Фрезы для обработки плоскостей и их установка на станке
Типы применяемых фрез. Обработку плоскостей в основном выполняют цилиндрическими и торцовыми фрезами, иногда (при небольшой ширине обрабатываемой поверхности) используют концевые и дисковые двух- и трехсторонние фрезы.
Цилиндрические фрезы, применяемые на станках с горизонтальным расположением шпинделя, выпускаются цельными, с винтовыми пластинками твердого сплава и сборными.
Цельные цилиндрические фрезы из быстрорежущей стали (рис. 27, а) изготавливаются в двух исполнениях — с крупными и мелкими зубьями.

Мелкозубые предусмотрены для чистового фрезерования, что объясняется необходимостью увеличения количества одновременно работающих зубьев для повышения равномерности фрезерования и уменьшения шероховатости обрабатываемой поверхности. Во всех прочих случаях используются крупнозубые фрезы, при фрезеровании которыми необходимая шероховатость достигается за счет выбора соответствующей подачи.
Высокая производительность фрезерования достигается применением цилиндрических фрез с винтовыми пластинками из твердого сплава (рис. 27,б). Пластинки припаиваются к корпусу фрезы из конструкционной стали. На их стыках в шахматном порядке выполняются угловые стружкоразделительные канавки, облегчающие процесс резания.
Сборные цилиндрические фрезы (рис. 27, в) состоят из корпуса 1, в пазах которого с помощью рифлений 3 и клиньев 2 крепятся ножи 4 из быстрорежущей стали. Такие фрезы выпускаются одинарными длиной L = 40...65 мм и составными (две-шесть штук в комплекте). Фрезы, собираемые в комплект, имеют различное направление наклона зубьев с целью уравновешивания осевых сил, возникающих в процессе резания.

Торцовые фрезы бывают цельными и сборными. Цельные фрезы из быстрорежущей стали сравнительно небольшого диаметра (до 100 мм) выполняются с креплением на продольной (рис. 28, а) и на торцовой шпонках (рис. 28, б) с мелкими и крупными зубьями. Фрезы более крупного диаметра для экономии дорогостоящих инструментальных материалов изготавливаются сборными (рис. 28, в и г) с ножами из быстрорежущей стали либо оснащенными пластинками твердого сплава. Крепление таких фрез осуществляется с помощью торцовых шпонок, для которых со стороны нерабочего торца фрезы предусмотрены прямоугольные пазы (см. сеч. А—А).
Установка фрез на станке. Цилиндрические фрезы устанавливаваются на горизонтально-фрезерных станках при помощи центровых оправок (рис. 29), которые в зависимости от конструкции подшипника серьги станка могут иметь поддерживающую втулку 6 (рис. 29, а) или цилиндрическую цапфу 8 (рис. 29,б).

Центровая оправка состоит из хвостовика, шейки, рабочей части и резьбы.
Хвостовики оправок могут иметь коническую форму с конусностью 7:24 для непосредственной установки в отверстие шпинделя или конус Морзе. В последнем случае оправки крепят на станке при помощи переходных втулок. Резьбовое отверстие 2 служит для затяжки хвостовика в отверстие шпинделя шомполом.
На шейках оправок предусмотрены фланцы 3 с прямоугольными пазами 1 или две лыски (см. рис. 29, б, сеч. А—А), предназначенные для восприятия крутящего момента непосредственно от поводковых шпонок шпинделя станка или от торцового паза переходной втулки (см. рис. 30, размер S).
Цилиндрическая рабочая часть оправок выполняется соответственно стандартным диаметрам d посадочных отверстий фрез (13, 16, 22, 27, 32, 40 и 50 мм) и различной длины, что позволяет подбирать их в зависимости от условий выполняемых работ. Для передачи крутящего момента фрезе рабочая часть оправок снабжена длинной призматической шпонкой 5 (см. рис. 29, а).

На резьбовой части оправок обычно нарезается левая метрическая резьба с мелким шагом. Благодаря этому уменьшается вероятность самоотвинчивания гайки 7 во время работы, так как при наиболее часто употребляемом левом вращении шпинделя силы резания будут стремиться затянуть ее, усиливая тем самым крепление фрезы.
Центровые оправки комплектуются набором установочных колец 4 различной ширины (1...50 мм), которые позволяют располагать фрезу вдоль оправки на необходимом расстоянии от шпинделя.
При установке цилиндрической фрезы на станке (рис. 31) фреза 17 при помощи установочных колец 9, поддерживающей втулки 8 и гайки 1 закреплена на рабочей части центровой оправки. Хвостовик 13 оправки установлен в отверстие шпинделя 12 и затянут шомполом 14, снабженным для этой цели шестигранной головкой 16 и гайкой 15. Передача крутящего момента от шпинделя на оправку осуществляется поводковыми шпонками 10, которые входят в пазы фланца 11. Свободный конец оправки совместно с поддерживающей втулкой введен в отверстие подшипника 7 серьги 5. Для повышения износостойкости подшипник серьги изготовлен из бронзы и имеет форму втулки с наружным конусом и продольным разрезом, что позволяет периодически регулировать его (по мере износа) гайкой 2, В серьге предусмотрена фитильная смазка 6 подшипника, смотровой глазок 3 для контроля уровня масла и заливное отверстие 4.

