



Рационализация технологических процессов и сокращение времени на обработку
Современное производство является сложным комплексом действий множества людей. Поэтому соблюдение установленного порядка на предприятии, в том числе и технологического процесса, является законом производства. Нарушение его ведет к появлению массового брака, снижению качества продукции и большим материальным потерям.
Вместе с тем технологический процесс не является чем-то раз и навсегда данным. Его необходимо постоянно улучшать на базе достижений науки, техники и массового творчества рабочих и инженерно-технических работников.
Для привлечения широких масс трудящихся к участию в совершенствовании технологических процессов на каждом предприятии имеются отделы или бюро по рационализации и изобретательству.
Предлагаемые усовершенствования оформляются в виде рационализаторских предложений и после рассмотрения, экспериментальной проверки и одобрения вносятся в технологическую документацию.
Наиболее существенным показателем эффективности производственного процесса является уровень производительности труда, повышение которого достигается снижением времени на обработку.
Время, расходуемое на выполнение технологической операции, состоит из двух основных частей — основного и вспомогательного времени.
Так, при работе на металлорежущих станках основное время расходуется непосредственно на процесс резания, вспомогательное — затрачивается на действия, обеспечивающие осуществление процесса резания: на установку, выверку и снятие обрабатываемой заготовки, управление станком, установку глубины резания, измерения и другие действия, повторяющиеся при обработке каждой детали.
Кроме того, в течение рабочей смены фрезеровщик расходует время на замену затупившейся фрезы, регулировку, наладку и смазку станка, получение задания, заготовок, ознакомление с чертежом, технологической картой, получение и сдачу инструментов, предъявление готовых деталей на проверку, приведение в порядок рабочего места и др. Все эти затраты, связанные с организационным и техническим обслуживанием рабочего места, в виде составной части также включаются в нормируемое время обработки каждой детали.
Рассмотрим основные пути сокращения времени обработки деталей на фрезерных станках.
Сокращение основного времени. Из ранее приведенной формулы (59) видно, что основное время может быть уменьшено за счет уменьшения расчетной длины обработки и числа проходов, а также при увеличении минутной подачи и количества одновременно обрабатываемых заготовок.
Расчетная длина обработки L (см. рис. 174) является суммой длины обрабатываемой поверхности l в направлении подачи, величины врезания фрезы в заготовку l1 и перебега l2. Следовательно, при обработке плоскостей, когда фрезеровщику предоставляется возможность выбора -направления фрезерования, его целесообразно осуществлять вдоль более короткой стороны детали. Что же касается величины врезания и перебега, приходящихся на одну деталь, то они могут быть сокращены при последовательном фрезеровании нескольких заготовок, одновременно закрепленных в приспособлении.
Количество проходов и минутная подача зависят от принятого режима резания. Поэтому выбор рационального режима резания, позволяющего наиболее полно использовать возможности фрезы и станка, способствует сокращению основного времени..
Существенное значение для повышения производительности обработки имеет совмещение основного времени при одновременной обработке нескольких деталей или поверхностей. В первом случае это достигается применением многоместных приспособлений, в которых заготовки закрепляются параллельными рядами, во втором — использованием набора фрез при работах на горизонтальнофрезерных станках.
Сокращение вспомогательного времени. На выполнение действий, связанных с установкой заготовок, управлением станком и измерениями расходуется до 30...40 % общего времени обработки. Если к тому же учесть, что эти действия при универсальных работах на фрезерных станках осуществляются преимущественно вручную, то станет очевидным актуальность мероприятий по сокращению вспомогательного времени и облегчению физического труда рабочего. С этой целью для фрезерных работ в серийном и особенно в массовом производствах получили распространение: приспособления с механизированными приводами зажима заготовок, различные системы автоматизации управления станков и их многостаночное обслуживание.
Механизированные силовые приводы делятся на: пневматические, гидравлические и пневмо-гидравлические.
В пневмоприводах используется принцип передачи усилия с помощью сжатого воздуха, подводимого к рабочим местам от централизованной воздушной сети предприятия. В этом заключается их существенное достоинство. Пример такого привода к станочным тискам был рассмотрен ранее.
