



Формирование пористой структуры графитовых заготовок
Интенсивность и полнота протекания процесса объемного силицирования углеграфитовых изделий в значительной мере обусловлена характером их пористой структуры (величиной общего объема пор, их размерами и конфигурацией, распределением по всему объему изделия, доступностью для проникновения жидкого или парообразного кремния).
К числу основных факторов, влияющих на формирование пористой структуры в углеродных материалах, относят: соотношение между наполнителем и связующим в пресс-порошке, их природу, распределение связующего между частицами при смешении и прессовании, гранулометрический состав наполнителя, давление прессования, вид и количество порообразующих добавок, температуру и продолжительность обжига, наличие дополнительных пропиток с последующим обжигом и температуру графитации.
Для исследования пористой структуры, как правило, используют методы ртутной порометрии и микроскопического анализа. Метод ртутной порометрии позволяет экспериментально установить влияние технологических факторов на суммарную пористость, а также на распределение объема пор по эквивалентным радиусам.
В табл. 10.1 и на рис. 10.1 приведены результаты исследования пористой структуры углеродных материалов, которые использовали при силицировании. Так, углеродные материалы марок ПЭ-65, 2П-1000 и E отличаются один от другого общей пористостью в широком интервале значений.

Как следует из табл. 10.1, наибольшую суммарную пористость имеет графит марки ID 65. Для получения графита с такой пористостью прессовали заготовки из специально приготовленной углеродной шихты, в которую вводили 65 % поваренной соли в качестве порообразующей добавки. В процессе обжига и графитации поваренная соль удалялась, создавая сложный лабиринт пор. Обожженный графит марки 2П-1000 и прессованный естественный графит марки E имеют небольшую суммарную пористость. Размеры пор этих материалов определяли на ртутном поромере.

На рис. 10.1 приведены дифференциальные кривые распределения объема пор по эквивалентным радиусам. Максимумы на кривых показывают, что преобладают поры определенного радиуса. Из кривых следует, что в графите марки ПЭ-65 преобладающие поры имеют эквивалентные радиусы в интервале 8500—9500 нм, а в материале марки 2П-1000 в интервале 7500—8500 нм. Наиболее мелкопористую структуру имеет графит марки Е. В структуре этого материала отсутствуют поры с эквивалентными радиусами более 450 нм, а радиус максимального количества пор находится в пределах 100—450 нм. Размеры пор в графите можно изменять за счет формы и размеров порообразующих добавок при одинаковом процентном соотношении их в шихте. При этом удается получить материалы с одинаковой суммарной пористостью, но с различными размерами пор. Так, графиты марок ПГ-50, ВРС-25 и ВС-25 имеют сходные значения суммарной пористости (52,5—53,4 %). Дифференциальные кривые свидетельствуют о том, что графиты марок ВС-25 и ВРС-25 отличаются более мелкопористой структурой по сравнению с графитом марки ПГ-50 (см. рис. 10.1, б). Так, например, в графите марки ВС-25 отсутствуют поры с эквивалентными радиусами более 15000 нм; в графите марки ВРС-25 нет пор с эквивалентными радиусами более 13500 нм, тогда как в графите марки ПГ-50 образуется некоторый объем пор с эквивалентными радиусами до 23000 нм. Максимум на дифференциальных структурных кривых для графита марки ВРС-25 расположен в области более мелких пор, чем у графитов ПГ-50 и ВС-25. Измельчение порообразующей добавки (поваренной соли) позволило получить графит ВРС-25 более мелкопористым. Суммарная пористость и величина радиусов пор уменьшаются также в результате дополнительной пропитки пеком углеродного материала, подвергнутого обжигу и графитации после повторной пропитки. Исследования пористой структуры обожженного материала APB и графитированного материала марки APB-1 после пропитки, дополнительного обжига и графитации показывают, что как суммарная пористость, так и размеры пор в графите APB-1 значительно меньше. Ta же картина наблюдается и в материалах ПРОГ-2400 и H-101, изготовленных без пропитки пеком, по сравнению с графитом марки H после троекратной пропитки пеком.
Оптимальную пористую структуру углеродных материалов, предназначенных для силицирования, получают, используя метод прессования графитированного порошка в качестве наполнителя и пульвербакелит в качестве связующего.
Макропористая структура углеродных материалов, полученных методом прессования дисперсных композиций со связующим и последующей термообработки, состоит из пор трех групп.
К первой группе относят поры, находящиеся внутри частиц наполнителя (внутричастичные). Их количество, размеры и конфигурация определяются в основном природой исходного материала и способами его обработки.
Вторую группу пор образуют пустоты между частицами отдельных компонентов исходной композиции, так называемые межчастичные поры. Характер этой пористости определяется в основном плотностью упаковки твердых частиц наполнителя.
Третья группа пор получается в результате термического разложения связующего вещества. Характер пористой структуры этой части пор материала также определяется в основном природой связующего и последующей термической обработкой. Надо, однако, заметить, что природа и количество введенного связующего весьма существенно влияют на характер не только пористой структуры кокса, образованного из самого связующего, но и пористой структуры всего материала.
Под действием сил капиллярного давления при условии хорошей смачиваемости твердых углеродистых частиц расплавленное связующее заполняет крупные внутричастичные поры и микротрещины, способствуя образованию более мелких пор в самих частицах.
Под действием тех же сил капиллярного давления и сжимающих усилий при прессовании расплавленное связующее концентрируется вначале в местах контактов твердых частиц, постепенно заполняя и межчастичные промежутки.
Таким образом, возможно несколько характерных случаев образования пористой структуры прессованных углеродных материалов.
В случае, когда весь материал подвержен термическому разложению, следует ожидать образования сравнительно однородной мелкопористой структуры с одним максимумом на дифференциальной структурной кривой распределения объема пор по эквивалентным радиусам, характеризующим преобладающее количество пор в материале. Проведенные на ртутном поромере исследования пористой структуры образца, изготовленного из коксового остатка пульвербакелита (рис. 10.2), показали, что дифференциальная кривая 4 действительно имеет только один максимум, соответствующий преобладающему количеству пор, которые распределяются в интервале эквивалентных радиусов 15—16 нм, а интегральная кривая 3 имеет один перегиб.

