



Зубофрезерные станки
Зубофрезерные станки относятся к пятой группе. Их устройство и принцип действия рассмотрим на примере станка модели 5Е32 (рис. 184), предназначенного для нарезания зубьев у цилиндрических колес с прямыми и винтовыми зубьями, а также червячных колес.
С левой стороны чугунной станины 1 коробчатой формы с ребрами жесткости прикреплена задняя стойка 3 с вертикальными направляющими для кронштейна 4. Оправка 6 с заготовкой устанавливается на круглом вращающемся столе 2 и поддерживается кронштейном. По горизонтальным направляющим станины в радиальном направлении в сторону заготовки может перемещаться стойка 12, несущая фрезерный 7 и протяжной 8 суппорты с фрезой, закрепленной в шпинделе фрезерного суппорта. Суппорт по вертикальным направляющим стойки 12 может перемещаться вверх и вниз, его можно повернуть на требуемый угол по круговым направляющим 9. При помощи поперечины 5 осуществляется жесткая связь задней и суппортной стоек, что увеличивает жесткость конструкции станка. Изменение частоты вращения фрезы и стола производится за счет изменения передаточного отношения сменных зубчатых колес гитар 18 и 19.

Для управления станком существуют следующие органы: 10 — рукоятка включения и выключения рабочих подач, 11 — рукоятка выключения подачи при работе с протяжным суппортом, 13 — кнопочная станция, 14 — рукоятка выключения вертикальной подачи фрезерного суппорта, 15 — квадрат для ручного вертикального перемещения фрезерного шпинделя, 16 — квадрат для ручного горизонтального перемещения суппортной стойки, 17 — рукоятка выключения радиальной подачи суппортной стойки.
При фрезеровании цилиндрических и червячных колес на зубофрезерных станках применяются червячные модульные фрезы (рис. 185). Такая фреза представляет собой червяк с прорезанными на нем (под углом и, равным углу подъема винтовой линии витка червяка) продольными канавками для образования режущих кромок. В нормальном сечении зубья фрезы имеют профиль зуборезной рейки.
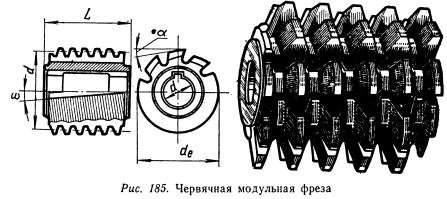
Модуль фрезы при нарезании цилиндрических колес с прямыми зубьями должен соответствовать модулю нарезаемого колеса, а при нарезании тех же колес с винтовыми зубьями он должен быть равен модулю зубчатого колеса в нормальном сечении. Все червячные модульные фрезы изготавливаются с затылованными зубьями и для сохранения постоянства профиля и величины заднего угла перетачиваются только по передней поверхности. По конструкции они бывают цельные и сборные, а по числу заходов — однозаходние и многозаходние. Однозаходние фрезы обеспечивают высокую точность обработки и поэтому обычно применяются для чистовых работ, многозаходние, обладающие наибольшей производительностью, — для черновых работ (предварительное нарезание).
Главный задний угол а у вершины зубьев фрез обычно равен 10...12°, а вспомогательные задние углы на боковых поверхностях — около 3...4°. Передний угол у фрез, предназначенных для чистовых работ, берется равным нулю, а черновых фрез — 5...10°.
Закрепление червячных модульных фрез производится на оправке, установленной в шпинделе станка. Ось фрезы в зависимости от направления винтовой линии (правое, левое) должна быть повернута на величину угла подъема винтовой линии фрезы в круговых направляющих станка. Червячной модульной фрезой можно нарезать цилиндрические зубчатые колеса разных диаметров одного и того же модуля с любым числом зубьев.
Нарезание зубьев зубчатых колес червячными модульными фрезами на зубофрезерных станках производится по методу обкатки. Сущность этого метода заключается в том, что зубья на заготовке колеса образуются при совместном согласованном вращении червячной фрезы и заготовки и одновременном вертикальном перемещении фрезы вдоль оси колеса (рис. 186, а). Так, при повороте однозаходней фрезы 2 на один оборот заготовка 1 должна повернуться на величину шага или на один зуб. Следовательно, движение фрезы и заготовки в процессе обкатки подобно совместному вращению червяка и червячного колеса. Эвольвентный профиль каждого зуба получается в результате того, что прямолинейные боковые режущие кромки червячной фрезы поочередно касаются нарезаемого зуба. При этом каждая из точек соприкосновения режущей кромки с нарезаемым зубом принадлежит эвольвенте. На рис. 186,б тонкими линиями изображены следы последовательного положения зубьев фрезы относительно впадины одного зуба зубчатого колеса, а жирной линией показан профиль впадины.

Для согласования вращения фрезы и заготовки служит гитара деления со сменными колесами, с помощью которых обеспечивается непрерывный процесс фрезерования колес с различным числом зубьев.
Кроме вращения фрезы и заготовки, необходимо осуществить вертикальную подачу перемещения фрезы вдоль оси заготовки. Это достигается за счет настройки гитары вертикальной подачи. Сменные колеса гитары частот вращения шпинделя, гитары деления для согласованного вращения фрезы и заготовки, гитары вертикальной подачи выбираются по таблицам паспорта станка.
После того как. будут установлены сменные колеса гитары частот вращения шпинделя, деления и вертикальной подачи, фрезу закрепляют в шпинделе на оправке, заготовку с оправкой — на круглом столе. Затем опускают фрезу со шпинделем по вертикальным направляющим суппортной стойки так, чтобы она находилась против заготовки. Перемещением суппортной стойки в горизонтальном направлении подводят фрезу до касания с заготовкой, снова отводят суппорт с фрезой в верхнее положение и по лимбу горизонтальной подачи суппортной стойки устанавливают глубину резания, равную 2,25m. После этого включают вращение шпинделя, вертикальную подачу супрорта и производят фрезерование зубчатого колеса.