



Фрезерование прямозубых цилиндрических колес
Элементы зубчатого колеса. Боковые стороны профиля зубьев изготавливаются по кривой, называемой эвольвентой.
В зубчатом колесе различают окружности выступов, впадин и делительную (рис.130).
Окружностью выступов называется окружность, описанная из центра колеса и проходящая по выступам зубьев. Окружность впадин описывается из центра колеса и проходит по основанию впадин. В делительной окружности шаг и угол зацепления зубчатого колеса соответственно равны теоретическому шагу и углу зацепления исходной (зуборезной) рейки. Она делит высоту зуба на две неравные части (головку и ножку).

Шагом зубчатого колеса называется расстояние, измеренное между одноименными боковыми поверхностями двух смежных зубьев по дуге делительной окружности. Эта величина измеряется в мм и определяется по формуле

где Pt — шаг колеса; d — диаметр делитедьной окружности; z — число зубьев колеса; п — постоянное число, равное 3,14.
Основной характеристикой зубчатого колеса является модуль. Модулем называется часть диаметра делительной окружности, приходящаяся на один зуб колеса, мм.
Модуль численно равен отношению диаметра делительной окружности к числу зубьев колеса

Использовав формулу (22), можно выразить шаг через модуль

Таким образом, модуль можно определить, разделив шаг колеса на постоянное число п = 3,14.
Зуб колеса состоит из головки и ножки. Высотой головки зуба ha называется расстояние, измеренное по радиусу между делительной окружностью и окружностью выступов. Эта величина численно равна модулю (мм)

Высота ножки зуба hf — это расстояние, измеренное по радиусу между диаметром делительной окружности и окружностью впадин. Она численно равна 1,25m (мм)

Полная высота зуба h (мм) равна

Длина дуги, измеренная по делительной окружности между боковыми сторонами профиля зуба, называется толщиной зуба S (мм) и определяется по формуле

Зная число зубьев колеса и его модуль, можно определить диаметр окружности выступов

Соотношения между элементами зубчатого колеса приведены в таблице 9.

Фрезерование зубчатых колес. Зубчатые колеса должны работать плавно, бесшумно, равномерно вращаясь и сохраняя постоянство передаточного отношения передачи. Эти требования определяются и устанавливаются в зависимости от условий эксплуатация зубчатых колес. Для обеспечения этих качеств они должны быть изготовлены согласно техническим условиям рабочего чертежа. Особое внимание должно быть обращено на допускаемые биения диаметра делительной окружности и толщину зуба, допуск на изготовление которых, в зависимости от степени точности, указывается на чертеже.
Существуют два метода нарезания зубчатых колес обкаткой и копированием. Методом обкатки нарезают колеса на зубофрезерных станках. Он основан на воспроизведении движений червячной передачи, у которой червяк в виде фрезы является режущим инструментом, а сопрягаемое колесо — нарезаемой заготовкой. Для нарезания зубчатых колес методом обкатки служат червячные модульные фрезы.
Сущность метода копирования состоит в том, что режущим инструментом — дисковой модульной фрезой последовательно нарезают впадины зубчатого колеса. Профиль впадин зубьев в точности соответствует профилю режущего инструмента.