Иной характер пористой структуры образца, полученного методом гидростатического прессования смеси коксового остатка пульвербакелита размером частиц 0,1 мм и обожженного пульвербакелита в соотношении 85:15 с последующим обжигом при температуре до 1300 °С. В этом случае интегральная кривая 1 имеет два перегиба, а дифференциальная кривая 2 — два максимума: один в интервале эквивалентных радиусов 32+34 (1000 нм), а второй — 15—16 нм, что свидетельствует о наличии в материале двух видов преобладающих пор. Из рис. 10.2 видно, что левый максимум на кривой 2 соответствует тому же интервалу эквивалентных радиусов преобладающих пор, что и максимум на кривой 4. Это указывает на влияние в обоих случаях внутричастичных пор пульвербакелитового кокса. Связующее, в частности пульвербакелит, при плавлении концентрируется между частицами наполнителя в наиболее узких промежутках, блокируя крупные поры. После прокалки в таком материале формируются поры бутылочного типа с узким входным горлом, размеры которого соответствуют размерам внутричастичных пор пульвербакелитового кокса, и с объемами, соответствующими объемам межчастичных пор.
Для получения искусственного графита применяют различные по природе наполнитель и связующее.
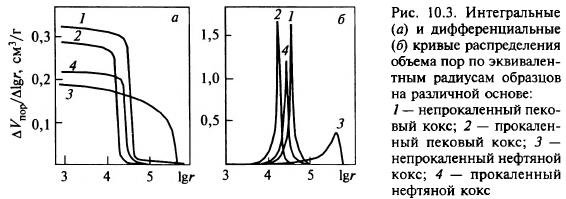
В качестве наполнителя использовали: нефтяной пиролизный кокс (непрокаленный и прокаленный), пековый кокс (непрокаленный и прокаленный), природный чешуйчатый графит и измельченный пирографит (рис. 10.3).
Размер частиц наполнителя и пульвербакелита 0,1 мм. Влияние гранулометрического состава и давления прессования на суммарный объем и размеры рассмотрено ниже в этом разделе. Образцы для исследования готовили следующим образом. Наполнитель (85 %) и связующее (15 %) смешивали в шаровой мельнице (без шаров) в течение 6 ч. Полученный пресс-порошок загружали в эластичную резиновую оболочку, герметически закрывали и помещали в рабочую камеру установки горячего гидростатического прессования. Рабочей жидкостью для создания необходимого давления в камере гидростата служил глицерин. При достижении температуры глицерина 170—200 °С в рабочей камере гидростата создавалось давление 98 Па, при котором прессовали заготовки и выдерживали в течение 30 мин. Отпрессованные заготовки диаметром 40 мм и высотой 200 мм прокаливали в лабораторной печи при 1300 °С. Результаты исследования сведены в табл. 10.2 и представлены интегральными и дифференциальными кривыми распределения объема пор Vпор по эквивалентным радиусам (рис. 10.3).
Анализ данных табл. 10.2 и характера порограмм для нефтяного пиролизного кокса свидетельствует о том, что поры в материале на основе непрокаленного кокса значительно крупнее, чем в материале на основе прокаленного (см. рис. 10.3; кривые 1 и 4). В образцах на основе непрокаленного нефтяного кокса 70 % объема доступных для ртути пор приходится на поры с эквивалентными радиусами более 1000 нм, причем преобладающие поры имеют размер 3550 нм. В образцах же на основе прокаленного нефтяного кокса только 2 % объема пор с эквивалентными радиусами 1000 нм и 95 % объема пор с радиусами (1+3,7)*100 нм (преобладающие поры имеют радиус, равный 280 нм).
Таким образом, при одинаковой суммарной пористости размеры преобладающих пор у образцов на основе непрокаленного кокса в 10—12 раз больше, чем у образцов прокаленного кокса.

