



Разрезание металла и прорезание шлицев
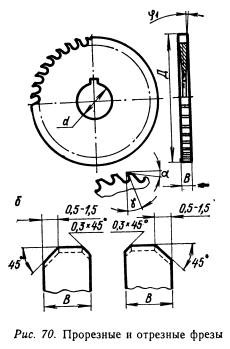
Для разрезания куска металла на части или выполнения на заготовках шлицев (узких прорезей) используются отрезные и прорезные фрезы (рис. 70, а) диаметром 32...250 мм и шириной 0,2...5 мм из быстрорежущей стали. Они бывают трех типов: с мелкими, средними и крупными зубьями. Первые два типа предназначены для фрезерования черных металлов, третий — для алюминиевых, магниевых и других легких сплавов. Кроме того, предусмотрены три класса точности изготовления фрез: AA, А (точное исполнение) и В (нормальное исполнение). Классы AA и А-распространяются на фрезы с мелкими и средними зубьями диаметром до 80 мм включительно, которые в основном предназначены для прорезки шлиц и точных канавок. По классу В изготавливаются фрезы всех типов и диаметров с шириной от 1 мм и выше, предназначаемые для отрезных работ.
Для уменьшения трения о боковые стенки прорези отрезные и прорезные фрезы снабжены на торцах вспомогательными углами в плане ф1, которые в зависимости от размеров фрез выполняются в пределах 5'...1°. У фрез шириной более 1,6 мм с целью улучшения условий резания зубья затачиваются с переходными режущими кромками под углом 45° попеременно в шахматном порядке (рис. 70, б). Для повышения прочности узкие фрезы шириной до 3 мм и диаметром до 125 мм выполняются без шпоночных пазов.
Оптимальный диаметр отрезных и прорезных фрез выбирается из тех же соображений, что и для прочих дисковых при обработке уступов и пазов по формуле (9).
Установка и закрепление на станке отрезных и прорезных фрез осуществляется с помощью центровых оправок. Причем узкие фрезы без шпоночных канавок удерживаются на оправке силами трения, возникающими в результате зажима фрезы установочными кольцами.
Приемы фрезерования шлиц и узких прорезей практически не отличаются от соответствующих приемов обработки открытых канавок дисковыми фрезами. Поэтому ниже рассматриваются только особенности, свойственные разрезанию металла.
Для установки на станке заготовок небольших размеров используются станочные тиски. При разрезании круглого проката применяются самоцентрирующиеся тиски либо установка на призмах. Заготовки крупных размеров из листового материала закрепляются непосредственно на столе станка прихватами так, чтобы место разрезания располагалось примерно по середине Т-образного паза.
В общем случае для повышения жесткости закрепленной заготовки место разрезания следует располагать возможно ближе к опоре. С этой же целью заготовки типа тонких полос целесообразно закреплять в тисках пакетом по нескольку штук.
Разрезание выполняют как встречным, так и попутным фрезерованием, но предпочтительным является попутный метод, особенно при разрезании листового материала, закрепленного на столе станка. Если в последнем случае фрезерование производится встречным методом, то для предотвращения подрыва заготовки и поломки зубьев фрезы лист разрезают не полностью по толщине, а оставляют небольшую перемычку (0,3...0,5 мм), которую разламывают после снятия заготовки со станка.
Учитывая сравнительно малую прочность отрезных и прорезных фрез, подачу для них следует выбирать минимально возможную (особенно для фрез малой толщины). Для отрезных и прорезных работ при обработке сталей подачу на зуб можно принимать в пределах sz=0,01...0,04 мм/зуб, скорость резания v=20...40 м/мин (по мере увеличения глубины резания скорость резания соответственно необходимо уменьшать в указанных пределах).
При разрезании заготовок возможны следующие виды брака: не выдержана длина отрезанной части; допущена неперпендикулярность поверхности разреза к сторонам заготовки.
Первый вид брака может возникнуть вследствие неточности измерений при установке заготовки на длину отрезаемой части неплотного прилегания заготовки к упору, наличия заусенцев на кромках торца заготовки, значительного торцового биения фрезы: Брак предупреждается более внимательным выполнением приемов работы, устранением биения фрезры или ее заменой.
Неперпендикудярность поверхности отрезка к сторонам заготовки может быть следствием неправильной выверки приспособления и заготовки на станке, а также в случае, если заготовка не осажена перед окончательным закреплением в тисках или установлена на непараллельные подкладки.
При выполнении отрезных работ, кроме общих правил техники безопасности, необходимо соблюдать особую осторожность. Выполнять какие-либо действия в зоне резания (поддерживать отрезаемую часть металла, поливать фрезу эмульсией, сметать стружку, производить измерения и др.) категорически запрещено, так как острые и узкие зубья отрезной фрезы могут захватить одежду фрезеровщика, что может стать причиной тяжелого несчастного случая.