Режущий инструмент. Для фрезерования цилиндрических зубчатых колес методом копирования на консольно-фрезерных станках используют дисковые модульные фрезы (рис. 131), которые представляют собой фасонную фрезу с затылованными зубьями. Профиль режущих кромок таких фрез должен соответствовать профилю впадин нарезаемого колеса. Они изготавливаются из быстрорежущих сталей марок Р6М5, Р6М5К5 и подразделяются на фрезы для предварительного нарезания (черновые) и окончательного (чистовые). У черновых фрез для облегчения условий резания передний угол у принимают равным 8...10°, у чистовых он равен нулю. Значение задних углов для всех видов фрез принимают равным 15°, что соответствует величине вспомогательных задних углов на боковых сторонах зубьев не менее 3°. По конструкции дисковые модульные фрезы бывают цельные и сборные (для модулей свыше 8). Чтобы сохранить профиль зуба, перетачивают их только по передней поверхности.
Фрезы выбираются в зависимости от величины модуля и числа зубьев нарезаемого колеса. Так как у двух зубчатых колес одного и того же модуля, но с разным числом зубьев форма впадины не одинакова, то для каждого модуля нарезаемых колес требуется столько фрез, сколько различных чисел зубьев нужно нарезать.
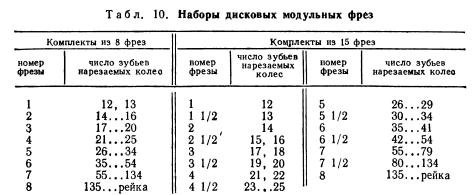
Для сокращения номенклатуры фрез их изготавливают наборами (см. табл. 10). Комплект из 8 фрез применяется для нарезания зубьев колес с модулем до 8 мм, из 15 — для колес с модулем 9...16 мм и из 26 — для колес с модулем свыше 16 мм.
На каждой фрезе комплекта на торцовой поверхности указано, из какого материала она сделана, нарезаемый модуль колеса, номер фрезы из комплекта и количество нарезаемых зубьев данной фрезой.
Установка и закрепление заготовок и фрезы. Заготовки зубчатых колес, имеющие цилиндрические отверстия, закрепляют на конических или цилиндрических оправках, а со шлицевыми отверстиями внутри — на шлицевых оправках, в центрах делительной головки и задней бабки.
Перед установкой заготовки в центрах делительной головки необходимо проверить соосность осей центров шпинделя и задней бабки в горизонтальной плоскости и их параллельность относительно направления продольной подачи фрезерного станка. Это производится с помощью цилиндрической оправки и индикатора или штангенрейсмаса.
Дисковую модульную фрезу следует закрепить на центровой оправке по возможности ближе к шпинделю станка, ее свободный конец вставить в подшипник подвески.
Для обеспечения симметричного расположения нарезаемых зубьев к диаметральной плоскости обрабатываемого колеса ось профиля зубьев модульной фрезы также должна совместиться с осью заготовки. Предварительно это можно выполнить по вершинам центров делительной головки или задней бабки. Для окончательной выверки фрезы относительно оси заготовки можно воспользоваться следующим способом. Пробным проходом предварительно нарезают одну впадину. Затем снимают оправку с заготовкой и, повернув ее другой стороной, закрепляют в центрах, вводят зубья фрезы в обработанную впадину. При правильной установке заготовки зубья фрезы и впадины колеса должны совместиться.
Установка заготовки на конической центровой оправке в центрах делительной головки и задней бабки (рис. 132, а) производится следующим образом. На цилиндрическую часть центра 3, вставленного в шпиндель делительной головки, надевают поводковый хомутик 5, который через отогнутый хомутик 4, скрепленный с оправкой 1 и заготовкой 2, передает заготовке вращательное движение от шпинделя при повороте ее на расчетную часть окружности.
В тех случаях, когда требуется нарезать зубчатое колесо большего диаметра, чем допускает высота оси шпинделя делительной головки над столом станка, оно может быть закреплено на концевой оправке или в патроне с вертикальным положением оси шпинделя делительной головки (рис. 132, б).

Во всех случаях после закрепления заготовки следует обязательно проверить радиальное биение ее поверхности. Оно, как правило, не должно превышать 0,03 мм.
Режим фрезерования. В зависимости от величины модуля нарезаемого колеса и требуемой шероховатости боковых сторон зубьев фрезеровать каждую впадину можно за один или несколько проходов. Когда модуль колеса не превышает 3 мм, глубину фрезерования устанавливают из расчета t=2,25m. При фрезеровании каждой впадины за несколько проходов припуск на чистовой проход не должен превышать 0,2 мм на сторону.
Учитывая довольно трудные условия работы дисковых модельных фрез, их высокую стоимость, следует устанавливать подачу на зуб не более 0,05 мм/зуб, а скорость резания — 15...20 м/мин. По принятой скорости резания определяют частоту вращения фрезы в минуту и минутную подачу, на которые настраивают станок.
Приемы и способы фрезерования зубьев. До начала фрезерования необходимо определить число оборотов рукоятки УДГ, выбрать требуемую окружность с отверстиями на боковом делительном диске, настроить его сектор и в отверстие выбранной окружности вставить фиксатор рукоятки. Включив вращение шпинделя, рукояткой продольной и вертикальной подач стола подводят заготовку до легкого соприкосновения ее наивысшей точки с фрезой. После этого продольной подачей отводят стол с заготовкой из-под фрезы, лимбовое кольцо вертикальной подачи устанавливают на нулевое деление и поднимают стол на глубину резания, равную 2,25m (при фрезеровании за один проход). Затем стопорят консоль на станине, перемещают стол с заготовкой до фрезы, производят врезание, включают продольную механическую подачу и фрезеруют первую впадину на необходимую длину. После этого выключают вращение фрезы, возвращают стол в первоначальное положение, освобождают шпиндель делительной головки, вращением рукоятки относительно бокового делительного диска поворачивают заготовку на необходимое число оборотов (или части оборота), снова закрепляют шпиндель и обрабатывают вторую и последующие впадины колеса.
После фрезерования первых двух впадин рекомендуется проверить толщину зуба и при необходимости произвести корректировку размеров.
Контроль элементов зубчатых колес. Обычно у зубчатых колес, обрабатываемых на универсально-фрезерных станках дисковыми модульными фрезами (в случае, если точность их изготовления не превышает 9...11 степени точности), достаточно проверить толщину зуба по постоянной хорде и радиальное биение профиля зубьев.