Углеграфитовые материалы, полученные на основе непрокаленного нефтяного кокса, имеют более мелкопористую структуру, чем углеродные материалы, полученные на основе прокаленного нефтяного кокса. Однако полученные опытные данные противоречат этому — размеры пор у образцов на основе непрокаленного кокса на порядок больше, чем у образцов на основе прокаленного.
Это противоречие объясняется тем, что обжиг угле графитовых материалов, полученных на основе непрокаленного кокса, проводят обычно при небольших скоростях нагрева, мы же проводили обжиг, нагревая опытные образцы до 1100 °C за 6 ч, что обусловливает появление в объеме материала большого количества макро- и микротрещин, которые проявляются при исследовании пористой структуры в виде крупных пор. На дифференциальных структурных кривых распределения объема пор по эквивалентным радиусам максимум для прокаленного кокса расположен левее максимума для непрокаленного кокса, т. е. в области более мелких пор.
Несколько иной характер изменения пористой структуры наблюдается при использовании в качестве наполнителя пекового кокса. Образцы на основе пекового кокса имеют мелкопористую структуру по сравнению с образцами на основе нефтяного кокса, а размеры преобладающих пор у непрокаленного пекового кокса вдвое больше, чем у прокаленного (355 и 178 нм соответственно).
Более мелкопористая структура образцов на основе пекового кокса по сравнению с образцами на основе нефтяного кокса подтверждается интегральными и дифференциальными кривыми (см. рис. 10.3).
Частицы нефтяного кокса характеризуются наличием крупных пор с плотными стенками и на ртутном поромере при давлении ртути до 7,02 кПа определяются только эти и крупные межчастичные поры. Мелкие внутричастичные поры при относительно низких давлениях ртути при этом не фиксируются. Частицы пекового кокса, в отличие от частиц нефтяного кокса, имеют более рыхлую структуру, состоящую из относительно мелких пор, размеры которых меньше размеров внутричастичных пор нефтяного кокса, но значительно крупнее внутричастичных пор кокса из пульвербакелита, что отражается на интегральной и дифференциальной кривых (см. рис. 10.3). Максимумы на дифференциальных кривых 1 и 2 для пекового кокса (см. рис. 10.3, б) расположены левее соответствующих максимумов кривых 3 и 4 для нефтяного кокса.
Используя в качестве наполнителя пирографит или природный графит, частицы которых практически не имеют крупных внутричастичных пор, можно установить размеры преобладающих межчастичных пор для этих материалов. Интегральная и дифференциальная кривые для этих образцов подобны (рис. 10.4), а преобладающие поры имеют эквивалентные радиусы 3700 нм для пирографита и 410 нм для природного графита.

