



Консольно-фрезерные станки 2-го и 3-го размеров
Общие сведения. Консольно-фрезерные станки моделей 6Р82, 6Р82Г и 6Р12 относятся к станкам 2-го размера, а моделей 6Р83, 6Р83Г и 6Р13 — к станкам 3-го размера (см. табл. 7). На их базе созданы широкоуниверсальные станки моделей 6Р82Ш и 6Р83Ш. Все они по основным узлам и механизмам унифицированы и изготавливаются на Горьковском заводе фрезерных станков.
Консольно-фрезерные станки серии «Р» являются более совершенными моделями по сравнению с ранее изготавливаемыми станками серии «М». Они обладают повышенной жесткостью и виброустойчивостью; в них повышена надежность работы электрооборудования; смазка направляющих консоли и узла «стол-салазки» осуществляется централизованно — от плунжерного насоса; улучшена общая система смазки подшипников.
Новые станки имеют совершенные формы, отвечающие современным требованиям технической эстетики.

Для удобства управления и сокращения затрат вспомогательного времени в станках переключение частоты вращения шпинделя и подач стола производится однорукояточными механизмами. Для этой же цели панели управления электродвигателями главного движения и подачи, а также рукоятки включения поперечных, вертикальных и продольных подач стола сдублированы и расположены спереди и сбоку станка, В этих станках имеются устройства для осуществления быстрых перемещений стола и торможения вращения шпинделя электродинамическим способом.
Мощный электродвигатель главного движения, большой диапазон изменения частоты вращения шпинделя и минутных подач стола, наличие устройства для ускоренных перемещений стола во всех трех направлениях позволяют использовать эти станки при выполнении разнообразных работ в условиях единичного и серийного производства, а наличие устройств, предназначенных для настройки их на автоматический цикл работы, определяет их применение для выполнения операционных работ в массовом производстве.
На рис. 113 показан общий вид и органы управления вертикально-фрезерного станка с поворотной шпиндельной головкой модели 6Р12П.
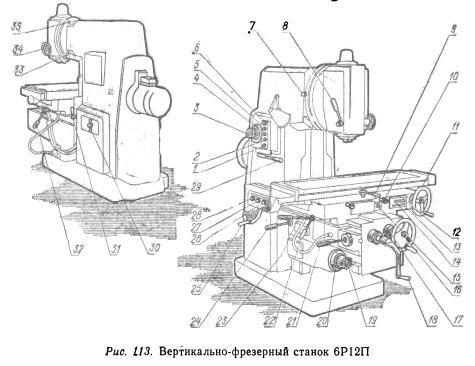
С левой стороны станины расположены переключатели: включения электросети 28, изменения направления вращения шпинделя 26, включения насоса охлаждения 27.
Включение электродвигателей станка может производиться двумя кнопочными станциями, расположенными на крышке коробки переключения частоты вращения шпинделя и спереди салазок стола.
Включение вращения шпинделя производится при помощи кнопок 1 или 14, а его выключение — кнопками 2 или 13.
Стол станка может иметь быстрые перемещения во всех трех направлениях при нажатии на кнопки 4 или 12.
Поворотом рукоятки 29 влево до отказа и лимба 3 с указателем частоты вращения шпинделя относительно стрелки указателя с последующим поворотом рукоятки 29 вправо в исходное положение устанавливают необходимую частоту вращения шпинделя.
При нажатии на кнопку 5 происходит кратковременное включение вращения шпинделя станка для обеспечения сцепления зубьев колес коробки скоростей.
Головка со шпинделем может быть повернута в любую сторону на угол ±45° рукояткой за шестигранник 7 и закреплена со станиной зажимами 33 и 35.
Шпиндель с гильзой может перемещаться в головке поворотом маховичка 34 и закрепляться рукояткой 8.
