



Технология композиционных материалов на основе тугоплавких соединений и углеродных микросфер
Для определения оптимальных по сочетанию свойств соответствующих композиционных материалов и наиболее целесообразных технологических условий их изготовления были составлены матрицы математического планирования эксперимента. В качестве параметров оптимизации были выбраны пористость (уп) и прочность на сжатие (уо), а варьируемых факторов -количество вводимого наполнителя (x1), температура (х2) и продолжительность спекания (х3), продолжительность смешивания компонентов (х4), коэффициент заполнения барабана смесью (х5), содержание пластификатора в шихте (х6), давление прессования (х7).
Данные по технологии таких материалов в литературе отсутствуют. В связи с этим количество наполнителя на основном уровне было выбрано 50, а интервал варьирования — 25 об. %. Значения уровней факторов температуры, продолжительности спекания и содержания пластификатора в шихте определены из условия спекания активных порошков тугоплавких соединений. Давление прессования варьировали от свободной засыпки до 50 МПа. Выбор таких низких значений давления прессования связан с желанием сохранить целостность большей части микросфер в процессе прессования. В табл. 18.5 приведены уровни факторов и интерва;1Ы варьирования при получении композиций тугоплавкие соединения — углеродные микросферы.

С целью сокращения количества проводимых экспериментов использовали дробный факторный эксперимент: 1/16 реплики типа 27-4.
Формальные условия опытов следующие: х1х2х3х4х5х6х7, х1х6х7, х5х4х7, X7X1X7, х4х5х6, X2X3X6, х1х2х4, х1х3х5. В табл. 18.6 приведены объемные и массовые соотношения компонентов шихты.
Требуемые количества измельченного предварительно порошка тугоплавкого соединения и углеродных микросфер смешивали в отсутствие влажной среды во вращающемся барабане. Время смешивания и коэффициент заполнения барабана выбирали в соответствии с условиями проведении эксперимента (см. табл. 18.5).
Для улучшения перемешивания в барабан загружали изогнутые под прямым углом металлические прутки диаметром 3 и длиной 50-60 мм, так как применение шаров привело бы к разрушению микросфер, что нежелательно. Затем для улучшения прессуемости и повышения механической прочности брикетов приготовленную смесь замешивали вручную с раствором 6 %-ного синтетического каучука в бензине.
Прессование проводили на 50-тонном гидравлическом прессе в стальной пресс-форме диаметром 10 мм.
С целью предотвращения окисления образцов и активирования процесса уплотнения спекание проводили в вакууме в печи СШВ 1-2,5/25 при остаточном давлении, равном 13,3 мПа, по режимам в соответствии с матрицей планирования. Для всех образцов скорость нагрева составляла 40—50 °С/мин, а время охлаждения с печью — 2 ч.
Значения пористости спеченных брикетов (П, %) определяли по зависимости

где р — плотность тугоплавких соединений в спеченных образцах [определяли количество (г) и объем (см3) тугоплавкого соединения в образце, зная массовое и объемное соотношение компонентов, г/см3]; рк — пикнометрическая плотность тугоплавких соединений, г/см3; А — объемная доля микросфер в материале, %; ргс — пикнометрическая плотность углеродных микросфер, г/см3; рс - плотность материала стенок углеродных микросфер, г/см3.
Относительная ошибка измерений пористости составила 1 %.
Прочность спеченных брикетов определяли на образцах размером: диаметр 8 и высота 12 мм на испытательной машине Р-5. Прочность на сжатие рассчитывали по формуле

где P - нагрузка на образец; S — сечение образца.
Точность определения прочностных характеристик составляла ± 5 %. Для установления принимаемых значений пористости П, % и осж при конкретном сочетании технологических факторов было использовано не менее десяти образцов. Средняя величина дисперсии при определении пористости не превышала ± 1 %, при измерении прочности разброс значений составил в среднем ± 15 %.
Результаты реализации матрицы планирования эксперимента при оптимизации параметров получения графитсодержащих материалов на основе карбидов и боридов титана и циркония приведены в табл. 18.7.
По результатам реализации указанной матрицы планирования эксперимента были рассчитаны уровни регрессии, описывающие изменение пористости (уп) и прочности на сжатие (уо):

Были рассчитаны доверительные интервалы для определения значимости коэффициентов; расчетная величина доверительного интервала для значимости коэффициентов уравнений, описывающих изменение пористости, составила ± 0,018, а прочности ± 9 при 5 %-ном уровне значимости. Таким образом, все коэффициенты уравнений регрессии значимы, за исключением коэффициента, равного 7 при X2 в системе ZrB2-ГC (уо).

