



Фрезы для обработки уступов, пазов, канавок и особенности их установки на станке
Разновидности и назначение применяемых фрез. Для обработки уступов, пазов, канавок предусмотрены дисковые и концевые фрезы, основные разновидности которых были рассмотрены ранее.
Дисковые пазовые фрезы изготавливаются цельными из быстрорежущих сталей с остроконечными (рис. 52, а) и затылованными зубьями (рис. 52, б). Они предназначены для фрезерования точных по ширине пазов и выпускаются в двух исполнениях: для пазов с точностью обработки по девятому квалитету Н9 или десятому — H10 и для шпоночных пазов с предельными отклонениями ширины по ПШ (посадка шпонок), которые маркируются на торце фрезы.

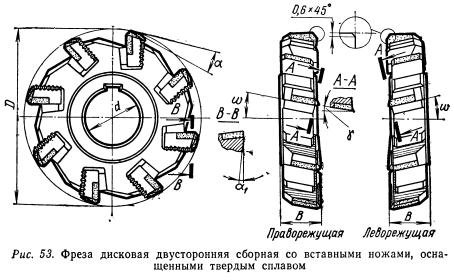
Для фрезерования уступов могут быть использованы дисковые двусторонние фрезы преимущественно сборной конструкции (рис. 53). По действующему стандарту такие фрезы выпускаются право- и леворежущими, что позволяет выполнять одновременную обработку двух уступов комплектом фрез, устанавливаемых на центровых оправках.
Более универсальными являются дисковые трехсторонние фрезы, которыми можно обрабатывать как уступы, так и пазы. Они бывают цельными из быстрорежущей стали либо сборными с ножами из быстрорежущей стали или оснащенными твердым сплавом.
Цельные трехсторонние фрезы, изготавливаются с прямыми (рис. 54, а) или с разнонаправленными зубьями (рис. 54, б), ширина которых, как и у пазовых фрез, выполняется по десятому квалитету H10 или по ПШ. Поэтому их можно применять для фрезерования точных по ширине пазов. Сборные трехсторонние фрезы (рис. 54, в и г) имеют невысокую точность по ширине и изготавливаются только с разнонаправленными зубьями.

Уступы и пазы могут быть обработаны также концевыми фрезами. из быстрорежущей стали (рис. 55, а), которые состоят из рабочей части 1, шейки 2 и хвостовика 3. Хвостовики выполняются цилиндрическими (для фрез диаметром до 20 мм) и коническими по системе инструментальных конусов Морзе. Стандартами предусмотрен выпуск таких фрез диаметром 3...50 мм с нормальными и крупными зубьями, которые располагаются по окружности неравномерно с целью создания более спокойных условий резания.
Промышленностью также освоен выпуск концевых фрез, оснащенных винтовыми твердосплавными пластинками (рис. 55, б), с монолитной рабочей частью и коронками из твердого сплава, которые значительно повышают производительность фрезерования, особенно при обработке высокопрочных сталей и сплавов.
Для чернового фрезерования отливок, поковок с увеличенными припусками на обработку выпускаются обдирочные фрезы с затылованными зубьями (рис. 55, в) диаметром 25...80 мм. На главных режущих кромках таких фрез в шахматном порядке выполнены стружкоразделительные канавки, благодаря чему фрезы способны срезать значительные слои металла за один проход, обладают более высокой стойкостью и виброустойчивостью по сравнению с обычными концевыми.

Выбор фрез для обработки уступов и пазов. Более высокая производительность фрезерования уступов и пазов обеспечивается применением дисковых фрез, которые по сравнению с концевыми имеют большее число зубьев, более прочны и жестки и в связи с этим способны работать с большей глубиной резания и подачей. Вместе с тем концевые фрезы незаменимы при обработке полуоткрытых и закрытых пазов и уступов, при работах на вертикальнофрезерных станках, особенно при обработке крупногабаритных деталей, имеющих несколько уступов и пазов.
Точные пазы фрезеруют пазовыми и цельными трехсторонними фрезами, пазы невысокой точности — трехсторонними сборными и концевыми фрезами.
Трехсторонние и концевые фрезы после переточки по задним поверхностям зубьев теряют первоначальный размер. В связи с этим при отсутствии требуемого размера их выбирают несколько меньшими по ширине (на 1...2 мм) и выполняют фрезерование пазов за два прохода — вначале по одной стороне, затем окончательно по второй.
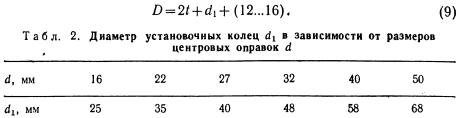
Диаметр дисковых фрез следует выбирать возможно меньшим, так как в этом случае уменьшается момент силы сопротивления резанию, фреза приобретает большую жесткость и виброустойчивость. Минимально возможный диаметр D дисковой фрезы можно определить по рис. 56 из равенства

где t — глубина паза (уступа), мм; d1 — диаметр установочного кольца (см. табл. 2), мм; 6...8 — гарантированный зазор между установочным кольцом и заготовкой, мм.
Преобразуя равенство, получим
Если уступ обрабатывается концевой фрезой, ее диаметр можно определить в зависимости от ширины уступа В по формуле

Особенности установки фрез на станке при фрезеровании уступов и пазов. Установка на станке дисковых фрез принципиально не отличается от ранее рассмотренных правил установки цилиндрических фрез на центровых оправках. Особенностью в данном случае являются более высокие требования, предъявляемые к торцовому биению дисковых фрез при обработке пазов, которое не должно превышать 0,02...0,03 мм.
Концевые фрезы с коническим хвостовиком устанавливаются в отверстие шпинделя при помощи переходных втулок и затягиваются через его сквозное отверстие шомполом.

При необходимости частой смены концевых фрез с коническим хвостовиком целесообразно пользоваться быстросменным патроном (рис. 57, а), который состоит из корпуса 4, переходной втулки 3 и гайки 2. Установка фрезы 1 с помощью такого патрона осуществляется в следующем порядке. Корпус патрона с навернутой гайкой устанавливается в отверстие шпинделя и затягивается шомполом. Затем коническим хвостовиком фрезу вводят в отверстие переходной втулки и затягивают винтом 5. После этого втулку вставляют в отверстие корпуса патрона так, чтобы ее поводковые выступы 7 прошли через пазы гайки и вошли в такие же торцовые пазы корпуса. Закрепление втулки осуществляется затяжкой гайки накидным ключом. Винт 6 ограничивает поворот гайки и позволяет (при левом крайнем положении) быстро совмещать ее пазы с пазами корпуса. Патроны снабжаются сменными переходными втулками с коническими отверстиями Морзе различных номеров.
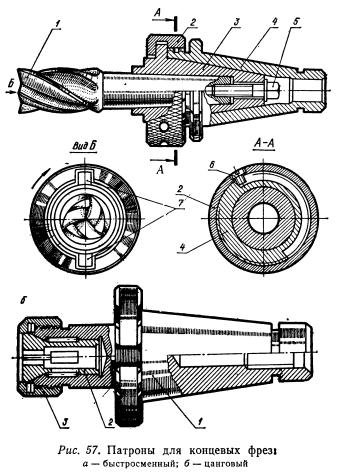
Концевые фрезы с цилиндрическими хвостовиками устанавливаются на станке при помощи цангового патрона, одна из конструкций которого приведена на рис. 57, б. В корпус 1 патрона вставляется сменная упругая цанга 2 совместно с фрезой. Закрепление фрезы производится завинчиванием гайки 3. При этом цанга, продвигаясь в отверстие корпуса, за счет конического сопряжения сжимается и прочно закрепляет фрезу.