Переключение минутных подач стола производится вытягиванием на себя до отказа барабана с грибком 19 с последующим его поворотом вместе с лимбом 20 относительно стрелки указателя на неподвижной части коробки переключения подач. После установки необходимой минутной подачи стола барабан с грибком устанавливают в первоначальное положение.
Рукоятками 9 и 23 включают механические продольные подачи стола, а рукоятками 21 и 24 — вертикальные и поперечные подачи.
Вращением маховичков 11 или 25 перемещают стол вручную. Перемещение стола в вертикальном направлении производят рукояткой 18, а в поперечном — маховичком 16 (ведя отсчет по лимбу 17).
Рукоятками 22 или 32 закрепляют салазки стола на направляющих консоли, а 31 — консоль со станиной. Винтом 10 стол может быть закреплен неподвижно в его направляющих.
Поворотом переключателя 30 в соответствующее положение стол станка может быть настроен на автоматическое, ручное управление или механическую подачу круглого поворотного стола. Если утопить и повернуть отверткой переключатель 15, то стол станка может быть настроен на автоматические циклы перемещения.
Кнопкой 6 включается осветительная лампа местного освещения.
Горизонтально-фрезерные станки по своей конструкции аналогичны вертикально-фрезерным с той лишь разницей, что шпиндель в них расположен горизонтально, в направляющих станины, в ее верхней части устанавливается хобот с подвеской.
Кинематическая схема станков 2-го размера. Полная кинематическая схема станка 6Р82 (рис. 114) состоит из цепи главного движения от электродвигателя к шпинделю, цепи подач от электродвигателя подач к столу и цепи быстрого хода стола.
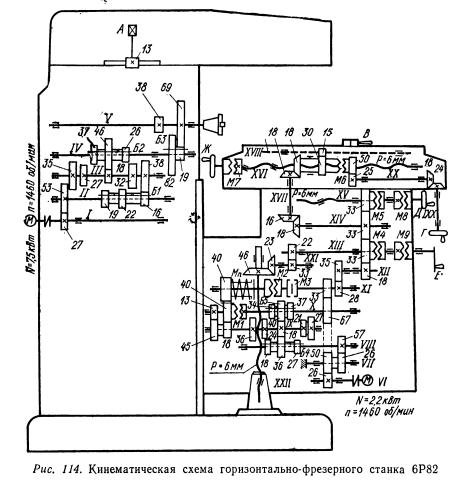
Цепь главного движения. От фланцевого электродвигателя мощностью 7,5 кВт и частотой вращения 1460 об/мин через упругую муфту получает вращение вал I коробки скоростей. Через зубчатые колеса 27 и 53 вращение передается на вал II. Наличие тройного блока Б1 на валу II позволяет передать через передачи 16—38, 22—32 или 19—35 на вал III три различные частоты вращения.
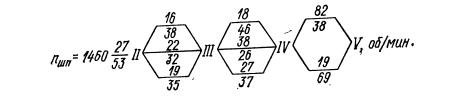
На валу IV расположены два подвижных блока Б2 и Б3. С вала III на вал IV движение может быть передано через передачи 18—46, 27—37 или 38—26 тремя различными способами. Следовательно, вал IV от вала I может получить девять различных частот вращения. Через передачи 19—69 и 82—38 шпиндель V от электродвигателя может получить 18 различных частот вращения с диапазоном регулирования 31,5.,.1600 об/мин.
Структурная формула привода главного движения для определения частот вращения шпинделя будет иметь следующий вид.
В фрезерных станках рассматриваемое размеров переключение частот вращения шпинделя производится от самостоятельного механизма, встроенного в корпус станины с ее левой стороны (см. рис. 115). На его корпусе расположен пластмассовый лимб 4, на который нанесены значения всех 18 частот вращения шпинделя, и стрелка-указатель 5.
Коробка переключения частот позволяет выбирать требуемую частоту вращения шпинделя без последовательного прохождения промежуточных ступеней.