В гидроприводах роль передающего элемента выполняет масло под давлением в несколько десятков атмосфер, поступающее в гидроцилиндр поршневого типа от насоса через соединительные шланги и аппаратуру управления. Несжимаемость масла и его высокое давление позволяют создавать компактные конструкции приспособлений со встроенными в лих малогабаритными гидроцилиндрами. Однако необходимость оснащения каждого рабочего места индивидуальным гидроагрегатом несколько ограничивает применение гидроприводов в станочных приспособлениях. Поэтому более широкое распространение получили пневмогидравлические приводы, которые способны преобразовывать низкое давление сжатого воздуха из заводской сети в высокое давление масла, направляемого в рабочие гидроцилйндры.
Принципиальная схема пневмогидравлического привода, собранного в общем блоке с рабочим цилиндром, приведена на рис. 175, а. При открытом распределительном кране 1 сжатый воздух из сети, воздействуя на поршень 2 пневмоцилиндра, перемещает его совместно с плунжером 3 гидроусилителя 4 влево. Благодаря значительной разности диаметров поршня и плунжера в гидросистеме развивается высокое давление масла, которое, действуя на поршень 5 рабочего цилиндра, осуществляет зажим заготовки в приспособлении посредством штока 6. После переключения распределительного крана воздух из пневмоцилиндра уходит в атмосферу и система возвращается в исходное положение под действием пружин 7 и 8.
Пневмогидравлический силовой привод используют, например, для закрепления заготовки прихватами на столе фрезерного станка (рис. 175, б). Под давлением масла поршень 4 гидроцилиндра перемещается вверх и ввернутой в него сферической вставкой 2 поворачивает прихват 1, который закрепляет заготовку. После отключения силового привода разжим заготовки осуществляется пружиной 3.

Существенным резервом повышения производительности фрезерной обработки является сокращение времени выполнения ручных действий, связанных с управлением станком. Эта задача успешно решатся автоматизацией станков, при которой функции их управления передаются элементам автоматики. Для этой цели применяются различные системы автоматического управления.
Сокращение вспомогательного времени достигается также при использовании позиционного фрезерования (см. рис. 73) и многостаночным обслуживанием станков. Организация многостаночной работы возможна при определенном соотношении машинного и ручного времени, когда время машинной работы одного станка перекрывает время ручных действий на остальных одновременно обслуживаемых станках.
Сокращение прочих затрат времени. Как отмечалось, сюда относится время на наладку и уборку станка, организационное и техническое обслуживание рабочего места. Эти затраты составляют значительную часть общего времени обработки, особенно в единичном и мелкосерийном производствах, которые характеризуются большой и часто изменяющейся номенклатурой изделий.
Время наладки станков, приходящееся на одну деталь, может быть уменьшено за счет увеличения партии обрабатываемых деталей, что достигается организацией в таких производствах группового метода обработки. Сущность его заключается в том, что все детали, обрабатываемые в данном цехе, разделяются на технологически однородные группы аналогично ранее приведенной классификации. Из группы выделяется так называемая комплексная деталь, для которой разрабатывается типовой технологический процесс, пригодный для всех деталей данной группы. При этом каждый станок снабжается групповой оснасткой, которая позволяет за счет небольшой переналадки и регулировки приспособления, частичной замены инструментов сравнительно быстро переходить от обработки одной партии деталей к другой.
Так как при групповом методе сводная партия, состоящая из мелких партий различных деталей, получается большой, то в этих условиях становится экономически выгодно применять быстродействующие зажимные приспособления с силовыми приводами, многоинструментальные наладки, бесподналадочные наборы фрез для обработки сложных фасонных поверхностей, не нуждающиеся в размерной регулировке на станке, и др.
Сокращению количества необходимой оснастки при групповом методе обработки способствует применение универсально-наладочных (УНП) и универсально-сборочных (УСП) приспособлений.
Универсально-наладочными называются приспособления, в которых путем несложной переналадки можно устанавливать и закреплять различные заготовки одного технологического класса.