Устанавливая цилиндрические фрезы на станке, необходимо соблюдать определенную последовательность действий:
1. Протереть ветошью оправку, конический участок отверстия шпинделя, установочные кольца, фрезу.
2. Установить хвостовик оправки в отверстие шпинделя так, чтобы поводковые шпонки последнего вошли в пазы фланца оправки.
3. Ввернуть шомпол в резьбовое отверстие хвостовика оправки и затянуть до отказа гайку 15 ключом (см. рис. 31). Чтобы шпиндель при этом не проворачивался, коробку скоростей станка следует настроить на наименьшую частоту вращения.
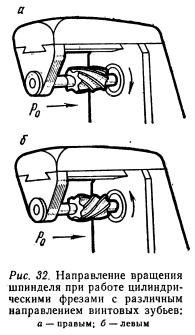
4. Надеть на рабочую часть оправки установочные кольца, поддерживающую втулку, фрезу. Слегка смазать резьбу оправки и навернуть на нее гайку. При этом необходимо учитывать, что для повышения жесткости и прочности крепления фрезы ее следует располагать на оправке возможно ближе к переднему концу шпинделя так, чтобы осевая составляющая силы сопротивления резанию Pо (рис. 32) была направлена в его сторону. Последнее условие обеспечивается, если направления винтовых зубьев фрезы и вращения шпинделя разноименны. Поэтому при работе фрезами с правым направлением винтовых зубьев шпиндель должен иметь левое вращение (против хода часовой стрелки, если смотреть со стороны его заднего конца) (рис. 32, а) и, наоборот, для фрез с левым направлением винтовых зубьев оно должно быть правым (рис. 32, б).
5. Выдвинуть хобот на необходимую длину и закрепить его.
6. Установить серьгу на хобот и закрепить ее так, чтобы поддерживающая втулка или цапфа оправки вошла в подшипник серьги.
7. Закрепить фрезу, затянув до отказа гайку оправки ключом.
8. Проверить уровень масла в резервуаре серьги и при необходимости долить.
9. Проверить радиальное биение зубьев фрезы индикатором 1 (рис. 33). Для этого установить индикатор на стол станка так, чтобы его измерительный штифт 2 коснулся режущей кромки зуба фрезы с небольшим натягом (1...2 мм по малой отсчетной шкале). Рукоятки коробки скоростей поставить в такое положение, чтобы, шпиндель легко проворачивался. Вращая оправку вручную в направлении, обратном направлению резания, определить биение фрезы, которое не должно превышать 0,05 мм.
Торцовые фрезы диаметром до 250 мм устанавливаются на станке при помощи коротких концевых оправок (рис. 34), которые в зависимости от способа крепления фрезы выполняются с продольной или торцовой шпонками.
Последовательность действий фрезеровщика при установке на станке торцовых фрез аналогична ранее рассмотренной для цилиндрических фрез с учетом конструкции концевых оправок.

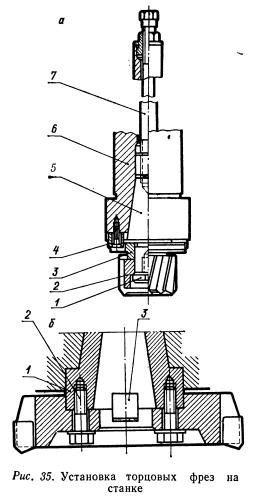
При креплении фрезы с торцовым пазом на вертикально-фрезерном станке (рис. 35, а) оправка хвостовиком 5 устанавливается в отверстие шпинделя 6 и затягивается шомполом 7. На рабочую часть ее надевается фланец 3 и фреза 2 так, чтобы пазы и торцовый выступ фланца совместились с поводковыми шпонками 4 шпинделя и пазом на торце фрезы. Затем фреза вместе с фланцем затягивается винтом 1 с помощью специального торцового ключа.
Крупногабаритные торцовые фрезы устанавливаются непосредственно на передний цилиндрический участок 1 шпинделя (рис. 35, б). При этом поводковые шпонки 3 должны зайти в торцовый паз фрезы, которая затем закрепляется четырьмя винтами 2. Чтобы исключить перекос и биение фрезы, винты затягивают торцовым ключом в диагональном порядке.