Рассмотрим взаимодействие механизма переключения частот вращения шпинделя. При повороте рукоятки 1 влево до отказа поворачивается зубчатый сектор 2, -закрепленный на оси рукоятки. Он перемещает рейку 3 совместно с вилкой 15 и втулкой 9, закрепленной на валу 6, и диск 14 вправо. При этом штифты реек 12 и 13 выйдут из отверстий диска 14. Если повернуть лимб, то через конические шестерни 7 и 8 одновременно повернется и диск с отверстиями, каждое из которых соответствует положению блоков Б1, Б2 и Б3 для определенных частот вращения шпинделя. При повороте рукоятки 1 вправо через реечную передачу, вилку 15 и втулку 9 диск 14 будет перемещаться влево. При этом те штифты реек 12 или 13, которые не вошли в отверстия диска, через реечную шестерню 11 переместят рейку 12 влево, а рейку 13 вправо или наоборот. Ho так как с рейкой 12 связана вилка 10, соединенная с блоком зубчатых колес коробки скоростей, то при перемещении она установит зубчатые колеса блока в определенное положение, соответствующее выбранной частоте вращения шпинделя. Каждая пара штифтов рассматриваемого механизма переключения перемещает только один блок зубчатых колес, поэтому в механизме переключения частот имеется три пары реек соответственно для каждого блока зубчатых колес Б1, Б2 и Б3.
Цепь движения подачи. Привод подачи осуществляется от отдельного фланцевого электродвигателя мощностью 2,2 кВт и частотой вращения 1460 об/мин (см. рис. 114), смонтированного в консоли. Через передачи 26—50 и 26—57 вращение получает вал VIII коробки подач. На валу VIII находится тройной подвижный блок Б4 зубчатых колес 18, 36 и 27, который может передавать на вал IX три частоты вращения через передачи 36—18, 18—36 или 27—27. Через блок Б5, находящийся на валу X, на вал X можно передать еще три частоты вращения через передали 18—40, 24—34 или 21—37. Следовательно, от электродвигателя вал X может иметь девять различных частот вращения. На валу X неподвижно закреплена кулачковая муфта M1, зубчатое колесо 40 с зубьями на торце, свободно сидящее на этом валу, продольно перемещающееся вдоль его оси, и неподвижно закрепленное зубчатое колесо 13. Когда зубчатое колесо 40 соединено с муфтой M1, вращение валу XI передается через передачу 40—40. Если же его переместить влево и соединить с колесом 18 блока (как показано на схеме), свободно установленным на валу IX, то через передачи 13—45 и 18—40—40 число частот вала XI удвоится и будет равно 18.
На фрикционном валу XI расположены три муфты: предохранительная, кулачковая М2 и фрикционная М3 (см. рис. 116).

Предохранительная муфта служит для предохранения механизмов коробки подач станка от поломки при возникновении усилий подачи в процессе фрезерования, превышающих допустимые. Широкое зубчатое колесо 1 с числом зубьев 40, имеющее с торца сквозные отверстия, свободно установлено на фланце 3 с таким же числом отверстий, но несколько меньшего диаметра, являющимся частью кулачковой муфты М2. Фланец 3 крепится на валу XI свободно. В отверстия колеса и фланца помещены шарики 2 так, что часть поверхности каждого из них находится в отверстиях колеса и фланца.
При нормальных условиях работы широкое зубчатое колесо I передает вращение фланцу 3, соединенному с правой половиной муфты М2, и валу XI. Если в процессе работы усилия подачи превышают допустимые, шарики, преодолевая усилия пружин, подпирающих их, отходят влево и проскальзывают относительно фланца. Вращение вала XI и перемещение стола или консоли прекращаются. На конце вала XI неподвижно закреплено зубчатое колесо 28, от которого передается вращение через передачу 28—35 на вал XII, а от него все 18 частот вращения — на ходовые винты продольной, поперечной и вертикальной подач по следующим кинематическим цепям:
а) на винт продольной подачи 18—33—33; 18—16 и 18—18;
б) на винт поперечной подачи 18—33—33—33;
в) на винт вертикальной подачи 18—33; 22—33 и 23—46.