При сравнении пористых структур нефтяного и пекового коксов, пирографита и природного графита видно, что максимумы на дифференциальных кривых (за исключением непрокаленного нефтяного кокса) находятся в областях эквивалентных радиусов, близких по размерам. Несовпадение кривых, характеризующих пористую структуру образцов, можно объяснить соответствием по размерам некоторого количества внутричастичных пор межчастичным. Таким образом, природа исходного углеродного материала существенно влияет на пористую структуру конечного продукта.
Установлено, что при использовании пекового кокса в качестве наполнителя получен материал с более мелкопористой структурой, чем при использовании нефтяного пиролизного кокса, пирографита и природного графита. Рациональным подбором отдельных компонентов исходной композиции, а также изменением некоторых технологических параметров прессования можно регулировать характер пористой структуры графитовой заготовки в довольно широких пределах как по суммарному объему пор, так и по размерам.

В табл. 10.3 приведены результаты экспериментальных исследований влияния гранулометрического состава исходного углеграфитового порошка на характер пористой структуры прокаленной прессовки.
Образцы были изготовлены из измельченного графита с добавкой в качестве связки 15 мас. % пульвербакелита методом гидростатического прессования при давлении рабочей жидкости 245 Па и температуре подогрева 150 °С с последующим обжигом при 900 С.
При почти одинаковой величине общего объема, занимаемого порами (37—38 %), с увеличением зернистости наблюдается довольно четкая тенденция к преобладанию в обожженной прессовке крупных пор. Так, в мелкозернистых прессовках с исходной дисперсностью 0—0,1 мм преобладают поры с эквивалентными радиусами 1000—5000 нм — их 97 %; в прессовках с исходной зернистостью 0—0,315 и 0—0,5 мм преобладают поры с эквивалентными радиусами 5000—10000 нм, что составляет 74,0 и 54,2 % соответственно; в прессовках крупностью исходной композиции 0—1,0 и 0—2,0 мм преобладают поры с эквивалентными радиусами свыше 30000 нм, составляющие 63,2 и 72,0 %.
В табл. 10.4 приведены данные, характеризующие влияние давления прессования на величину общего объема, занимаемого порами, Vпор, а также на распределение объема пор по эквивалентным радиусам.
Образцы были получены методом гидростатического прессования измельченного графита зернистостью 0—0,1 мм с добавкой в качестве связки 15 % пульвербакелита. Спрессованные заготовки обжигали при температуре 900 °С в инертной среде.
С повышением давления прессования достигается более плотная упаковка частиц материала, вследствие чего увеличивается его плотность и соответственно уменьшается величина объема, занимаемого порами. Как видно из табл. 10.4, подавляющую часть объема занимают поры с эквивалентными радиусами <500—5000 нм. При этом с увеличением давления доля пор с эквивалентными радиусами в интервале 5000—1000 нм уменьшается, а доля пор с эквивалентными радиусами <1000 нм непрерывно увеличивается.
В табл. 10.4 приведены также экспериментальные данные, характеризующие некоторые свойства прессовок, изготовленных при различных удельных давлениях прессования Pпр.

Для увеличения пористости при приготовлении композиции для прессования в нее вводили хлористый аммоний.
В табл. 10.5 приведены результаты экспериментальных исследований влияния добавок хлористого аммония на характер пористой структуры и свойства прокаленных прессовок. К углеграфитовой композиции из смеси графита зернистостью 0—0,315 мм, составляющей 85 мас. %, и пульвербакелита (15 %) добавляли различные количества летучих веществ.

Прессование осуществляли на гидравлическом прессе в глухую матрицу при удельном давлении 20 МПа и температуре подогрева композиции 150 °С.
Как следует из табл. 10.5, повышение количества NH4Cl, введенного в композицию, увеличивает пористость образцов П, снижает их прочность и увеличивает степень пропитки Ппр после силицирования.