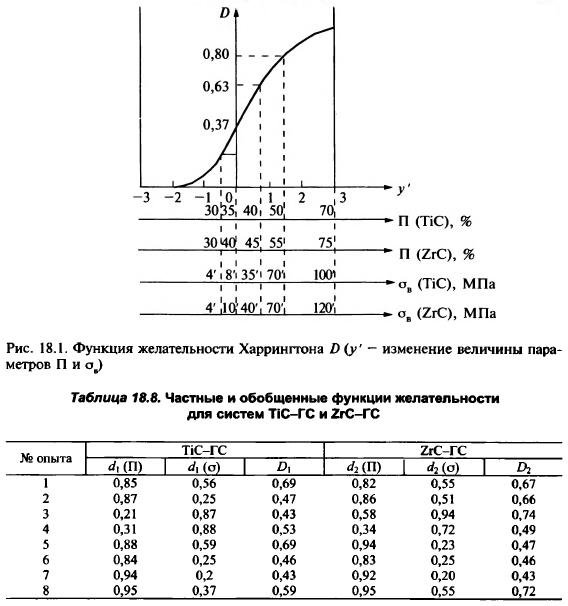
Проверка адекватности полученной модели была осуществлена по величине критерия Фишера, расчетное значение которого Fрасч = 10,8 меньше табличного F = 19,3 для степеней свободы f1 = 2, f2 = 8 при 5 %-ном уровне значимости. Затем, используя функцию желательности Харрингтона, значения пористости (П, %) и прочности (ов, МПа) были разбиты на качественные интервалы (рис. 18.1). Для каждого значения пористости и прочности была найдена его частная функция желательности d и рассчитан обобщенный критерий функции желательности Di (табл. 18.8).
Обобщенная функция желательности D является комплексным показателем качества и может быть оптимизирована обычным путем. Уравнения регрессии для обобщенной функции были проверены на адекватность модели.
Отдельные значения D для систем TiC-ГС, ZrC-ГС, а также для TiB2-ГС (не приведенных в табл. 18.8) попадают в область доверительных значений (0,71—0,74).
Для расчета оптимального режима получения композиционного материала ZrB2-ГС математическая модель была исследована на достижение условного максимума методом шагового поиска на основании данных регрессионного анализа:

При значениях x1 = -0,2 и X2 = +0,4, х, = 0, x6 = 0, x5 = 0 значение D = 0,73 (область доверительных значений). Таким образом расчетные величины технологических факторов следующие: содержание микросфер 45 об. %; температура спекания 1740 °С; продолжительность спекания 30 мин; давление прессования 25 МПа, содержание каучука в смеси 2 %.
Экспериментальная проверка показала повышение прочности на сжатие до 26 МПа при достаточно высоком уровне пористости (47,6 %).
Таким образом, в результате проведенных исследований были выбраны оптимальные режимы изготовления изучаемых композиционных материалов (табл. 18.9). Этим режимам в системах TiC-ГС, ZrC-ГС, TiB2-TC соответствуют максимальные значения функции желательности. Так, например, дли ZrC-TC такому режиму соответствует опыт № 3 (см. табл. 18.8).
Проведенными исследованиями было установлено, что основными технологическими факторами можно считать следующие: количество наполнителя, температура и продолжительность спекании, давление прессовании. Это позволило сократить число варьируемых факторов до четырех при поиске оптимальных условий получения композитов тугоплавкие соединения — оксидные микросферы.
