



Системы автоматического управления фрезерными станками
Для автоматизации фрезерных станков используются в основном три системы управления: следящие, с цикловым программным управлением (ЦПУ), с числовым программным управлением (ЧПУ).
Следящие системы управления получили широкое распространение для автоматизации копировально-фрезерных станков. В таких системах в качестве программоносителя используются копиры в виде плоских или объемных шаблонов. Общий принцип действия следящих систем основывается на ощупывании путевым датчиком (щупом) поверхности копира с последующей передачей перемещений щупа через промежуточные и исполнительные устройства салазкам, консоли или шпиндельной головке фрезерного станка. При этом подвижный узел станка как бы следит за движениями щупа и повторяет их.
Следящая система управления осуществляется за счет сочетания двух подач: задающей и следящей. Задающей подачей, например, может являться продольное перемещение стола станка, а следящей — поперечное перемещение салазок или вертикальное движение шпиндельной головки. При геометрическом сложении этих движений фреза воспроизводит на обрабатываемой детали форму требуемого контура.
В системах с цикловым программным управлением программоноситель содержит только информацию о цикле и режиме обработки, включающей команды: вперед, вправо, влево, стоп, переключение частоты вращения, подачи и др. Пути перемещения рабочих узлов станка в этом случае задаются с помощью регулируемых кулачков, воздействующих на путевые переключатели. Такая система управления характеризуется сравнительно простой структурой, однако ее технологические возможности ограничены главным образом обработкой плоских, ступенчатых поверхностей и прямоугольных контуров. В качестве программоносителей используются коммутаторные панели и поворотные барабаны со штеккерами.
Для объяснения принципа циклового программного управления рассмотрим вертикально-фрезерный станок (рис. 192, а), оснащенный пультом программы 1 в виде штеккерной панели. На станке также предусмотрены: пульт ручного управления 3 со световой сигнализацией отработки технологических переходов, блоки электроупоров (путевых датчиков) 2 и линейки 4 с регулируемыми кулачками. Для выполнения цикловых команд установлены быстродействующие электромагнитные муфты, выполняющие роль исполнительных элементов автоматики. В любом из автоматических циклов может быть включен гидравлический механизм опускания и подъема стола на 1 мм при ускоренном перемещении стола. При попутном фрезеровании автоматически включается гидромеханизм выбора люфта в резьбовой передаче продольного хода стола. Станок позволяет выполнять обработку деталей сложной формы (объемом до десяти переходов) в автоматическом режиме.
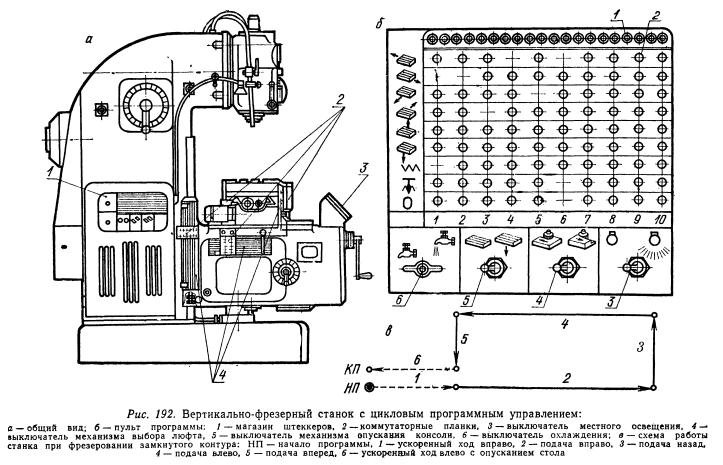
Пульт набора программы (рис. 192, б) состоит из магазина штеккеров, девяти коммутаторных планок с десятью пронумерованными отверстиями в каждой. Слева планки иллюстрированы рисунками возможных команд: «Влево», «Вправо», «Вперед», «Назад», «Вверх», «Вниз», «Ускоренный ход», «Ускоренный ход с опусканием консоли» и «Стоп».
Настройка станка для работы по программе состоит из двух операций: установки штеккеров на пульте программы и расстановки кулачков в Т-образных пазах линеек станка согласно последовательности и продолжительности технологических переходов.
На рис. 192, в приведен пример схемы автоматического цикла работы станка при фрезеровании замкнутого контура, для которого расстановка штеккеров обозначена крестиками на пульте программы.
Аналогичный принцип ЦПУ применен в вертикально-фрезерном станке модели 6Р13Ц (рис. 193), оснащенном автономным пультом 1 набора программы и световой сигнализации отработки цикла. При необходимости на станке можно работать с ручным управлением. Программа автоматической работы задается при помощи штеккерной панели и кулачков, установленных на съемных плитах. Станок оснащен устройством для быстрого закрепления инструментов.
Система числового программного управления станками принципиально отличается от других систем автоматического управления тем, что у нее вся информация о последовательных действиях станка, включающая цикловые команды и пути перемещения подвижных узлов в кодированном виде, сосредоточена в едином программоносителе — карте или ленте. Благодаря возможности задавать программу работы одновременно по двум или трем координатам за неограниченное количество переходов на таких станках можно выполнять обработку деталей сложной конфигурации, включая криволинейные контуры.