



Методы наплавления и погружения
Метод наплавления
Методом наплавления обычно наносят металлические покрытия и покрытия из тугоплавких соединений на металлические и графитовые массивные детали. По источнику потребляемой тепловой энергии различают электродуговой, высокочастотный, газопламенный, плазменный и электроннолучевой способы наплавления.
Наиболее широко применяется электродуговое наплавление. Обычно дугу располагают между изделием и электродом. Можно пользоваться как переменным, так и постоянным током прямой («+» на детали, «-» на электроде) или обратной полярности. Иногда используют независимую дугу, горящую между двумя электродами без подачи тока на изделие. Возможно также наплавление с добавочным электродом, подключенным параллельно к изделию. Выбор того или иного варианта дугового наплавления зависит от вида наплавляемого материала, формы и размеров изделия, способа защиты материалов от взаимодействия с воздухом и др.
В практике применяют разнообразные металлические наплавочные материалы: механические смеси и пасты, порошки из сплавов, сварочную проволоку, стержневые электроды с обмазкой и т. д.
Наплавочные порошковые материалы и пасты, нанесенные на поверхность равномерным слоем, могут наплавляться дугой, горящей между графитовым или вольфрамовым электродом и изделием. В результате получают наплавленный слой толщиной до 2 мм. Часто электроды изготавливают из наплавочных материалов, которые расплавляются в дуге и переходят на изделие.
Процессы электродугового наплавления в настоящее время широко автоматизированы, для чего создана специальная аппаратура, в которой обеспечена защита наплавляемого слоя от кислорода воздуха, что особенно важно при наплавлении тугоплавких химически активных металлов и соединений.
В процессе наплавления обычно происходит взаимодействие и некоторое перемешивание наплавляемого материала с материалом изделия. Газовое наплавление позволяет избежать сильного перемешивания материалов. Источником тепла служат газовые сварочные горелки. Однако этот метод используется в основном для нанесения легкоплавких покрытий, температура плавления которых ниже 1300 °С.
Плазменное наплавление с применением сыпучих материалов осуществляется по слою материалов, предварительно нанесенному на поверхность изделия или с вдуванием порошка в плазму. Первый способ пригоден для наплавления на плоские поверхности, второй более универсален. Схема установки с вдуванием порошка показана на рис. 17.2.
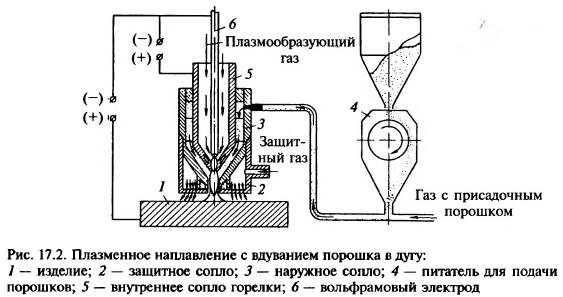
При плазменном наплавлении изделие находится под током в отличие от плазменного капельного напылении. Высокотемпературная плазменная струя создастся двумя электрическими дугами, горящими между вольфрамовым катодом и внутренним соплом и между катодом и изделием. Каждая дуга питается от отдельного источника тока. Горелка имеет три сопла: внутреннее, наружное и защитное. Соответственно имеются три потока газов: центральный плазмообразующий (аргон); поток, несущий порошок (аргон, смесь аргона с 5—10 % H2 и т. д.) и защитный поток (аргон, азот и др.).
Плазменное наплавление с вдуванием порошка позволяет наплавлять разнообразные, в том числе и самые тугоплавкие, материалы. Этот способ дает возможность получать тонкие покрытия (0,25—0,5 мм) при минимальной глубине проплавления металла подложки.
При высокочастотном наплавлении материал покрытия предварительно наносят на поверхность изделия в виде порошка. Затем с помощью индуктора производят его расплавление. Этим методом можно наносить покрытия на тонкостенные детали, не опасаясь их прожогов.
Электронно-лучевой способ наплавления применяют в производстве точной механики и полупроводниковых приборов для нанесения особо тугоплавких веществ на микроповерхности. Установка для электронно-лучевого наплавления обычно состоит из электронной пушки и фокусирующих приспособлений. Наплавление производится в вакууме 1,33 мПа. В месте воздействия электронного луча материал разогревается до 6000 °С. Если во время работы изменять направление луча с помощью специальной отклоняющей системы и пользоваться механизмом для непрерывного перемещения изделия, то технические возможности установки намного расширяются.
Метод погружения
Нанесение покрытий погружением изделия в расплавленный металл широко применяют в технике. Хорошо известны примеры нанесения таким методом олова, цинка, алюминия и других легкоплавких металлов на стали В последние годы уделяется большое внимание применению метода погружения для нанесения покрытий на тугоплавкие металлы и графит.
Для защиты ванны расплавленного металла от окисления его содержат под флюсом, что предотвращает также окисление изделия, помещенного в ванну. Температура и длительность погружения зависят от материала покрытия и изделия. Для защиты расплавленного алюминия используют флюс, состоящий из 47 KCl, 35 NaCl, 14 Na3AlF3 и 6 % AlF3. Расплав цинка можно использовать без флюса. Для процесса нанесения покрытий в расплаве характерно быстрое растворение основного металла, поэтому продолжительность процесса составляет 0,5—5 мин. Столь малая продолжительность сильно ограничивает диффузию металла покрытия в изделие. Поэтому в ряде случаев после нанесения покрытия проводят диффузионный отжиг изделий.