Структурная формула частот вращения вала XII имеет следующий вид:

Цепь быстрого хода. При включении электродвигателя подачи наряду с передачей вращения по цепи рабочей подачи к ходовым винтам продольного, поперечного и вертикального перемещения стола по цепи ускоренного хода через передачи 26—50—67—33 получает вращение корпус 6 (см. рис. 116) дисковой фрикционной муфты и ведущие диски 5, свободно установленные на валу XI с постоянной частотой вращения. При перемещении кулачковой муфты М2 вправо диски фрикционной муфты сжимаются и передают вращение ведомым 4, соединенным с валом XI при помощи шлиц. Диски 4 передадут ускоренное вращение валу -X и дальше по цепи соответствующих подач.

На рис. 117 показана схема включения быстрого хода стола. При нажатии кнопки 1 замыкается электрическая цепь катушки 2, в которую втягивается стальной сердечник 3. Через рычаг 4, валик 5 и вилку 7 кулачковая муфта 8 переместится вправо. Ведущие диски передадут вращение ведомым, и фрикционный вал получит вращение непосредственно от электродвигателя, минуя механизмы коробки подач.
При отпускании кнопки 1 под действием пружины 6 кулачковая муфта займет исходное положение, т. е. положение включения ее с фланцем предохранительной муфты. В этом случае фрикционный вал будет вращаться по цепи рабочей подачи.
Ручные перемещения стола в поперечном и вертикальном направлениях производятся вращением маховичка Д (см. рис. 114) и рукояткой E через муфты М8 и М9, в продольном — вращением маховичка Ж через муфту М7 или рукояткой Г через передачи 24—18, 25—50.
Механическое перемещение консоли в вертикальном и салазок стола в поперечном направлениях производится при включении рукояток мнемонического действия, расположенных с левой стороны консоли. При повороте в необходимом направлении они действуют на конечные выключатели, изменяя направление вращения электродвигателя подачи и включая одновременно одну из кулачковых муфт М4 и М5. Продольное перемещение осуществляется рукояткой В при перемещении муфты М6 влево.
Кулачки автоматического выключения вертикального и поперечного перемещения консоли и стола устанавливаются на станине и консоли в положении, отвечающем предельно допустимым перемещениям консоли и стола.
Автоматизация продольного перемещения стола. В условиях единичного производства управление рабочей продольной подачей и быстрым перемещением стола производится вручную.
Для предохранения схода стола с направляющих в продольный боковой паз устанавливают упорные кулачки 1 и 2 (рис. 118), которые могут быть закреплены в любом месте в боковом пазу в положении, соответствующем началу и окончанию рабочего хода стола (в зависимости от требуемой длины фрезерования). Кулачки воздействуют на выступ рукоятки включения продольного перемещения стола, поворачивая ее в нейтральное положение и выключая продольную подачу. Когда по условиям обработки не требуется автоматическое выключение продольной подачи стола, их устанавливают и закрепляют в его крайних рабочих положениях. В этом случае они являются ограничителями продольного хода стола, если по каким-либо причинам фрезеровщик не может остановить его при ручном управлении. По этой причине их категорически запрещено снимать со стола.

В серийном и массовом производстве фрезерные станки 2-го размера могут быть настроены на полуавтоматический скачкообразный или автоматический маятниковый цикл перемещения стола. Для этой цели в его боковом пазу устанавливают и закрепляют в определенной последовательности и на определенном расстоянии друг от друга дополнительные кулачки 3 и 4, которые в нужные моменты воздействуют на звездочку управления быстрыми и рабочими движениями стола и рукоятку включения его продольной подачи, обеспечивая работу станка по заданному циклу.
