому анализу на установке УРС-50 ИМ с использованием медного излучения. Проведенная идентификация фаз при помощи таблиц ASTM свидетельствует о следующем: в системах TiC-ГС и ZrC-ГС новых фаз не обнаружено, в системах TiB2-ГС и ZrB2-ГС вследствие частичного взаимодействия образовались карбид титана и карбид циркония соответственно.
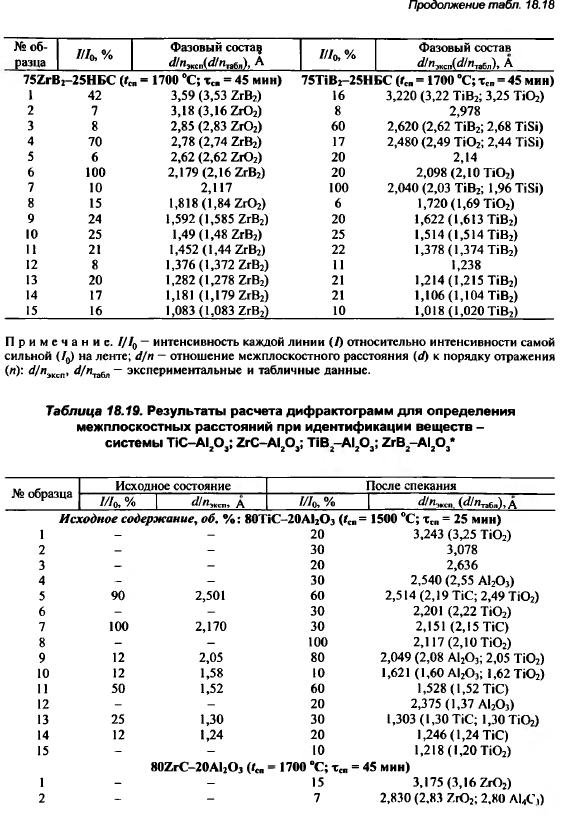
В системе TiC-Al2O3 на дифрактограммах спеченных образцов наряду с фазами основы и наполнителя в результате взаимодействия установлено наличие новой фазы, межплоскостные расстояния которой в наибольшей степени соответствуют TiO2. В системе ZrC-Al2O3 образовавшаяся новая фаза с малой интенсивностью линий соответствует ZrO2. Образовавшееся новое соединение в результате взаимодействия TiB2 с Al2O3 соответствует по межплоскостным расстояниям оксиду Ti3O5. В системе ZrC-Al2O3 обнаружены две новые фазы: ZrO2 и Al4C3.
Идентификация фаз в системах с натрийборсиликатными микросферами показала, что при взаимодействии с НБС образовались: в случае TiC - TiB2, Ti2O3 и TiO; TiB2 - TiO2; ZrC - ZrO; ZrB2 - ZrO2.
Фазовый состав прессовок и спеченных по оптимальным режимам образцов из изучаемых композиционных материалов приведен в табл. 18.18 и 18.19.


Данные проведенных термодинамических расчетов с использованием универсальной программы определения равновесных параметров многокомпонентных гетерогенных систем качественно соответствуют результатам рентгеноструктурного фазового анализа. Программа включает в себя информационный фонд, содержащий сведения о термодинамических свойствах индивидуальных веществ, и комплекс подпрограмм, осуществляющий расчет параметров равновесных состояний многокомпонентных гетерогенных химически реагирующих систем.
Равновесное состояние закрытой системы, исходный состав которой известен, определяется двумя переменными, независимо от числа фаз, компонентов и химических реакций в системе. Согласно использованной методике, в качестве условий равновесия с внешней средой могут быть заданы любые две из следующих шести величин: давление, температура, объем, энтропия, полная энтальпия и внутренняя энергия. Задание пары параметров, определяющих равновесие, и исходного элементного состава полностью определяет равновесное состояние и дает возможность найти четыре зависимые переменные и равновесный состав смеси.
В основу расчета были положены следующие допущения. Считали, что совокупность газообразных составляющих смеси образует отдельную фазу, а конденсированные вещества либо образуют чистые фазы, либо входят в состав идеальных твердых растворов. Для описания газовой фазы использовали уравнения Менделеева - Клапейрона, объем конденсированных фаз не учитывали.
Расчет равновесных концентраций смеси при заданных параметрах равновесия был основан на первом вариационном принципе химической термодинамики (при равновесных концентрациях составляющих системы ее термодинамические потенциалы принимают экстремальные значения). При этом в качестве составляющих системы рассматривали возможные продукты реакции, данные о термодинамических свойствах которых имеются в информационном фонде.
Ввод исходных составов в ЭВМ осуществляли в массовых частях. Состав равновесных систем при различных условиях был рассчитан в молях на килограмм.
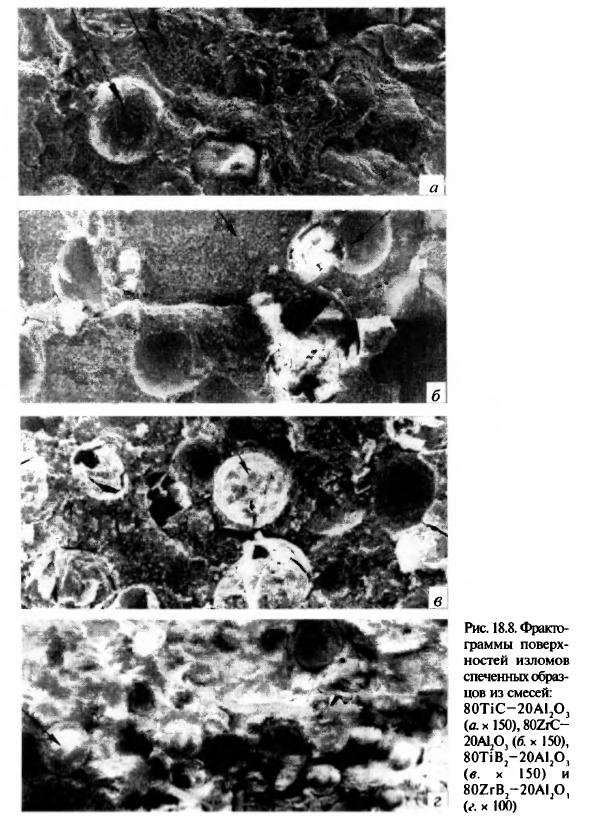
Поскольку приготовить качественные микрошлифы для металлографического анализа практически невозможно, исследование микроструктуры проводили на изломах спеченных образцов. На рис. 18.6-18.8 приведены фрактограммы поверхностей изломов спеченных образцов, снятые на сканирующем микроскопе «Joel».
На фотографиях хорошо видно, что углеродные микросферы не претерпели заметных изменений; микросферы Al2O3 сохранили свою целостность, на их внутренней поверхности видны зерна продолговатой формы, образовавшиеся в результате прошедшей в процессе спекания рекристаллизации, натрийборсиликатные микросферы полностью растворились в материалах матрицы и не обнаружены ни на одном из изломов.