Для серийного производства характерно применение универсально-наладочных приспособлений с механизированным приводом. С этой целью промышленностью выпускаются универсально-наладочные поворотные тиски со сменными наладками к ним. Такие тиски (рис. 176, а) состоят из основания 1, корпуса 2 со встроенным силовым приводом и двух плит — неподвижной 4 и подвижной 5, на которых закрепляются губки тисков. На рабочие поверхности губок могут устанавливаться сменные наладки соответственно форме обрабатываемых заготовок. Требуемый раствор губок регулируется вручную перекидной рукояткой 3, а управление силовым приводом осуществляется поворотом рукоятки 6 распределительного крана.

Значительный интерес представляет система групповых поточных линий, оснащаемых типовыми переналаживаемыми приспособлениями, состоящими из базовых столов и сменных наладок. В комплект наладки входят: подвижные и неподвижные губки, прихваты разной формы, упоры, планки, шпонки и др. В базовый стол вмонтированы 15 малогабаритных гидроцилиндров, которые приводятся в действие от пневмогидравлического силового привода. Штоки поршней гидроцилиндров могут соединяться с тягами подвижных элементов наладок при помощи переходных резьбовых вставок. Пример использования такого приспособления для фрезерования торцов у комплекта длинных планок 4 показан на рис. 176, б. На базовом столе 1 смонтирована неподвижная губка 2 и подвижная 3. Свободный конец планок опирается на кронштейн 5, прикрепленный к боковой поверхности базового стола.
В единичном и мелкосерийном производствах, характеризующихся большой и редко повторяющейся номенклатурой изделий, получила применение система универсально-сборочных приспособлений. Такая система представляет собой набор различных групп деталей и узлов, из которых в короткий срок можно собирать разнообразные одно- и многоместные специальные приспособления для обработки сложных по форме заготовок.
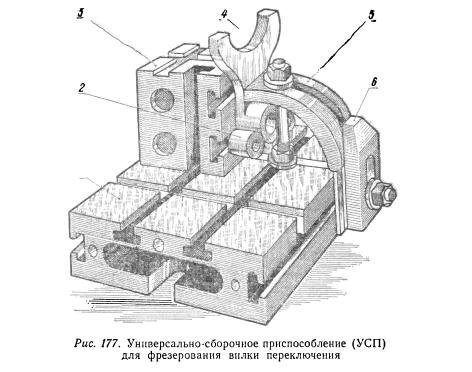
Так, универсально-сборочное приспособление для фрезерования вилки переключения 4 (рис. 177) состоит из ряда типовых деталей: базовой плиты 1 и прямоугольной опоры 3, составляющих корпус приспособления, трех круглых опор 2 — две внизу и одна сбоку детали (на рисунке закрыта прихватом), плоского 6 и сегментного 5 прихватов и крепежных деталей.
Большое значение для сокращения прочих затрат времени на обработку имеет правильная организация обслуживания рабочих мест: доставка к ним заготовок и технологической оснастки подсобными рабочими, заблаговременное ознакомление фрезеровщика с производственным заданием на следующий день или на несколько дней вперед, обеспечение рабочих мест необходимым количеством инструментов и приспособлений постоянного пользования, оснащение рабочих мест пультами световой сигнализации для вызова обслуживающего персонала и т. д.
He менее важным являются вопросы технологичности конструкции самой детали. Нередко встречаются детали, трудоемкость обработки которых намного увеличена вследствие неувязки способа простановки размеров с предполагаемыми технологическими базами, нетехнологичной формой пазов, уступов, фасонных поверхностей и контуров, неоправданного завышения точности размеров и количества обрабатываемых поверхностей и др. В этих случаях творческая мысль фрезеровщика может оказать неоценимую помощь производству в деле снижения трудовых затрат на изготовление продукции.
Приведенные способы сокращения времени на обработку не являются исчерпывающими. Каждый фрезеровщик, анализируя конкретные условия работы, может найти много других решений, способствующих повышению производительности труда.