Стол станка может быть настроен на следующие циклы работы:
1) полуавтоматический скачкообразный: быстро вправо — подача вправо — быстро назад (влево) — стоп (рис. 118, а);
2) полуавтоматический скачкообразный: быстро влево — подача влево — быстро назад (вправо) — стоп (рис. 118, б);
3) автоматический маятниковый: быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо (рис. 118, в),
Для настройки станка на заданные циклы работы необходимо:
а) отключить станок от сети переключателем ввода «включено — выключено»;
б) поставить переключатели на правой дверце электрошкафа ручного или автоматического управления продольным перемещением стола и работы круглого стола в положение «Автоматическое управление»;
в) подключить станок к электросети переключателем ввода «включено — выключено»;
г) произвести установку кулачков в зависимости от принятого цикла;
д) утопить и повернуть отверткой валик-шестерню на переднем торце салазок в положение «Автоматическое управление столом». Поворот производится, когда рукоятка включения продольной подачи находится в нейтральном положении. При этом может оказаться, что валик-шестерня не фиксируется в заданное наложение. В этом случае необходимо несколько повернуть маховичок ручного продольного перемещения стола.
Кулачок 3 устанавливается с левой стороны от рукоятки включения продольной механической подачи, а кулачок 4 — с правой стороны. Изменение направления перемещения стола с рабочей подачи на быстрый ход производится в ту или иную сторону от совместно работающих кулачков 1 и 3 или 2 и 4. Поэтому в этом случае они должны быть установлены рядом, а переключение рабочей подачи на быстрый ход или быстрого хода на рабочую подачу может производиться в любом месте в зависимости от места закрепления кулачков 3 или 4 в пазу стола.
При настройке станка на полуавтоматический цикл (см. рис. 118, а) в момент подхода обрабатываемой заготовки к фрезе кулачок 3 производит переключение с быстрого хода вправо на рабочую подачу вправо. После окончания обработки в результате одновременного воздействия кулачков 1 и 3 на рукоятку включения продольной подачи стол станка получает быстрое обратное перемещение. Заняв крайнее левое положение, кулачок 2, воздействуя на выступы рукоятки, поставит ее в нейтральное положение, перемещение стола прекратится.
Аналогичное перемещение, только в другом направлении (согласно рис. 118, б), будет совершать стол, если последовательно будут установлены два кулачка 4 по другую сторону рукоятки включения продольного перемещения стола.
При автоматическом маятниковом цикле кулачки должны быть установлены в последовательности, показанной на рис. 118, в. В этом случае стол последовательно совершает следующие движения: быстро вправо — подача вправо — быстро влево — подача влево — быстро вправо и т. д. Это позволяет устанавливать и закреплять заготовки на правой стороне стола в то время, когда производится обработка на левой стороне и наоборот. Стол станка в этом случае непрерывно совершает замкнутый цикл движений.
Фрезерные станки 3-го размера. Консольно-фрезерные станки моделей 6Р83, 6Р83Г и 6Р13 по своей конструкции, компоновке узлов, органов управления полностью соответствуют фрезерным станкам 2-го размера. Такие станки имеют размер рабочей поверхности стола (400x1600 мм), мощность электродвигателя главного движения в них равна 10 кВт, электродвигателя подачи — 3,0 кВт. Это позволяет обрабатывать на них заготовки больших габаритных размеров и массы со снятием больших припусков во время фрезерования. Стол таких станков может быть настроен на полуавтоматический и автоматический циклы работы.
Новые станки 3-го размера серии «Т». Фрезерные станки новой, более совершенной серии «Т» выпускает Горьковский завод фрезерных станков. Они имеют более широкие пределы частот вращения шпинделя, минутных подач и ускоренного хода стола. Автоматические циклы перемещения стола обеспечиваются благодаря использованию электромагнитных муфт, расположенных в передней части консоли. В этих станках предусмотрен гидроагрегат для привода механизированного зажима заготовки.