Толщину зуба с точностью измерения 0,02 мм проверяют- кромочным штангензубомером (рис. 133, а). Он состоит из двух взаимно перпендикулярных штанг 1 и 9, на которые нанесены деления в миллиметрах, рамок 3 и 7 с нониусами. Нониус и рамка 7 связаны с губкой 6, а нониус и рамка 3 — с высотной линейкой 5. Точную установку нониуса на размер производят с навинчиванием гаек 2 и 8 на микрометрические винты, связанные с рамками 3 и 7.
Для измерения толщины зуба штангензубомером по постоянной хорде необходимо рассчитать высоту от вершины зуба колеса до постоянной хорды по формуле

и установить высотную линейку штангензубомера на этот размер.
Толщина зуба по постоянной хорде определяется по формуле

Чтобы измерить толщину зуба, ребро высотной линейки устанавливают на его выступ и при помощи губок 4 и 6 измеряют его толщину. По разности между полученной величиной и расчетной или заданной чертежом (с учетом проставленных отклонений) судят о правильности размера.
Важным показателем годности зубчатого колеса является радиальное биение профиля зубьев в пределах допустимой нормы. При наличии биения нарушается нормальная работа зубчатой передачи и нередко по этой причине происходит поломка механизма. Величина радиального биения профиля зубьев обрабатываемого колеса зависит от многих причин, основными из которых являются: биение оправки, на котором закреплена заготовка, биение переднего центра шпинделя делительной головки.
В условиях единичного производства радиальное биение профиля зубьев на делительной окружности измеряется индикатором с использованием стального шлифованного цилиндрического ролика (рис. 133, б). Зубчатое колесо 1 закрепляется на оправке 2, в центрах 3 и 7 приспособления или делительной головки и задней бабки. Ролик 6, диаметр которого принимается равным 1,475т, размещают во впадине зубьев колеса. Измерительным штифтом индикатора 5, закрепленного на стойке 4 и установленного на столе контрольного приспособления или станка, касаются (с небольшим натягом) ролика. Поворачивают зубчатое колесо с оправкой в центрах и по отклонению стрелки индикатора определяют наивысшую точку ролика, который затем помещают в соседнюю впадину и поворачивают колесо до тех пор, пока стрелка индикатора не покажет его наивысшую точку во второй впадине. Обычно ролик размещают в четырех, расположенных в диаметральных плоскостях, впадинах. По разности отклонений стрелки индикатора определяют радиальное биение профиля зубьев на делительной окружности.
Виды и причины брака. При фрезеровании зубчатых колес могут быть допущены следующие виды брака:
1. Количество зубьев нарезанного колеса оказалось больше или меньше заданного, причиной чего является ошибка при расчете числа оборотов рукоятки или при делении.
2. Неравномерный шаг зубьев с разной их толщиной, что бывает из-за небрежности фрезеровщика при отсчете числа промежутков по диску, из-за неумения пользоваться раздвижным сектором или если при делении вращение рукоятки УДГ производилось в разных направлениях.
3. Неправильная высота и толщина зуба, что происходит из-за ошибки при установке глубины фрезерования или если лимбовое кольцо не обеспечивает точность отсчета.
4. Профиль зубьев несимметричен относительно диаметральной плоскости, что бывает, если не произведена установка фрезы по центру шпиндели делительной головки.
5. Размеры зубьев по толщине, высоте и шагу не соответствуют требованиям чертежа вследствие неверного выбора фрезы номера из комплекта или по модулю.
6. Завышенная шероховатость боковых сторон профиля, что происходит при работе затупившейся фрезой или если принята большая подача на зуб.
7. Биение диаметра делительной окружности, причиной которого является биение центра делительной головки или оправки, на котором закреплена заготовка.